基于模糊模式识别的中间产品族分类评价——以总装化造船为例
2011-03-07于逢平肖洪钧
于逢平,肖洪钧
(1.大连理工大学,辽宁大连116024;2.大连船舶重工集团公司,辽宁大连 116001)
0 引言
在实施总装化造船过程中,一个关键的问题是对总装化造船中间产品族的分类方案的评价问题,这种问题属于多对象多指标多等级的识别问题,不能用传统的主成分分析法、灰色关联度法、AHP、TOPSIS、模糊综合评判法等方法来研究,因而本文尝试采用模糊模式识别模型方法。
1 中间产品族的专业化生产
总装化造船模式是以敏捷制造、精益生产、大规模定制等先进制造理念和统筹优化等理论为指导,应用成组技术原理,以中间产品为导向,按区域组织生产,壳、舾、涂作业在空间上分道,时间上有序,实现壳舾涂一体化和设计、生产、管理一体化,均衡、连续的造船模式。它把传统造船按功能、系统、专业的设计、生产、管理方式,改变为按区域、阶段、类型的设计、生产、管理方式,把船厂从“全能厂”性质改变为“总装厂”。
从钢材预处理到下料加工、分段零部件的制作(或外购)、分段制造、总段组合、船台组合及码头试验交船,形成1条总装造船生产线,这一生产线成为造船生产的主流程。总装造船生产线是成组多品种生产线。在这一生产线中,按板材、型材和平面、曲面、立体等不同分类,实行空间分道、时间有序及逐级总装的生产组织形式,进而形成以中间产品为导向,壳舾涂一体化总装造船的生产线。管子和其他舾装件的制作则被从这一主流程中分离出来。管子加工按大管、中管、小管和直管、弯管分类,形成管子加工流水线;其他舾装件,则分类扩散,实行专业化生产。在需要的时候,将需要的设备、管子和其他舾装件送到需要的地方,以组装到总装造船生产线某一制造级的中间产品上。
王利等认为,实现造船总装化生产,必须把传统的按系统导向船舶工程分解转变为以“中间产品”为导向的分散专业化生产的造船模式[1]。在船舶生产中,完全相同的船舶是极少的,但是构成船舶的组成部分,即“中间产品”,相同和相似的很多。所谓“中间产品”是相对最终成品而言的制品。按照总装化造船模式,船体建造按类型可分成船舱、货舱、机舱、尾舱、上层建筑部分和合拢与整合;而每个部分又可分解成大分段装配、分段装配和小分段装配;每个分段又可分解成部件装配、零件装配和零件加工。分解的结果使1个庞大的复杂工程变成通用性和相似性极大的大量零件及部件加工、装配问题,而相应的加工、装配工艺主要是号料、切割、弯曲、拼板、拼装、装配、焊接等。因此,以“中间产品”为对象组织生产线连续均衡生产是总装化造船的客观要求。
在总装造船中,整艘船舶可以在零部件、系统部件、多系统模块、分段及总段5个层次上划分中间产品。这5个层次上的中间产品的复杂程度逐级增高,它们被逐级扩大装配(或并行装配),最后装配成最终产品(船舶)。
中间产品族的专业化生产,是把相似的中间产品组成中间产品族,在1个专门的区域内(产业集群,如船舶配套产业园区)进行生产的过程。生产区域内生产能力的配置也是根据在该区域内生产的中间产品的工艺流程优化,并按照循环经济等原则进行的。产品对象专业化生产组织形式具有使用专用设备,标准化生产,生产过程稳定、均衡、连续,以及对工人的熟练程度要求不高等优点。具有成本低、周期短的优势,从而实现降本增效、节能减排、缩短周期的目标。
2 中间产品族的划分算法
随着总装化造船模式的发展,中间产品分类成组的新方法不断被开发出来,如改进的聚类分析法、整数规划法,以及人工神经网络方法等。钟宏才等学者认为聚类分析法具有简单、分类效率高的特点,因而可以选用聚类分析法对中间产品进行分类成组[2]。钟宏才等把某船4624个部件分为5个部件族。他们认为部件依据什么样的要求被分在1个族中,全船所有部件被分为多少个部件族,都和船厂的生产实际紧密相关。在生产实际过程中,部件分类依据及部件族的数目需要不断的调整和改进。
钟宇光、邱长华、薛开认为,任何事物的特征都是多方面的,侧重的角度不同,就需要不同的特征来表现[3]。研究中间产品的分类首先对中间产品的特征作特性分析,从中提取决定成组的关键因素,并研究其量化的指标,从而利用数学手段进行分类计算。依据造船生产过程制造级和作业类型划分特征的描述对象,把造船中间产品按船体建造和管子制造分为板材加工、型材加工、板材成型、型材成型、部件装配、分段装配和管子加工等7个特征描述类,并为每1类设计统一的成组分类器模型:

式中:G为每1类的成组划分;M为加工特征的集合,包括加工方法、加工设备、加工路线、加工批量;C为构件基本特征的集合,包括材料、重量、外形尺寸、空间形状;E为工装设备特征的集合,包括平台、胎架、起吊设备、夹持与定位设备。而神经网络成组分类器决策模型的输入和输出分别对应特征样本和分类结果。实际应用中,由于各个企业的制造资源不同,用户可根据企业实际情况,从上述各个特征集合中选择决定分组的关键特征,构造输入的特征模式。
中间产品的技术标准化、系列化、通用化是提高产品质量、缩短设计生产周期的方向。从结构上分析,成组产品中可以有通用件、标准件、专用件。优秀的标准化设计,通用件占到70%左右,标准件占到20%左右,而专用件(个性件)只占10%左右。因此,增加中间产品的通用化和标准化程度是统筹优化中间产品族的关键。同时,一些研究认为,模块化中间产品区别于中间部件,最重要的特征是中间产品有相对的独立性和完整性,如将船体分段以中间产品来衡量,应该完成船体装、焊、割的全部作业,一般不留余量,焊接坡口全部加工好,分段涂装好,管子舾装等安装完,以1个完整产品转至下道工位。但是,无论是钟宏才应用聚类分析法对部件进行分类,还是钟宇光应用神经网络进行分类,都只是从部件的特征(部件的材料、零件个数、重量、外形尺寸、焊缝长度及空间形状,焊接位置、翻身、所用焊接设备等;加工特征,构件基本特征,工装设备特征)出发的,实质上仍是传统的造船,按功能、系统、专业的设计、生产、管理方式的延续;而总装化造船需要按区域、阶段、类型进行设计、生产和管理,不仅要考虑工艺技术特征,还要考虑不同中间产品的生产效率,以及中间产品的通用化和标准化程度等,要对这些因素进行综合分析。
3 中间产品分类方案的模糊模式识别评价算法
对于同一分类对象,由于分类方法的不同选择,会产生多种不同的中间产品分类方案,因此需要对这些分类方案进行评价。
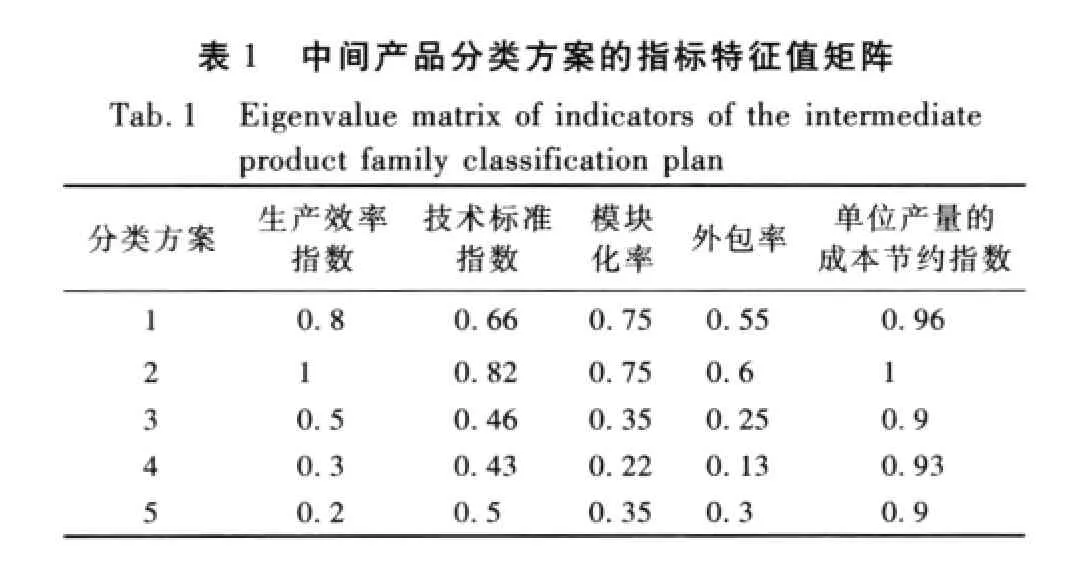
模糊模式识别方法对各种中间产品族的划分方案进行评价时,首先需要建立评价的模糊集,记为A。设有对A作识别的n个样本(n个中间产品分类方案),每个样本有5个指标特征值(每种中间产品分类方案的生产效率——单位时间内的产量、生产技术水准、中间产品的模块化率、中间产品的外包率、单位产量的成本节约),可用5×n阶指标特征值矩阵表示:

式中,xij为样本j和指标i的特征值,i=1,2,3,4,5; j=1,2,…,n。
某船舶公司有5个中间产品分类方案,其指标特征值矩阵X详见表1。
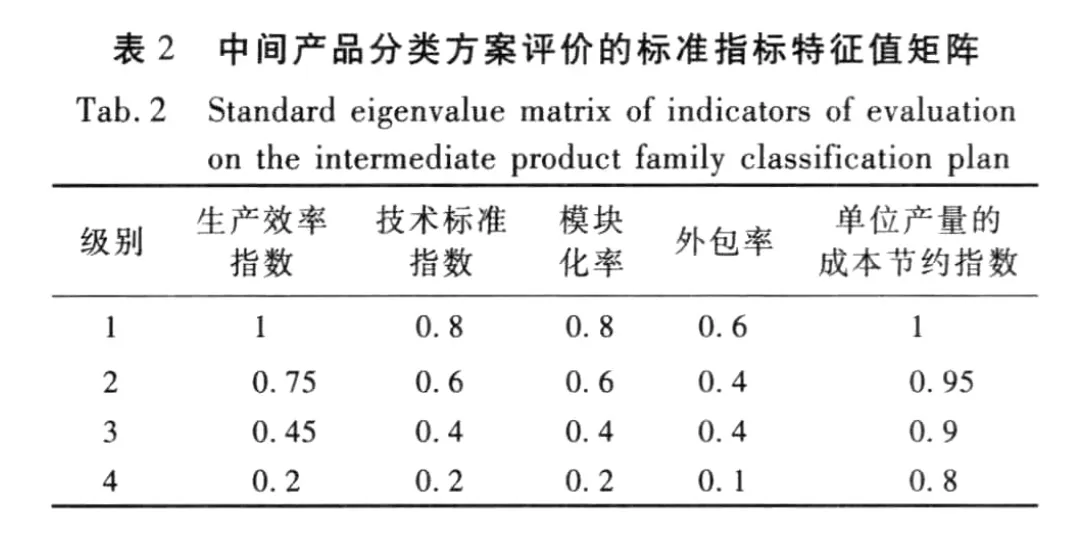
样本集按c个级别的指标标准特征值进行识别,则有5×n阶指标标准特征值矩阵:

式中:yih为级别h和指标i的标准特征值,h=1,2,…,c。
评价该船舶公司的中间产品分类方案的标准指标特征值矩阵Y详见表2。
指标对A的相对隶属度函数公式为:

式中:rij为样本j和指标i的特征值对A的相对隶属度;yi1和yic分别为指标i的1级与c级标准值。
级别h和指标i的标准值yih对评价集A的相对隶属函数公式为[4]:

式中:sih为级别h和指标i的标准值对A的相对隶属度。
用指标相对隶属函数式(3)和式(4),把指标特征值矩阵式(1)与指标标准特征值矩阵式(2)变换为对A的相应的相对隶属度矩阵:

由矩阵R知样本j的5个指标相对隶属度rj=[r1j,r2j,…,r5j]T,将rj中的指标1,2,…,5的相对隶属度r1j,r2j,…,r5j分别与矩阵S中的第1,2,…,5行的行向量即式(6)逐一地进行比较,可得rj落入矩阵S的级别下限aj与级别上限bj。
应用样本j对评价集A级别h的最优相对隶属函数公式:
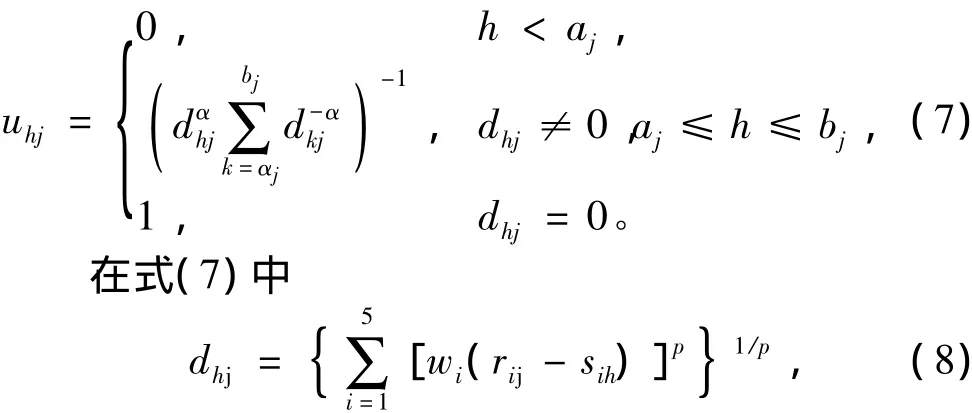
式(7)和式(8)中含有指标权重wi,确定wi的方法可以从评价的整体性方面考虑。
从评价的整体性考虑,设指标i的权重矩阵为W=[wji],根据指标相对隶属度越小,权重越大,且I为元素全为1的矩阵,应有
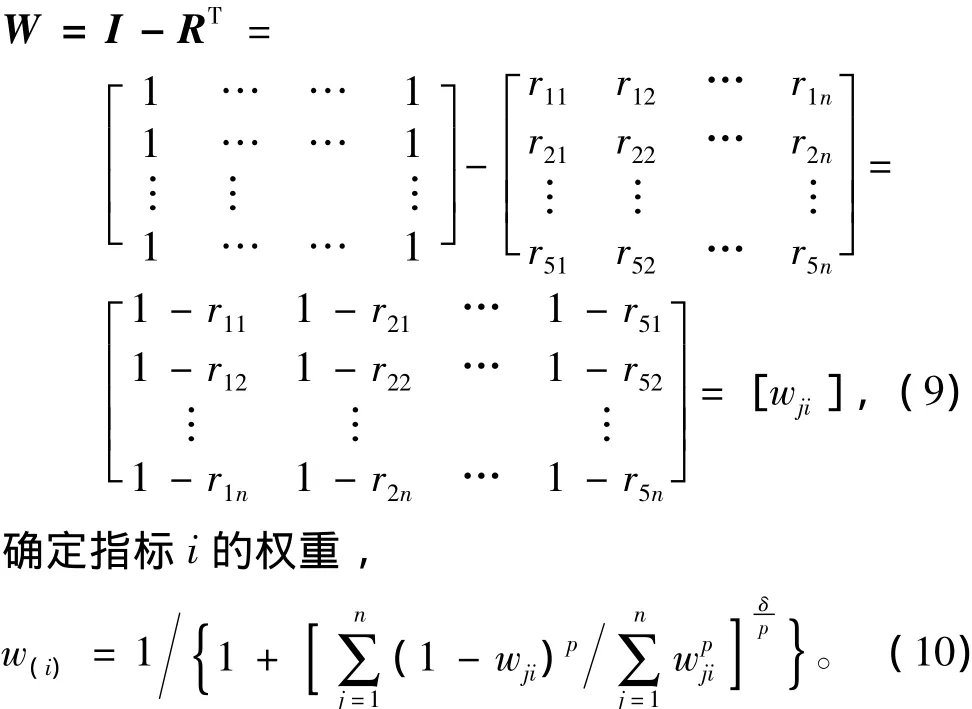
应用式(9)和式(10)可以求得每个分类方案对于每个分类等级的隶属度,以及各个指标特征值的权重,从而对不同的中间产品族划分方案做出评价。
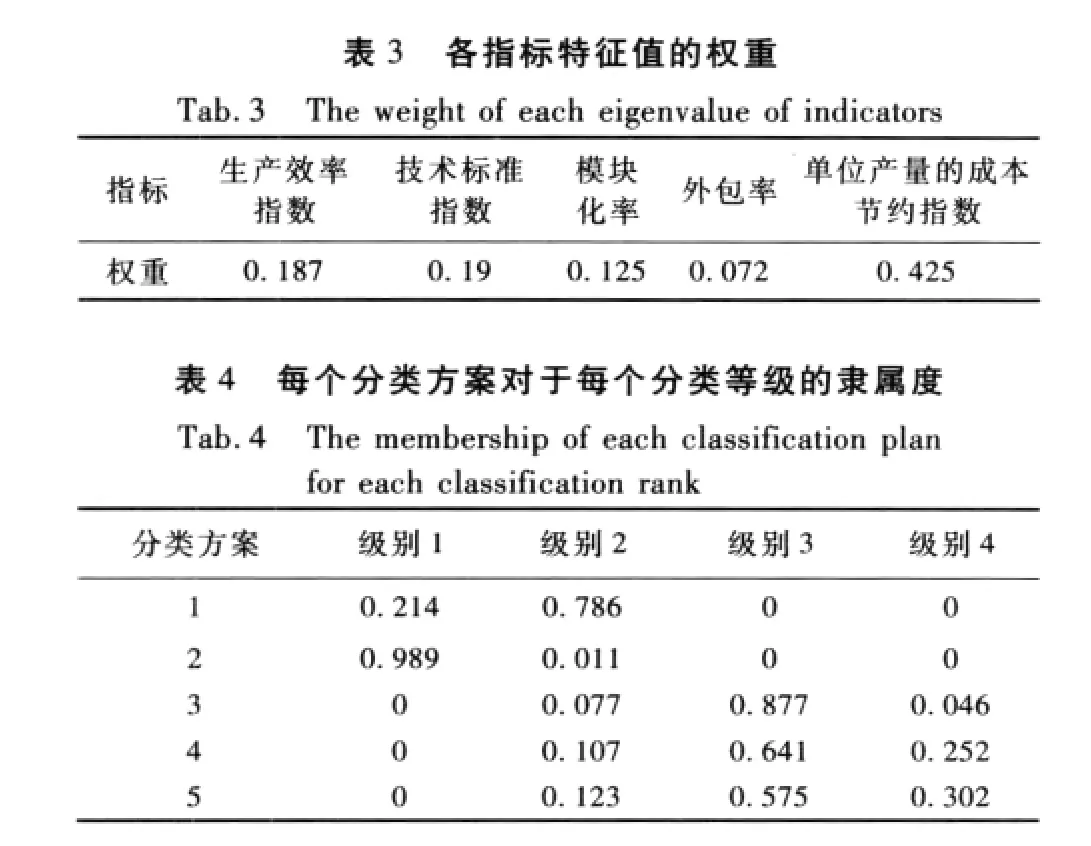
从表4可以看出,分类方案1的“级别2”的隶属度是0.786,这说明分类方案1在78.6%的概率意义上属于“级别2”;同样,分类方案2在98.9%的概率意义上属于“级别1”;分类方案3在87.7%的概率意义上属于“级别3”;分类方案4在64.1%的概率意义上属于“级别3”;而分类方案5在57.5%的概率意义上属于“级别3”。从评价结果看,应选择分类方案2。
4 结语
从本文的探讨看,总装化造船中,会有多种不同的中间产品族的分类方案,可以利用模糊模式识别方法对各种分类方案的优劣进行评价。首先用5个指标特征值(每种中间产品分类方案的生产效率——单位时间内的产量、生产技术水准、中间产品的模块化率、中间产品的外包率、单位产量的成本节约)对每个分类方案进行量化,而为了确定出每个分类方案的等级,就需要制定出各等级的指标特征值的标准值,然后利用模糊模式识别方法计算出各个指标特征值的权重以及每个分类方案对于每个分类等级的隶属度。
应用多级模糊模式识别模型进行总装化造船中间产品族的分类方案的评价,以相对隶属度、隶属函数为基础,建立多级模糊模式识别模型,本文的评价结果表明,该方法是科学合理的。
[1]王利.基于造船总装生产线的船厂生产计划与控制分析[J].华东船舶工业学院学报(自然科学版),2001,15 (3):79-83.
WANG Li.The production plan and control analysis of shipbuilding enterprise on shipbuilding production line[J].Journal of East China Shipbuilding Institute,2001,15(3): 79-83.
[2]钟宏才,蒋如宏,谭家华.造船系统中间产品加工族划分的研究[J].船舶工程,2003,25(3):57-61.
ZHONGHong-cai,JIANGRu-hong,TANJia-hua.Research onformationofinterimproductfamilyin shipbuilding[J].Ship Engineering,2003,25(3):57-61.
[3]钟宇光,邱长华,薛开.基于ART2模型的造船系统中间产品成组分类研究[J].中国造船,2006,47(2):108-113.
ZHONG Yu-guang,QIU Chang-hua,XUE Kai.Research on classification of interim product families in shipbuilding based on ART-2 network[J].Shipbuilding of China,2006,47(2):108-113.
[4]陈守煜.复杂水资源系统优化模糊识别理论与应用[M].长春:吉林大学出版社,2002.
CHEN Shou-yu.Fuzzy recognition theory of optimization for complex water resources systems with applications[M].Changchun:Jilin University Press,2002.
