陶瓷真空过滤机应用评价
2011-03-05宋建峰柴仲荣张彦龙
宋建峰,柴仲荣,张彦龙
(山西晋丰煤化闻喜公司,山西闻喜 043800)
1 概 况
我公司120 kt/a系统一次脱硫为φ5 600 mm脱硫塔,在2011年2月前脱硫硫回收采用连续熔硫的办法处理硫泡沫,但熔硫后高温的液体(称为残液)回收对脱硫系统再生影响较大,同时,在长期回收过程中脱硫液的副盐Na2SO4、Na2S2O3等增长较快,影响脱硫运行较为严重。高温的脱硫残液回收,致使脱硫再生槽产生大量虚泡,回收量稍大便导致再生槽冒槽,大量虚泡溢出,给生产和环境卫生带来许多问题,因此,熔硫后残液间断进行外排。长期以来,不但造成公司辅料消耗增加同时影响污水质量,给公司整个环保工作的正常开展带来影响。同时,随着硫磺价格的下滑,蒸汽成本的上升,采用蒸汽加温稀泡沫熔硫的办法进行回收已很不经济。针对以上问题,公司对节能降耗、环保的硫泡沫处理方式进行考察,于2011年2月份在原连续熔硫的基础上,新上一台12 m2硫泡沫过滤机一台,硫回收工艺改造成间断+连续工艺,经过近半个月的运行、调试,过滤机现运行较好,能够较好地服务生产,起到环保、节能的效果。
2 工艺流程及运行情况
本次改造,就是在原连续熔硫的基础上,增加一台过滤面积为12 m2的陶瓷真空过滤机组,其工艺流程简图如图1。
净化二车间每班泡沫过滤机运行时间控制在7 h左右,清洗时间控制在1 h。过滤机投运正常后残液量大大减少,改造前残液量 25~30 m3/班,改造后残液量5~7 m3/班,改造前硫膏水分保持在70%~80%,改造后硫膏水分保持在30%左右,每天硫磺量平均3 t左右,最高回收量4 t左右,脱硫硫回收率在95%以上,清液悬浮硫为0 g/L,悬浮物1.37 g/L,清液全部回收。现脱硫装置运行稳定,脱硫系统压差控制在30 mmHg(1 mmHg=133 Pa)以下。
改造前后工艺参数比较如表1。
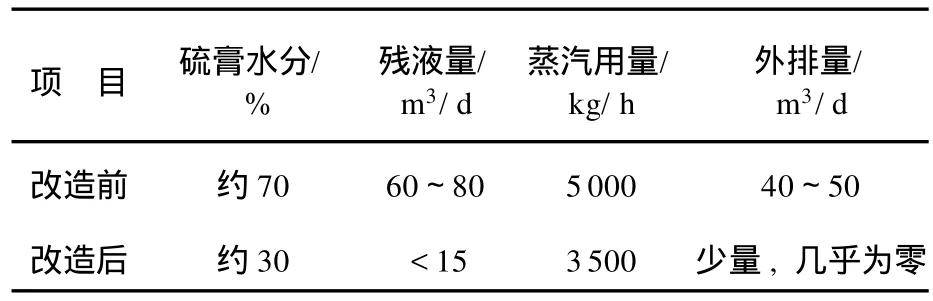
表1 改造前后工艺参数对比
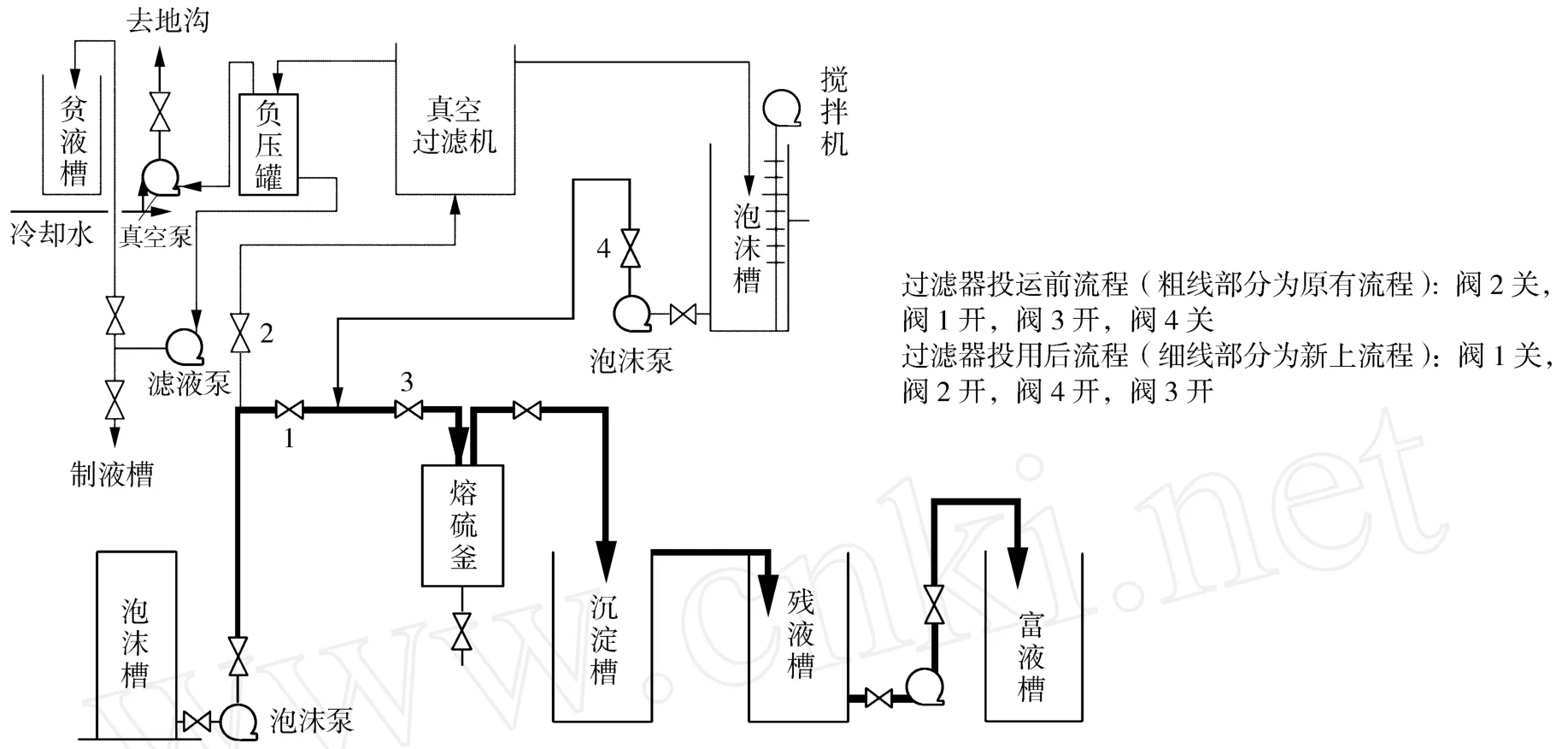
图1 硫回收过滤机投运后工艺流程
3 效果评价
本次技改后,有如下效果。
(1)回收后经高温加热的残液量明显减少,过滤后的清液直接回系统,避开脱硫液副反应生成的条件(高温),进入脱硫液中的 Na2SO4、Na2S2O3等副盐大大减少。过滤后的清液成分和原脱硫液接近,直接回收到脱硫系统,再生槽不会产生冒槽现象。少量经过加热的残液,经充分冷却沉淀后,再回收利用,其总量明显减少,只要执行“少量多次、少加勤加”的原则,其对脱硫系统的影响微乎其微。
(2)过滤后的清液回收数量明显增多,脱硫系统制液量及各化工物料加入量降低。而从近期运行情况分析,脱硫系统各塔、槽液位明显上涨,脱硫液浓度稳中有升。如此运行,脱硫系统的各项消耗将进一步降低。
(3)改造后,熔硫所用蒸汽量明显减少,由5000 kg/h减少到3500 kg/h,且每班只运行4~5 h,每天将节约蒸汽50 t左右。按吨蒸汽成本100元计算,每月节约蒸汽将在150 000元以上,经济价值相当可观。同时,硫回收后残液能正常回收,杜绝了脱硫液的非计划、非正常外排,对环境起到了一定的保护作用,减少了企业的环保压力,有利于企业的长远发展,其间接效益不可估量。
(4)制新鲜栲胶液由脱盐水改为用滤液,每天节省脱盐水用量6 m3左右。
4 装置运行维护、调整
针对过滤机运行过程中过滤板产生堵塞,正常使用超声波洗板和用水反冲洗不能彻底解决的问题,结合厂家技术人员意见,今后计划定期拆下部分过滤板使用20%NaOH溶液进行浸泡处理。针对过滤机运行每班都要用水清洗过滤板,每次用水2 m3的情况,改为每天用水清洗一次,脱硫制液由原来用脱盐水改为用过滤后的清液,既解决系统液位上涨的问题,又解决脱硫液浓度下降的问题,从而节约脱硫辅料消耗。MS-12型硫泡沫过滤机的投运,不但达到了脱硫运行过程中液体零排放的目标,而且大大改善了脱硫液质量,优化了装置运行。熔硫釜由原来的三台运行改为两台运行,且每班只运行4 h;蒸汽压力由0.6 MPa降为0.4 MPa,蒸汽消耗由5 t/h降为3.5 t/h左右,每天节约蒸汽50 t左右;残液回收泵由原来每班运行8 h改为每班运行0.5 h。
本套装置投运前,计划让硫回收岗位人员操作,运行一段时间后发现,由于过滤后的硫膏呈粘稠状,流动性太差,需设置专人操作冲洗。因此,本岗位需设置定员每班1人,共4人。维修人员1人。