水轮发电机定子线圈端部钎焊及绝缘工艺探析
2011-03-30罗菲
罗 菲
(南宁发电设备总厂,广西 南宁 530031)
水轮发电机定子线圈端部钎焊及绝缘工艺探析
罗 菲
(南宁发电设备总厂,广西 南宁 530031)
对水轮发电机条式线圈端部结构及并头钎焊、绝缘等方面的关键技术,作了初步的探析,认为采用的银铜钎焊工艺的接头,具有机械强度高、导电性能好的特点,且加热速度快,对绝缘影响小,操作方便,简化了工艺,节省了工时和成本,提高了发电机定子线圈的焊接品质。
水轮发电机;定子线圈;钎焊工艺;接头绝缘工艺
四川省理县绿叶水电站的立式水轮发电机定子分为两瓣,内径3.38m,单机容量30MW,为条式波绕组,端部采用并头板式钎焊连接,接头绝缘采用云母带加包合搭接长度后,装入绝缘盒结构。
由于机组在运行时,产生热量较多,严重影响绝缘寿命和限制发电机的出力,而并头钎焊品质直接影响接头、线圈或引线局部烧断,造成已在运行的机组突然停止运行,给电站造成重大损失。因此,并头钎焊列为特殊工序,必须对该工序进行严格的品质控制,保证钎焊品质,就成为保证发电机正常运行的关键因素之一。
1 绕组并头的结构及特点
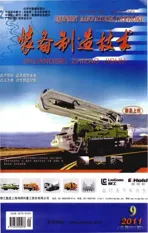
水轮发电机条式波绕组同槽上、下线棒端头连接,采用直并头套,是这种定子类型机组最常用的一种并头套。直并头套典型的连接结构型式,有无底直并头套、盒型并头套。股线对接于并头套内,铜板连接,端头股线搭接。绿叶电站选用的是盒型并头套,铜板连接,就是将铜板直接与线棒上、下层端头连接,结构简单。相邻上、下层线棒端头间连接,采用斜并头套结构。极间连接线连接同一相不同极性下的同层线棒端头,采用铜母线制成。分别见图 1、图2、图 3。
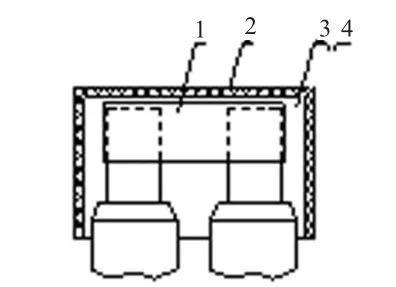
图1 直并头结构
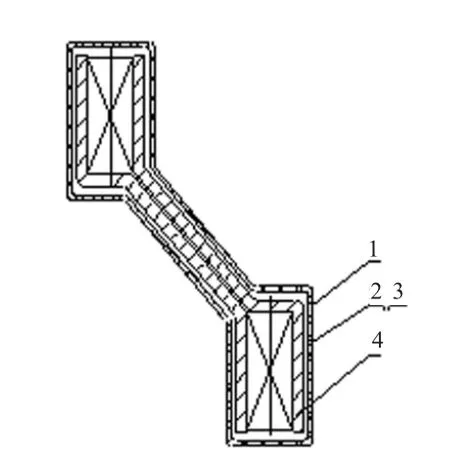
图2 斜并头套结构
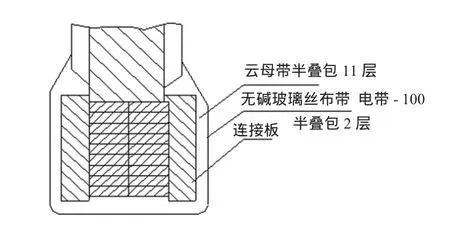
图3 极间绝缘结构
2 焊接性分析
绕组并头采用钎焊,保证品质的关键在于加热温度和焊接时间的控制。如果温度过高,钎料流动性太强,对母材的熔蚀加重,引起过烧使钎焊金属粒长大,导致焊缝组织疏松,强度降低等现象;温度过低时,焊接时间就过长,线棒端部绝缘容易烧坏。
因此,在整个焊接过程中,必须保证冷却水的畅通,并随时注意冷却水的温度保持,若温度过高,如出水有汽化现象,应立即停机检查冷却水压,并检查水路是否畅通。
3 钎焊工艺过程
根据并头的结构及焊接性分析,采用中频感应圈式的方法进行钎焊。
首先要做好防护措施——用浸水的石棉(以不滴水为宜)缠好线棒端部靠近焊接部分的绝缘,沿定子整圆在上、下层线棒之间,及相邻线棒间,用石棉布塞紧,同时为防止掉多余的焊料,施焊处地上应铺好石棉布。
将感应圈和并头板一同夹紧,先通水开始冷却,再通电加热,在交变磁场作用下,并头板温度升高,银铜焊片逐渐熔化后,继续旋紧夹紧工具,必要时可采用多用夹钳辅助夹紧,以保证发热均匀,迅速对并头板下部的焊缝填加钎料,直到焊缝填满后,再对上部焊缝和立缝进行塞焊。
为保证焊接品质和焊缝的外观,可在停掉电源后的短时间内,再次向焊缝填加焊料。加热焊接过程中应防止温度过高烧熔并头板,烧坏线圈,尽量使线棒接头在最短的时间内达到焊接温度(约710℃),表现为并头板均匀发热成深红色。如有发白的亮点,表明局部温度已超过1000℃,而并头铜板的熔化温度为1080℃,若继续加温,将烧坏线圈和并头板,应立即停止焊机。成功钎焊完后,不应立即松开钳口,待温度降至400℃,即可拆卸感应圈及夹紧工具,进行下一个接头的钎焊。坚持焊完后先断电、后断水的原则。
4 绕组并头的绝缘结构及工艺过程
采用绝缘盒结构进行绝缘浇灌工序。先清理好焊接的接头,经全面检查合格后,将下端接头套上绝缘盒,使用堵漏板进行堵漏,调整好绝缘盒的位置,下面用支架托住,固定好,注入环氧胶,清理滴漏的多余流胶,等固化后,撤去堵漏工具,翻转定子,将上端变为下端,同样再进行这一端的绝缘处理。
在整个过程中,首先环氧胶的选择要严格,调配的材料不能含水量大,否则影响干燥固化效果。而环氧胶的灌注,要避免带入气泡。此工艺品质不良,会使绝缘盒盒口与线棒相交处容易成为绝缘故障点。
5 极间绝缘结构及工艺过程
首先要修锉接头毛刺并砂光铜母线,然后进行包主绝缘。按照产品图纸设计的结构,先半叠包云母带12层,再半叠包热收缩聚脂薄膜带2层,接着叠包热收缩带2~3层。用平整铁板夹紧并压紧,加热至(170±5)℃,保温90min进行固化。
结束后拆开铁板,拆去热收缩带,再半叠包1层坡布带,刷EM1504环氧气干漆,即完成极间绝缘处理。整个过程中,需均匀地包绝缘,控制好固化温度及时间,完全能达到图纸设计的要求。
6 结束语
本文对水轮发电机条式线圈端部结构及并头钎焊,绝缘等方面的关键技术,进行了初步探析,旨在加深对其生产工艺过程的优化及标准化,为工厂以后在大容量发电机定子装配技术方面更上一层台阶打下基础。
[1]GB/T8564-2003,水轮发电机组安装技术规范[S].
[2]徐 波.大型汽轮发电机转子线圈中频感应钎焊工艺研究[J].上海大中型电机,2008,(3):32—33.
[3]白延年.水轮发电机设计与计算[M].北京:机械工业出版社,1990.
Analysis of Plant Leaves the End of the Stator Coil and Insulation Technology Brazing
LUO Fei
(Nanning Generating Equipment General Works,Nanning530031,China)
Article of the hydro-coil structure and the end of the first and brazing,insulation and other aspects of key technologies,made a preliminary Analysis,that the use of silver-copper brazing joints with high mechanical strength,good conductivity features,and fastheating,the insulation effect is small,easy to operate,to simplify the process,saving hours of work and cost,improve the quality of the welding generator stator coil.
head and the structure of brazing process;the joint insulation technology
TM 305.1
B
1672-545X(2011)09-0096-02
2011-06-26
罗 菲(1982—),女,湖南衡阳人,助理工程师,主要从事水轮发电机制造工艺工装技术的研究。