基于s3c2410的数控机床监控管理系统设计
2011-04-10洪耀球
洪耀球
HONG Yao-qiu
(景德镇高等专科学校 数学与信息工程系,景德镇 333000)
0 引言
数控技术是制造业的关键领域,早期的数控机床监控,需要工作人员亲自在机床跟前,查看机床的工作状态,输入控制命令,程序代码等,当机床出现故障时能立即采取措施进行维护。这种监控方式对工作人员的要求比较高,工作人员要对机床特别了解,特别是出现故障时要求工作人员能迅速准确的做出判断,专业人员得需求量较大。另外,一些有危险作业环境的机床,如高温作业环境,高转速切削等,会对工作人员造成身体危害,而车间内的噪声也是对健康的一个大的威胁。
随着信息技术的快速发展,数控技术也获得了不断的进步,出现了远离危险作业环境的机床监控技术,但是一台监控主机只能监控一台机床,不能完成多台机床的统一管理。随着嵌入式技术的飞速发展和网络技术的日益普遍运用,智能化、网络化成为当代数控机床发展的主要方向。本文提出了一个在网络环境下实现数控机床的监视及控制系统设计,增加了对机床的控制数量,提高了数控设备利用率,为实现数控机床的高速、强力切削,数控加工的无人化环境奠定了基础。
1 系统总体结构设计
本系统核心部分采用目前比较流行的嵌入式ARM处理器(s3c2410)和Linux操作系统,对机床进行状态信息采集及信息发送。在处理器芯片的存储器中,写入了Linux操作系统和目前较前沿的嵌入式SQLite数据库,将从机床接收到的状态信息,经过处理后,存入嵌入式数据库,同时向上反馈给车间级监控主机,以及接收从车间级监控主机发送来的控制命令或程序代码。此外,本系统还具备一定的智能功能,能根据接收到的报警状态信息,在传送到车间级监控主机之前,从嵌入式数据库中调出相应报警信息所对应的控制命令(系统初始化时自行设置),如对机床进行停机等,来对机床紧急状态作出自动处理,避免机床损坏。因拥有嵌入式数据库,以及能对机床紧急状态作出自动处理,所以减轻了车间级监控主机的实时监控负担,工作人员可以在监控室来监控整个车间或几个车间的机床的工作状态,以及对车间级的各机床发送控制命令,从而实现局域网内的数控机床远程监控。如图1所示。
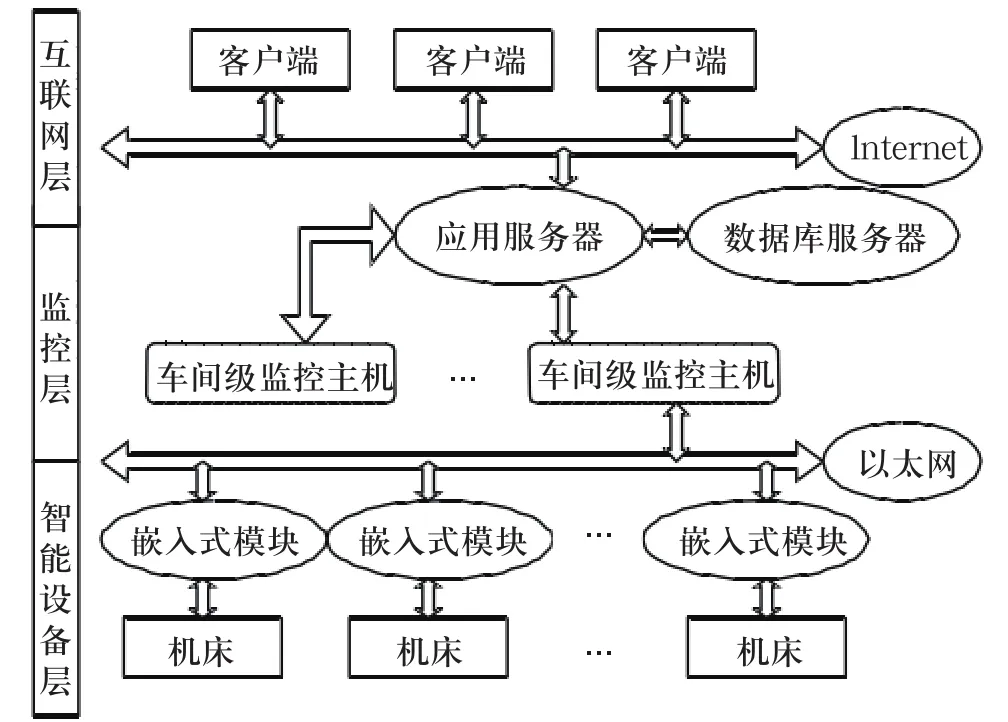
图1 系统总体结构框图
2 系统的硬件结构设计与实现
本系统的硬件结构如图2所示。
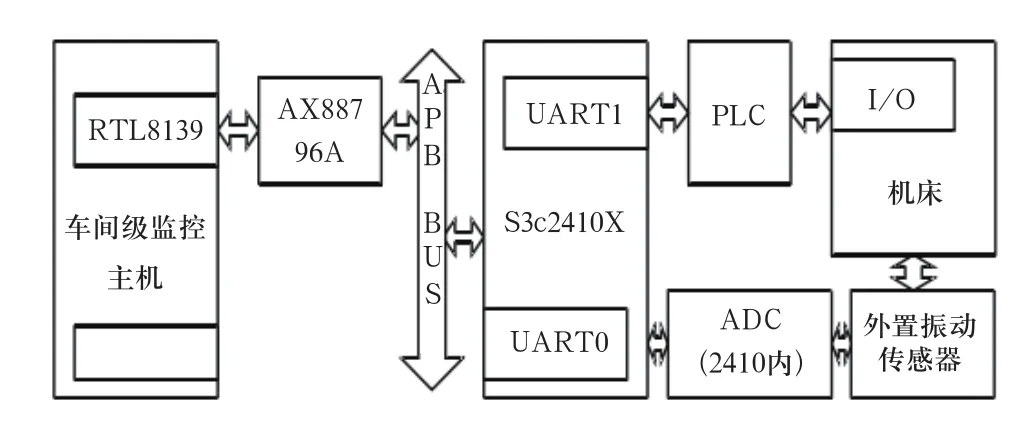
图2 系统硬件结构图
在此系统中,主要部件功能如下:
1)车间级监控主机是本系统的前端工控机,通过RTL8139网卡与后端核心控制模块相连,向控制模块发送对机床的控制命令或程序代码,以及通过控制模块接收来自机床的状态信息,监控主机将接收到的状态信息实时写入数据库,并且可以将必要的状态信息打包,通过互联网发送到远程,进行远程故障诊断。
2)该系统中最核心的部分是基于S3C2410X的嵌入式控制模块,该模块扩展集成了AX88796A网络芯片,通过该芯片与监控主机通信。此外,控制模块内部集成了UART控制器,利用该控制器与机床相连,接收和发送机床状态信息和控制命令。
3)机床部分,则由PLC 的I/O口接收和发送机床状态信息及控制命令;另外,机床的刀具部分,由外部传感器获得刀具状态,然后将信号发送到嵌入式处理器,再通过ADC将模拟信号转换成数字信号。
3 系统软件设计与实现
该系统采用了裁剪和优化后的嵌入式Linux操作系统,使用嵌入式数据库SQLite来存储机床的状态信息,系统具有自动报警等智能功能,能根据特定的报警信号发送控制命令,以保证系统安全运行。系统主要包括收发信号处理、智能控制、串口通信、网口通信等模块,其中信号处理模块、智能控制模块功能如下:
1)收发信号处理模块完成系统主要的功能,包括从前端工控机接收控制命令和程序代码,经过处理后直接发向机床,接收来自机床PLC的状态信息和经机床外置传感器传来的信息,经过处理发送给前端工控机,同时将状态信息实时写入嵌入式数据库SQLite;
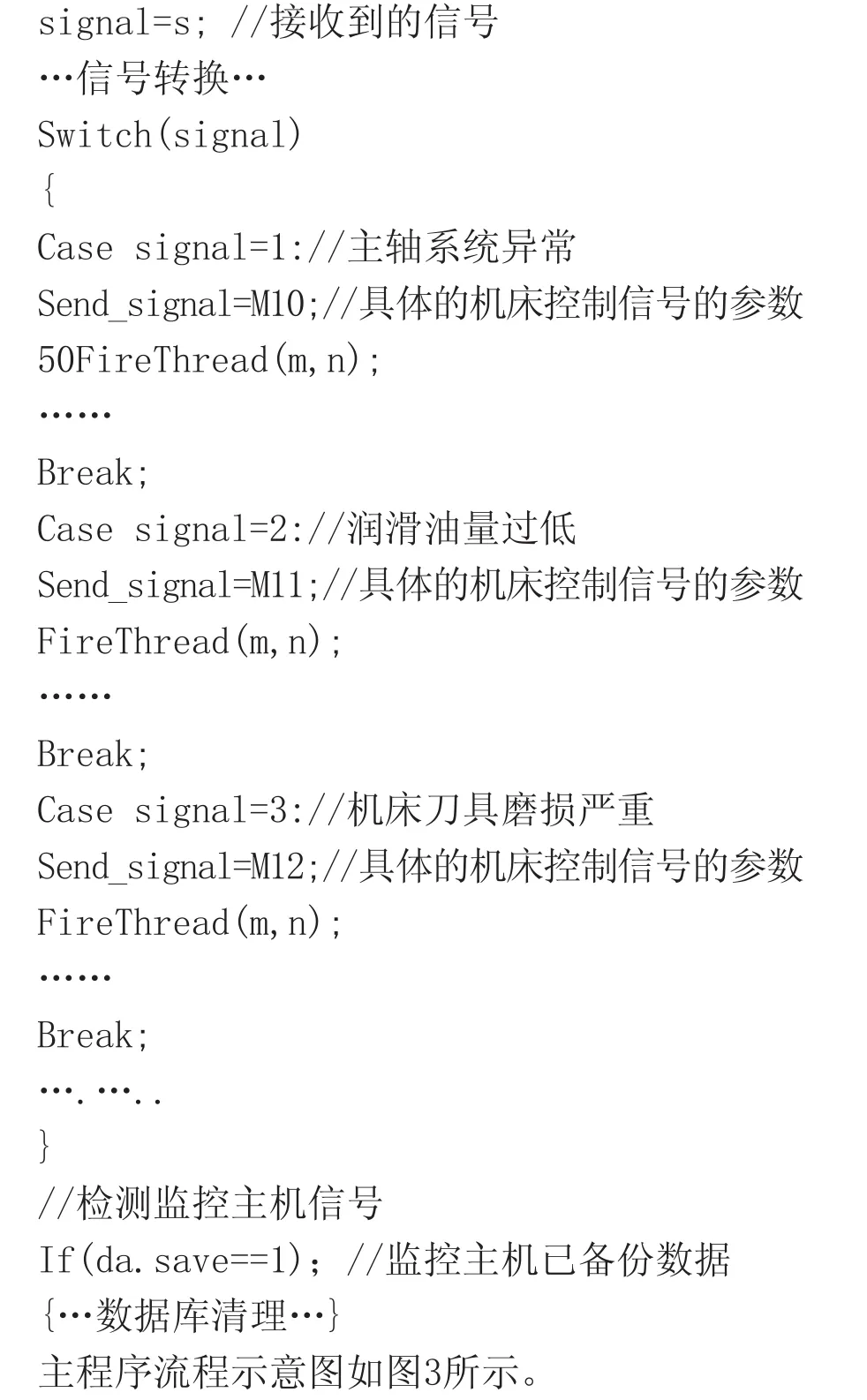
2)智能控制模块主要对接受的机床状态信息进行处理,判断是普通状态信息还是报警信息,如果是报警信息则根据不同的报警状态自动发送控制命令到机床,以达到保护机床的目的,此外由于模块内存储器容量有限,使得嵌入式数据库的数据量也有限,本模块还负责对数据库内的数据进行定期清理,删除已经在前端监控主机备份的数据;本模块主要代码如下:
4 结论
监控系统开发完成后,与经裁剪的嵌入式Linux操作系统一块烧写到S3C2410开发板中,配置好软硬件环境进行实验,经测试,本系统能完成所设计的各项功能,包括接收机床的状态信息;接收监控主机发送的控制命令并发向机床;实时备份和清理嵌入式数据库;模拟机床报警状态智能发送控制命令到机床等。
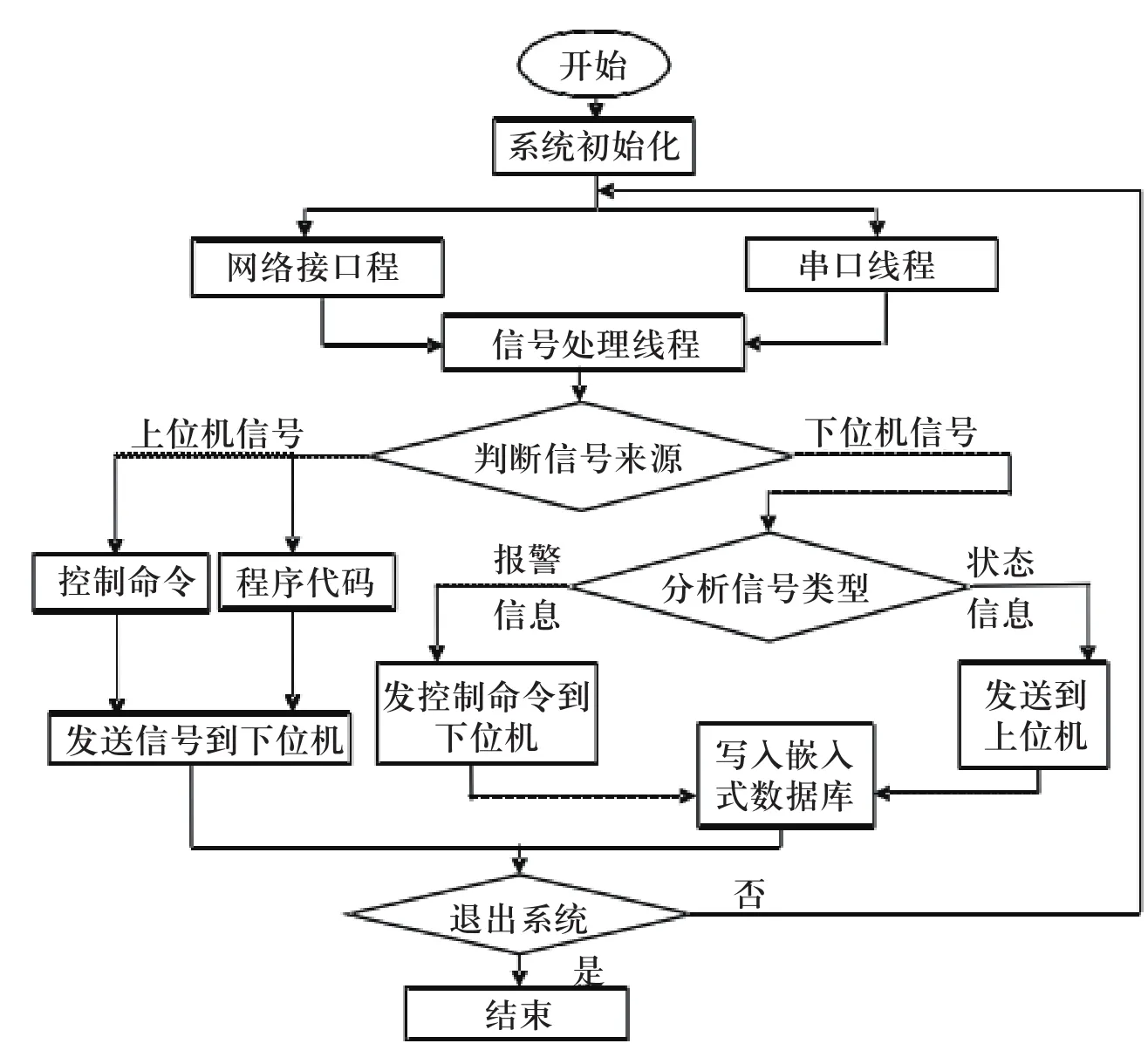
图3 主程序流程示意图
本系统是基于嵌入式的数控机床远程监控系统,相比传统工控机有很多优点:
1)在监控范围和兼容性方面,由于本系统采用模块化设计,将核心模块与机床相互独立,即插即用,扩展性强,适合大范围的监控需求;而传统工控机控制模块与机床紧密相关,兼容性不强,扩充不易,系统适用范围较小。
2)在监控和维护方面,本系统可进行远离现场环境的远程监控,甚至能利用前端工控机将机床状态信息发送到互联网,实现网络监控和维护;而传统工控机一般不可能远程维护,甚至大部分都是现场监控和维护,车间环境对工作人员健康影响较大且维护费用较高。
3)在系统成本上,本系统使用的是普通PC机作为前端监控机,价格低,整体系统方案简单,方便审查,建设成本,维护成本和扩展成本低;传统工控机使用的是专门的工作站,建设成本,维护成本和扩展成本很高。另一方面相比传统工控机来说,本系统的硬件升级简单,软件更新方便,界面友好。
[1] 孙栋,李郝林.数控机床任务调度与刀具分配网络化管理系统[J].2009,(04).
[2] 刘明生,向六昭.论机床的数控化改造[J].西南师范大学学报(自然科学版),2010,(04).
[3] 陈光伟,徐达丽,董本志.数控机床远程监控系统的实现与优化[J].机床与液压,2009,(11).
