内高压成形技术及主要影响因素的分析
2011-02-09吴利斌
张 永,吴利斌,曲 辉
(内蒙古农业大学 机电工程学院,呼和浩特 010018)
0 引言
在制造工业中,相当一部分中空类管形件依靠铸造或锻压方式加工[1]。虽然铸造成本低,但由于毛坯中存在大量的气孔、缩孔及杂质,导致成品率较低。而且铸造工艺劳动强度大,工人工作环境恶劣,对环境污染严重;锻造从根本上消除了铸造工艺的缺陷,且成形件精度有所提高,对中空类零件而言,首先要锻造出零件的毛坯,然后通过相应的机加工工序完成零件所需求的外形尺寸和精度,相对而言,成本要高出许多。
在这种背景下,同时也得益于高压系统、计算机控制技术及密封技术的发展,内高压成形工艺作为一种整体成形薄壁结构件的塑性加工方法,最近几十年在德国、美国、日本及韩国的汽车制造业、航空航天业及卫生洁具业中得到了广泛的应用[3~12]。该项工艺的英文名称为Internal High Pressure Forming(IHPF ),由于内高压成形工艺的初始坯料一般多为管材,该项工艺也常被称为Tube Hydroforming (THF)。
1 管坯内高压成形工艺介绍
管坯内高压成形技术通常是用管坯作为原材料,通过施加液体内压力、轴向施加喂入量,使其在给定模具型腔内发生塑性变形,管壁与模具内表面贴合,从而得到所需形状的零件[2],如图1所示。其具体工艺过程为:将管坯放入下模腔内,上模按设定的速度向下移动,与下模形成模腔;然后管坯两端的侧缸在液压力的作用下压入而将管坯腔密封,液体介质不断通过侧缸冲头内的液体通道流入管坯腔;通过液压阀控制液体压力不断增大,配合冲头向内推动管件,管壁变形并逐渐贴模,最终得到所需形状的零件。当零件轴线不是直线、零件局部最小截面小于管坯截面时,需进行预弯曲、预冲压等预成形工艺,以便管坯能放入模具中,并使管坯接近零件形状,再充液成形。
内高压技术成形一个产品,一般完整的工艺路线为[3]:管坯下料→预弯机加工端部→清洗→喷涂润滑剂→预成形→液压成形→后续加工(如激光切割、焊接、热处理、清洗、喷漆等)。
完成上述工艺路线的具体步骤为:
1)选择管坯的材料和尺寸
典型的内高压成形管坯长度为1-3m,直径为20-150mm。适用于内高压成形技术的材料包括碳钢、不锈钢、铝合金、钛合金、铜合金及镍合金等,原则上适用于冷成形的材料均适用于内高压成形。采用的管坯有无缝钢管、焊接钢管、异形截面的挤压型管等。碳钢所成形的零件特点是壁厚较厚,成形前大都需要预成形。不锈钢主要用于一些要求具有一定强度与防腐性能的管道,在汽车中的应用没有碳钢广泛。
2)预成形部分复杂的零件再内高压成形前,将管坯弯曲成最终成形产品的大致形状,为内高压成形过程做准备。
3)模具的制备。模具应根据预成形件设计和处理,将预弯曲件放置在成形模具腔内,预弯曲件在模具腔内最终成形。
4)高压成形阶段
在侧缸冲头加压的同时,在管坯内部注入高压流体。在管坯内部的压力及轴向压力的共同作用下,管坯所受的力超出了管坯的屈服极限而导致管坯的弯曲变形,材料开始进入模具型腔及模具圆角处,但由于内压力不足,往往这阶段成形件不能很好地贴模。在该阶段,由于管坯和模具型腔之间的摩擦力较小,金属材料可以持续流动到模具腔内,确保壁厚一致性和尺寸的精确性。
5)贴模阶段
第一阶段完成后,提高液体压力进行校正成形,使管坯充分贴模,从而得到外形合乎要求的零件。步骤4)和步骤5)也可以经一次加压完成。在零件成形后还可以借助模具内部的辅助油缸完成液压冲孔,开槽等后续加工工序。
6)卸载并取出零件
液体介质卸载,左右两侧轴向活塞回程,液压机滑块上行,回收液体介质,取出成形后的零件。
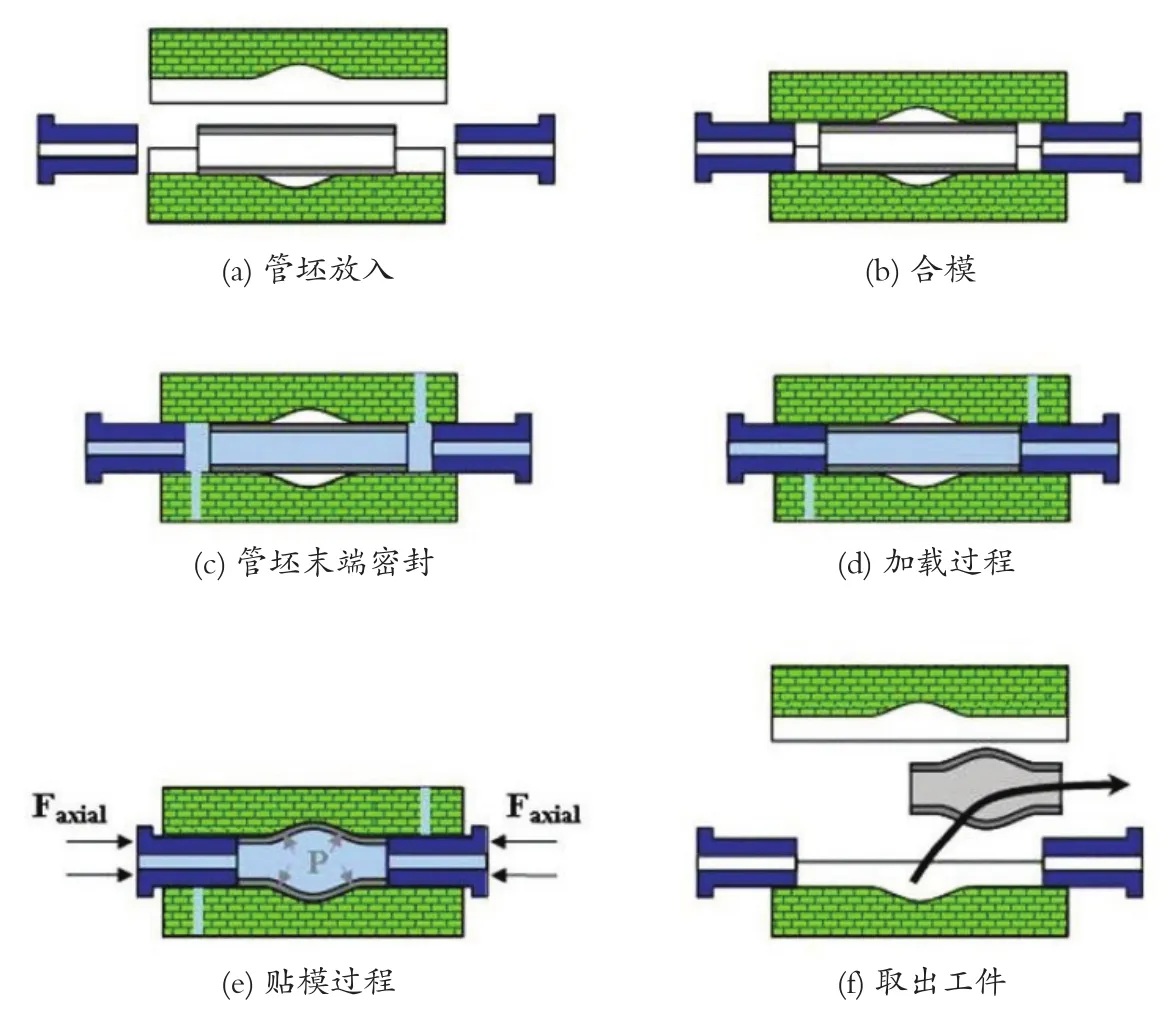
图1 内高压成形过程
2 影响内高压成形的主要因素
管坯内高压成形件的最终质量取决于管坯初始尺寸、管坯材料参数及成形过程中的工艺参数[4]。初始尺寸主要包括管坯的长度L0、管坯的外径d0、管坯的壁厚t0等;管坯的材料参数主要包括加工硬化指数n、硬化系数K、屈服极限s及拉伸极限b等;工艺参数主要包括成形过程中管坯和模具内表面的摩擦系数 、轴向喂入量S及内压力Pi等。另外,成形过程中模具的尺寸和精度也对成形过程有影响。对不同结构的零件而言,这些参数的影响也不同。在制定某一零件的成形工艺之前,有必要搞清楚这些影响因素在成形过程所起的作用,分清主次,从而确定合理的工艺措施。
2.1 管坯初始尺寸与成形能力的关系
1)管坯初始长度的影响
管坯初始长度过大,在成形过程中管坯与模具型腔内表面的摩擦力加大,导致所需的轴向压力加大,而且如果管坯的长度和直径比值超过一定值时,会导致成形过程中的整体屈曲。所以选择合适的管坯长度对成形件的质量及成形过程中能耗降低有重要意义。
2)管坯的壁厚对成形过程的影响
同一材料不同厚度的管坯在相同内高压成形条件下成形性能也是不同的。当管壁太薄时,容易使局部的单元超出破裂极限,成形失效。但如果管壁太厚,由公式可知,管壁越厚,所需的成形压力越大[5]。因此,选择合适的管坯壁厚,也是成形成功与否的重要因素。
3)管坯的外径选择
一般选择该成形件各截面最小直径作为管坯的外径,以保证成形中管坯能顺利地放入模具型腔内。但如果零件结构复杂,且截面直径差距较大,则需要考虑采用较大管径的材料进行预弯成形,以便抑制内高压成形过程中管坯最大鼓胀部分的过度减薄甚至破裂。
2.2 管坯材料参数对成形性能的影响
材料性能参数包括屈服极限、拉伸极限、加工硬化指数及硬化系数等。其中,加工硬化指数及硬化系数在流动应力方程中体现,该方程可用幂次式近似表示为,材料的应力应变流动方程往往由单向拉伸获得[6]。
在内高压成形工艺当中,加工硬化指数n反映了变形应变均化能力,对成形性能的影响是明显的。n值越大,材料的成形性能越好。随着n值的增大,在成形极限图中,单元在安全区域的数量越多,这说明成形性能越好。在内高压成形过程中,为了使成形性能良好,应该选择加工硬化指数大的材料为佳。同时,获得能准确反映材料流动特性曲线的应力应变方程也是理论分析的基础。
2.3 工艺参数对成形过程的影响
1)摩擦系数
摩擦力对内高压成形过程有着至关重要的影响[7]。管坯与成型模腔有较大面积接触,且随内压力的加大,管坯与模腔之间的压力越来越大,使管坯两端材料很难流入。这样不但使中间胀形部分变薄、易胀裂、废品率高,而且需要两端的轴向力更大,即需要更高吨位的压力机才能进行胀形,增加了生产成本。
减小摩擦力改善润滑环境不仅可以提高产品质量,降低成形时所需的轴向力,还可以降低模具的磨损,延长模具使用寿命。为减小摩擦,管坯外表面及成型模腔要尽可能光滑,应在管坯和模腔之间添加合适的润滑剂。
2)内压力及轴向喂入之间的匹配关系对成形性能的影响
当实际生产中轴向推力大小变化不容易控制时,为了方便实际生产,可以选择液压力和轴向进给量作为内高压成形过程中的 控制变量。如果内压力增加太快,而轴向喂入不能及时跟进,则鼓胀部分主要是由进入模具型腔内的材料延伸得到,材料易出现减薄甚至破裂,导致成形失败;相反,如果喂入量大而内压力比较低时,容易造成材料在模具型腔内的堆积,形成死皱。因此,管材内高压成形过程中内压力与轴向进给的匹配,对成形质量起着决定性的作用,如果匹配不合理可能引起破裂、起皱等失稳缺陷[7]。
3 结论
近年来,虽然世界各国和地区的企业、研究所及大学实验室对内高压成形工艺的探索和研究促使该项技术发展迅速,成为大批量生产各种管类零件的重要方法,但与传统的冲压技术相比,内高压成形工艺还是一个比较新的技术。该工艺所涉及的每个方面都需要更深入、更细致的研究,成形过程中还存在一些关键的技术问题有待于突破。从本文的分析中可以看出,对不同的成形件而言,有的因素对成形件的最终质量影响很大,而有的因素可以忽略不计,因此识别出显著影响因素,并在设计过程加以重点考虑是成形的关键步骤;在成形过程中,内压和轴向喂入量之间如何匹配,以保证成形过程中管坯既不过度减薄甚至胀裂,也不会产生屈曲失稳、起皱,从而提高成形极限,是成形工艺主要考虑的问题;同样在成形过程中,可行的失效判别准则如何和有限元模拟结合起来在生产中合理的用运,也是必不可少的。
[1] Castro G, Fernández-Vicente A and Cid J. Influence of the nitriding time in the wear behaviour of an AISI H13 steel during a crankshaft forging process [J]. Wear, 2007, 263(7-12): 1375-1385.
[2] 李海国. 发动机曲轴制造技术新动向[J]. 中国汽车制造,2006, (1): 27-29.
[3] 苑世剑, 王小松. 内高压成形技术研究与应用新进展[J].塑性工程学报, 2008, 15(2):22-30.
[4] 李洪洋, 刘海军, 吕海源, 等. 管材内高压成形国内研究进展及发展趋势[J]. 中国机械工程, 2006, (S1):54-59.
[5] 林俊峰, 苑世剑. 管件液压成形技术应用进展[J]. 机械工人(热加工), 2006, (3):26-29.
[6] 王仲仁, 苑世剑. 塑性加工领域的新进展[J]. 金属成形工艺, 2003, 21(5):1-5.
[7] Koc M,Altan T.An overall review of the tube hydroforming(THF) technology[J]. Journal of Materials Processing Technology, 2001, 108 (3): 384-393.
