循环经济理念促煤气化工业和谐
2011-02-09河南省煤气集团公司义马气化厂程延峰
河南省煤气(集团)公司义马气化厂 陈 丽 程延峰
循环经济是以资源的高效、清洁、循环利用为基本特征的社会生产和再生产活动,以尽可能少的资源消耗、尽可能小的环境代价实现最大的经济效益、社会效益和环境效益。发展循环经济,从根本上缓解资源瓶颈制约和环境压力,是建设资源节约型、环境友好型社会的重要途径,也是转变经济增长方式,实现全面建设小康社会目标的必然选择。
河南省煤气(集团)有限责任公司义马气化厂坚持用循环经济理念指导企业煤化工发展,采用循环经济先进技术,通过产业链延伸、节水节能、废弃物综合利用项目的实施,提高企业的资源利用效率与环保效益,增加企业核心竞争力,将义马气化厂逐步建成资源节约型的循环经济煤化工典型企业,并在具体实践中取得了显著成效。
树立循环经济理念走新型工业化道路
环境保护是我国的一项基本国策,随着我国环境保护法律、法规的不断完善和各行业技术进步的加快,人民对环境保护的呼声越来越高。我国煤化工的不断发展和GDP的增长,使我国面临越来越大的环境压力,环境治理跟不上,我国将重复走西方发达国家走过的先污染后治理的工业化老路,对此,国家对环境保护的力度越来越大。义马气化厂作为煤化工企业,如果环境保护力度跟不上,势必会对周围的生态造成很大的破坏;采用洁净煤化工技术,发展循环经济,最大限度地实现资源回收再利用,变废为宝是企业增加效益的根本所在,这与国家大力提倡的发展循环经济模式是相一致的。
循环经济是一种以资源的高效利用和循环利用为核心,以“减量化、再利用、资源化”为原则,以低消耗、低排放、高效率为基本特征,符合可持续发展理念的经济增长模式,是对“大量生产、大量消费、大量废弃”的传统增长模式的根本变革。
由于国情不同、发展阶段不同、科技文化发展水平和传统不同,制度、体制、机制不同,所以各国在循环经济的认识与实践方面有较大差异。如发达国家是在逐步解决了工业污染和部分生活型污染后,由后工业化或消费型社会结构引起的大量废弃物逐渐成为其环境保护和可持续发展的重要问题。在这一背景下,产生了以提高生产效率和废物的减量化、再利用及再循环为核心的循环经济理念与实践。发达国家的循环经济首先是从解决消费领域的废弃物问题入手,向生产领域延伸,最终旨在改变“大量生产、大量消费、大量废弃”的社会经济发展模式。
我国目前发展循环经济的直接目的是改变“高消耗、高污染、低效益”的传统经济增长模式,走新型工业化道路,解决复合型环境污染问题,所以,我国循环经济实践最先是从工业领域开始,其内涵和外延逐渐拓展到包括清洁生产(小循环)、生态工业园区(中循环)和循环型社会(大循环)等三个层面。在煤化工企业层面,通过回收、再生、节能等措施使废弃资源再次获得使用价值,实现循环利用,减少废弃物排放,是企业实现清洁文明生产的经济生产模式。
义马气化厂采用鲁奇加压气化工艺生产城市煤气联产甲醇,自2001年建成投产运行至今,已有10年运行经验,生产系统经过多年的改进和优化,日趋完善。多年来,义马气化厂在节能减排方面贯彻“减量化、再利用、资源化”原则,做了一些有益的尝试,考虑符合中国国情及义马气化厂实际生产情况、同时充分考虑方案的技术先进性和经济性,针对不同类型的工业废水、废气、废渣分别进行处理回收,循环利用,取得了显著的效果。

分别处理回用化废水为资源
河南义马气化厂生产过程中每小时耗新鲜水量约1250t/h,产出含酚、氨的工艺污水140 t/h,甲醇、二甲醚废水14t/h,各种污水、排放水需要排污约500t/h。原水耗量大,废水处理成本高,增加了企业产品成本。几年来,义马气化厂在节水减排方面做了一些有益的尝试,针对不同类型的排放水分别进行处理回用,在节水减排,循环利用方面取得了明显的效果。

(1)污水回用
采用水解酸化→SBR→接触氧化→化学氧化→过滤等工艺处理后,指标达到回用要求后,回用于循环冷却水系统,可回收水量约140t/h。处理达标的工艺污水回用于循环水系统,循环冷却水系统采取了一系列相应措施:冷却塔采用防堵塞的填料以适应污水的水质变化,配套循环水旁滤器,工艺系统水冷器针对不同的介质分别采用防止堵塞的不锈钢螺纹管、碳钢涂膜等处理方法。针对工艺污水有可能的波动指标,循环水系统筛选有针对性的水质稳定处理配方。排污水采用膜分离→多效蒸发→焚烧的方法处理。目前处理达标的工艺污水回用到循环水系统的水量已达到80~100t/h。
(2)锅炉连排污水回用
锅炉排污水先通过闪蒸,蒸汽进入低压蒸汽管网,水回收到冷凝液系统。该项目已完成投入使用,回收水量6t/h。
(3)循环冷却水系统
循环冷却水系统原设计一期循环水装置排污水142t/h,二期循环水装置排污水150t/h,经过改造使用降低硬度后的软化水作为补充水,提高浓缩倍数,实现减少排污水约130t/h。
(4)甲醇、二甲醚废水
义马气化厂甲醇、二甲醚废水14t/h,原设计排往生化装置进行处理。开车几年来,由于该废水含石蜡及高级醇类较多而难于生化,直接排往生化装置将使生化过程无法进行。一部分利用高压过热蒸汽,对甲醇装置和二甲醚装置产生的废水进行汽提,产生的饱和蒸汽3.2MPa (g)作为气化剂进入气化炉替代部分高压过热蒸汽。另一部分废水经废水雾化系统雾化后通过燃烧枪送入流化床锅炉焚烧。既解决了生化装置不能处理含醇废水的难题,又较好解决甲醇装置和二甲醚装置现场环境污染。
(5)工艺废氨水
义马气化厂工艺废水预处理酚氨回收装置产生约5t/h的4%废氨水,氨氮是污水生化处理最难降解的有害物质,此废水排往生化处理装置,增加了生化处理的难度。义马气化厂充分考虑生产实际情况,遵循废物循环利用的原则,利用酚回收装置脱氨产生废氨水作为脱硫剂,进行锅炉烟道气脱硫,脱硫产生的亚硫铵溶液进入硫酸铵回收装置生产硫铵产品。废水循环利用流程示意见图1。
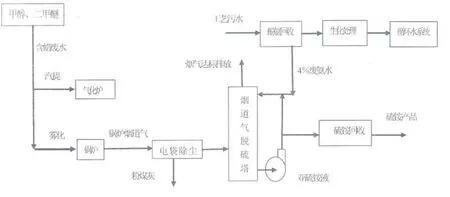
图1 废水循环利用流程示意图
为了有效回收利用一切可利用的洁净水资源,从根本上实现节水减排,废水“零排放”的目标,气化厂计划建立排放水集中收集回用系统,将厂区内后期洁净雨水与虹吸滤池、盘式过滤器、多介质过滤器、循环冷却水处理等装置的反洗水、排污水一起收集于缓冲池内,经过絮凝、杀菌预处理,再经过反渗透除盐处理后,回用于脱盐水系统。
充分发挥余热延长产业链条
循环经济型企业的一个明显特征是资源利用率明显提高,废物处理率大幅度降低。因此,义马气化厂在扩大生产规模、延伸产业链的同时,要针对鲁奇工艺副产物与三废排放特点,通过采用能源节约和替代技术、能梯级利用技术、废物综合利用技术、绿色环保技术,逐步提高煤炭资源利用率,减少废弃物的排放,实现环境友好。如电站烟气的氨法脱硫、制取硫铵化肥、有机废水零排放、粉煤灰综合利用、CO2工业利用等,实现大宗废弃物的资源循环利用。中远期着眼于副产物的深加工,如副产品焦油、中油、粗酚、硫黄、液氨、液氧的精细化深加工,增加副产物的经济效益。
1、可燃气
(1)、气化装置煤锁气,温度46℃,压力0.026 MPa(g),气量约4200 Nm3/h,热值2690 kcal/Nm3, 组分与气化炉出口粗煤气相近,原设计该气体作为废气送往硫回收装置的尾气焚烧炉烧掉,气化厂将该部分气体通过煤锁气压缩机加压至2.9MPa后并入煤气冷却装置出口粗煤气管网,回收利用。煤锁气气体成分分析见表1。
(2)甲醇装置产生的闪蒸气原设计作为废气排往全厂总火炬。甲醇装置产生的闪蒸气量及气体成分分析见表2。
经论证分析,这股气体不含硫化氢等有害物质,并且热值比较高,具有回收价值。气化厂将该气体分离脱除甲醇后,用甲醇闪蒸气压缩机压缩至2.2MPa左右,回收到城市煤气管网中。
(3)低温甲醇洗装置燃料气温度0.1℃,压力0.65 MPa(g) ,气量约2287 Nm3/h,热值3680kcal/Nm3,该部分气体约800Nm3/h用于火炬长明灯及其他装置,剩余部分排往火炬装置烧掉。气化厂将该剩余部分气体送往甲醇闪蒸气压缩机,加压后回收到城市煤气管网中。气体成分分析见表3。
(4)为了有效回收利用一切可利用可燃废气资源,从根本上实现节能减排的目标,气化厂计划实施火炬气回收系统,将全厂排往火炬系统的所有废气进行回收,通过火炬气压缩机加压后,回收进入煤气冷却装置出口粗煤气管网,经过低温甲醇洗净化处理后,回用于净煤气系统。可回收的火炬气流量约2650 Nm3/h ,热值2537kcal/mol。目前,该项目已进入施工图设计阶段。火炬气气体成分分析见表4。

表1 煤锁气气体成分分析%

表2 甲醇装置闪蒸气气体成分分析 %

表3 燃料气气体成分分析%

表4 火炬气气体成分分析%
2、二氧化碳废气
在CO2的回收利用方面人们已开发了许多可行的途径:如作为化工原料可以生产尿素、甲醇、碳酸氢铵、纯碱、其他碳酸盐(脂)、水杨酸及其衍生物;但目前二氧化碳的主要用途仍利用其惰性特征,如CO2在饮料、啤酒、烟草、农业肥料、食品保鲜、石油开采等方面的应用。尽管如此,同总的排放量相比,迄今能够得到有效利用的CO2仅占很小的一部分。

CO2结构稳定、反应活性低,由于这一惰性特性使其化学固定和转化受到限制,给其进一步的综合利用带来很大困难。因此利用CO2作为有机合成的基本原料,其关键是CO2的活化问题,不同的活化方式和活化态决定着可能被利用的反应路线。CO2的活化方式主要有生物活化、配位活化、光化学辐射活化、电化学还原活化、热解活化及化学还原活化等,目前尚未取得大规模工业化应用。如果能有效地将惰性的CO2转化为性能活泼的CO,而CO作为通用化工合成气的原料则能广泛应用于羰基合成领域,用来生产化工产品如醋酸、甲醇、二甲醚、甲酸、甲酸甲酯、碳酸二甲酯、DMF等。
煤气化及天然气转化过程中有大量的CO2生成,在后续的煤气净化过程中,CO2被洗涤分离出来。目前这些CO2除化肥企业部分得到利用外,大部分作为废气直接排放。我厂气化装置生成的粗煤气中含有大量的CO2(24%~36%之间),粗煤气经净化装置脱除的CO2气体共计5.7万 Nm3/h, 纯度约80%,作为废气直接排入大气,不但造成了极其严重的大气污染,而且对宝贵的碳资源来说是一种巨大的浪费。
义马气化厂低压法液相羰基合成醋酸装置需要CO原料气1.4万Nm3/h,经专家论证,确定利用CO2返炉提高煤气中的CO含量,再通过PSA变压吸附制取CO的技术方案。并根据该方案进行了在线试验,将CO2废气压缩后回用至碎煤固定床加压气化炉。经过试验运行,气化炉出口粗煤气中CO含量平均达到20.36%,最高达到23.17%,与返炉前粗煤气中CO含量对比,提高了3~4个百分点。
根据试验结论及物料衡算数据,义马气化厂开工建设CO2浓缩提取返炉气化装置,通过改造煤气净化装置得到纯度达到95%以上的CO2约13000Nm3/h,经精密过滤器脱除甲醇液滴及其他杂质后,通过往复式压缩机加压后送入碎煤固定床加压气化炉。煤气中CO含量得到提高后,再通过变压吸附提取纯度 98%的CO约1.4万Nm3/h,以满足义马气化厂醋酸装置对CO的需求。
废气循环利用流程示意图见图2。
通过CO2浓缩提取返炉气化装置解决了13000Nm3/h的CO2,还有4万Nm3/h的CO2气送至锅炉烟囱从高点放空。不但加剧环境大气的温室效应,不利于环保,而且浪费CO2资源。针对生产实际情况,气化厂计划建设年产2万t食品级液体二氧化碳及年产4万t二氧化碳基生物降解塑料项目,采用先进的技术回收CO2气体,除去原料二氧化碳气体中的杂质,经过净化、液化、提纯,得到高纯度食品级液体二氧化碳产品,采用二氧化碳和环氧化物在催化剂作用下共聚得到二氧化碳基生物降解塑料产品。

图2 废气循环利用流程示意图
化废渣为神奇最大化利用资源
义马气化厂锅炉烟气除尘分离下来的粉煤灰约16.8万t/a,根据自身非常便利的水、电、气、汽公用工程条件,义马气化厂计划将粉煤灰收集起来,采用蒸养粉煤灰制砖技术生产粉煤灰免烧砖。粉煤灰砖的价格主要由原料供应及价格、运输费用及市场需求来确定,经过充分调查,义马市周边粉煤灰砖市场已经饱和。考虑到周边市场情况,不再进行粉煤灰制砖项目的建设。
目前义马气化厂锅炉粉煤灰及炉渣主要用于筑路的掺混料,不能全部利用,气化厂技术人员正在积极想办法,寻求粉煤灰深度加工利用的工艺技术,计划从根本上解决工业废渣的减排、回收、循环利用的问题。
能源—经济—环境一体化可持续发展
循环经济是人类社会发展到一定阶段的必然选择,是重新审视人与自然关系的必然结果。循环经济是符合可持续发展理念的经济增长模式,抓住了当前中国资源相对短缺而又大量消耗的症结,对解决中国资源对经济发展的瓶颈制约具有迫切的现实意义。新型煤化工注重资源的综合高效利用,如煤气化、燃烧等产生废渣的综合利用,煤焦化副产焦炉煤气及煤焦油的利用、合成尾气的利用、煤气脱硫净化所得产品的利用、废水的回用等。通过资源的循环利用及联产系统,有利于生产装置规模化和污染物的集中治理,达到减少污染物排放和实现区域工业生态化,最终实现产业、经济、环境的协调和可持续性发展
义马气化厂在工业“三废” 的回收利用方面,大力发展循环经济,加大技术投入,推行精细化管理,采取回收、再生、节能等各项措施,实现循环水系统减排污水130t/h,回收利用各类排放水约125t/h;实现CO2废气减排13000Nm3/h,回收利用各类可燃废气约9037 Nm3/h,使企业从根本上实现清洁文明生产,实现既节能,又环保的经济运行模式,走出一条能源—经济—环境一体化可持续发展道路。

