矿用救生舱自动控制阀门装置设计研究
2011-02-03焦健
焦 健
0 引言
我国在世界上是一个煤炭资源和生产大国,也是对煤炭需要最高的国家之一,我国煤炭开采量很大,但是,在煤炭开采中带来的事故发生率也是最高的,矿难威胁了人民的生命财产安全,同时也增加了煤矿工业的负担,并给国家带来了巨大的经济损失[1]。矿难的死亡率很受社会关注,因此有效的装备降低矿难造成的生命财产损失成为普遍关注的问题[2]。
我国煤矿大多数都是高瓦斯矿,在煤炭开采过程中不断出现爆炸事故,爆炸后矿井下依然残留大量的瓦斯气体,极有可能引起二次爆炸的危险,而且又处于高温环境,加之缺氧等原因,在这种艰难的环境下被困矿工逃生可能困难重重,如果事故发生后被困矿工没有的到相应的保护就会窒息而死[3-5],因此给被困矿工提供一个安全的避难场所成为普遍关注的焦点[6]。煤矿救生舱[7]就是针对这个问题研制的。供氧系统在救生舱是一个关键技术参数[8],救生舱采用氧气瓶供氧系统,该系统是整个舱内维持氧气浓度的保障。如果供氧系统效果不好就会导致舱内缺氧,舱内的人员就会因为缺氧而窒息,这样无法发挥避难作用。因此,在矿用救生舱中自动控氧装置是一个相当关键的部分。
本文设计了矿用救生舱自动控氧装置,通过自动控制系统控制伺服电机,进而控制氧气排放量来控制舱内氧气浓度,测量传感器通过反馈通道和控制通道传递信号,通过闭环系统控制氧气的排放量来控制人员舱内的氧气浓度,并利用涡轮与蜗杆啮合增压原理,将电机输出的扭矩转换成大扭矩传递给控制执行机构。
1 煤矿救生舱的总体介绍
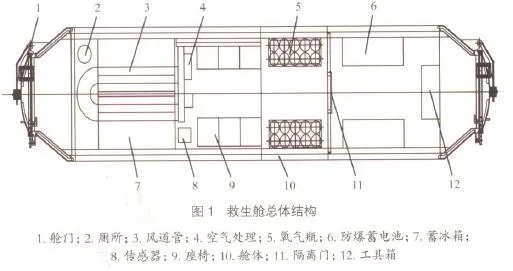
由于矿井用的罐笼容积有限,所以将救生舱整体设计成单元形式进行加工,然后将每段运输到井下,在井下进行组装,分段加工时两边的隔离舱不同于中间舱要分开加工,其总体结构如图1所示。
舱体两端各设置一个舱门,其中一个为主舱门,为人员正常出入时用,另一个为逃逸舱门,舱内人员在主舱门打不开时逃生用。在主舱门进口处的下面设置了一个工具箱,里面装有应急用的逃生设备和一些常用的工具,在隔离舱中放置了两个防爆蓄电池,隔离舱和人员舱之间设有隔离门,能够阻隔一定的有毒气体进入人员舱,在人员舱内放置了两组氧气瓶,分别放置在舱体的两侧,安置了座椅供躲在里面避难的矿工休息用,在座椅旁安置了一个蓄冰箱,蓄冰箱分成两半,在舱体的两侧贴舱壁各放置一半,中间留有空隙,以便避难矿工能够从中间过去从逃生门逃走,风道管经过蓄冰箱安装以便能够在通风时冰融化制冷,在逃逸舱门和蓄冰箱之间安放了一个厕所,救生舱内壁与外壁之间填充了隔热棉,用于阻止内部温度受到外界温度的影响。
2 氧气瓶自动控制阀门装置的设计
救生舱要实现自动供氧,自动控氧装置是相当重要的。本文所设计的自动控氧装置是通过控制步进电机利用涡轮与蜗杆啮合原理来控制整个装置自动供氧。由于发生灾难时人员比较紧张,所以有时难以手动操作氧气阀门供氧,本文设计的自动控氧装置利用反馈系统控制伺服电机进行控制供氧,所以解决了对人工的依赖,为制冷节省了很多时间,并且通过自动闭环控制系统实现了对供氧的反馈调节。
自动控氧装置通过自动控制系统控制伺服电机,从而控制执行机构共同完成控制氧气排放量,并在氧气传感器的测量下实现闭环反馈控制,机构的设计原理如2图所示。
伺服电机轴与蜗杆连接,蜗杆10与涡轮6啮合,涡轮安装在传动轴的端部,传动轴中间安装轴承5,轴承安装在轴承座4上,轴承座对轴承起支撑作用,传动轴的另一端通过联轴器3与控制轴2连接,控制轴的另一端与阀门1连接,阀门连接在氧气瓶7出口,以便控制氧气的排放量,在人员舱内分布有氧气测量传感器,氧气传感器连接在氧气反馈电路上,传感器信号电路与电机控制器连接。
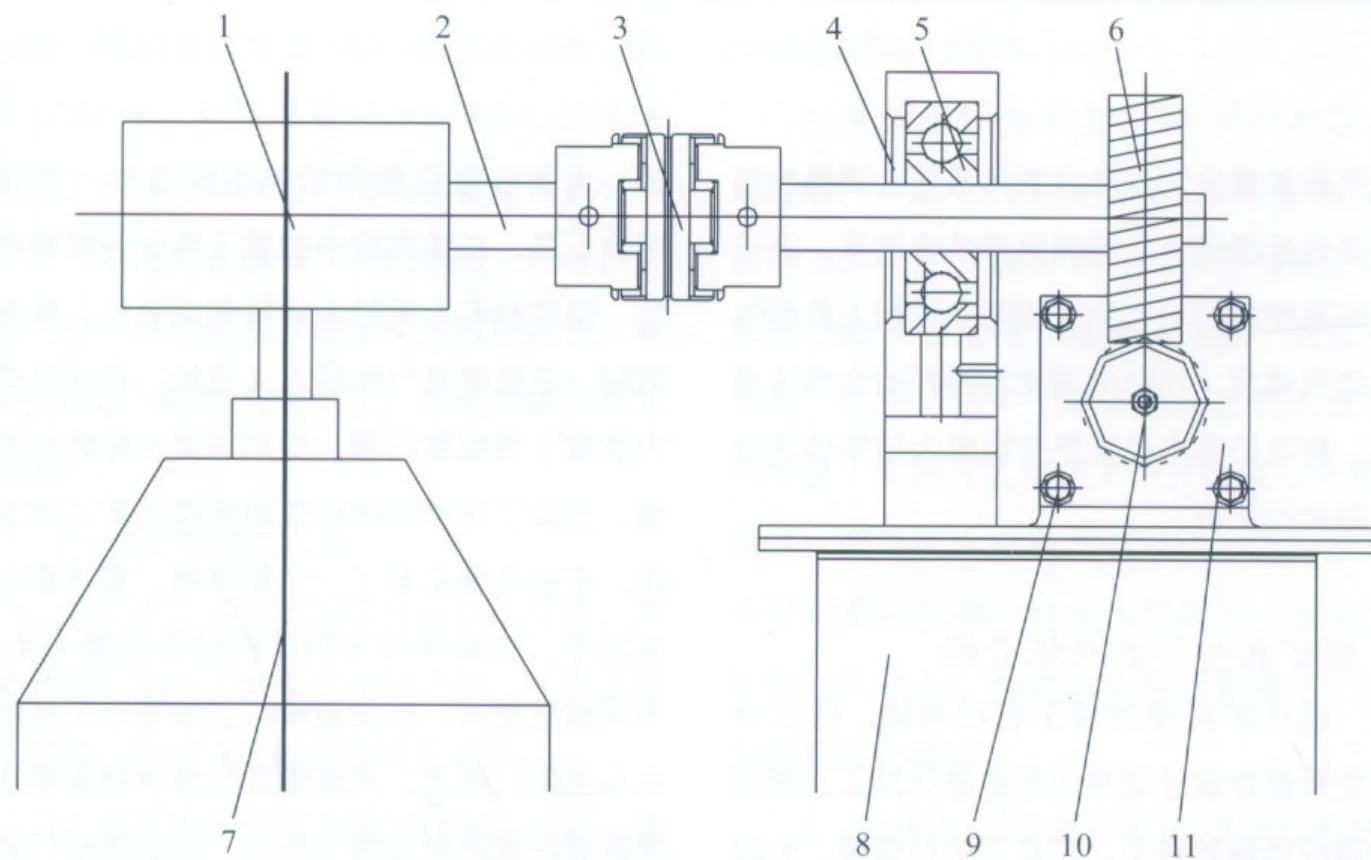
图2 救生舱氧气自动控制阀装置1. 阀门;2. 控制轴;3. 联轴器;4. 轴承座;5. 轴承;6. 涡轮;7. 氧气瓶;8. 支承台;9. 螺栓;10. 蜗杆;11. 伺服电机
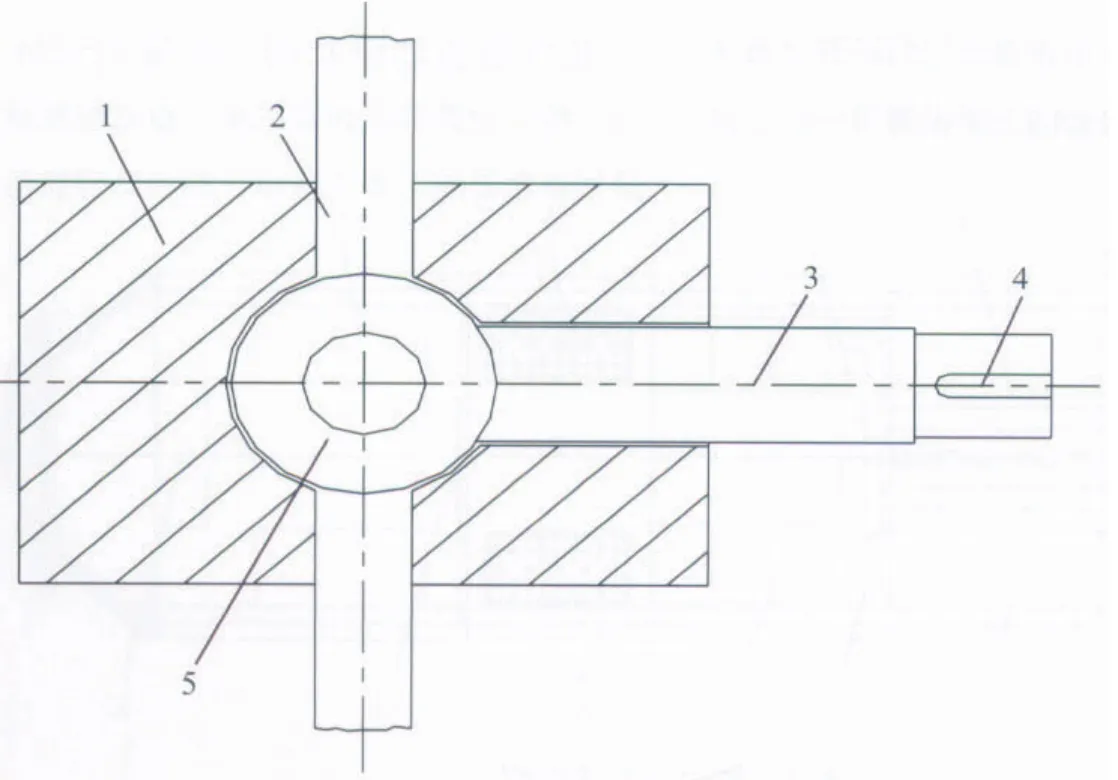
图3 阀块内部结构1.阀体;2.外伸管接口;3.传动轴;4.键槽;5.阀芯
3 氧气瓶的自动控制阀门的控制
阀块的一端外伸管接口与氧气瓶出口相连,另一端与外界相通,通过外界动作控制阀芯旋转来控制阀的开启和关闭,并且能通过旋转角度的大小调节开放量,从而控制氧气瓶内的气体释放量,阀块内部原理结构如图3所示。
煤矿救生舱自动控氧装置是在舱内氧气浓度低于一定值时,自动启动供氧系统为人员舱自动供氧,通过传感器测量到舱内氧气浓度低于设定值时,传感器将信号传给伺服电机控制器,伺服电机旋转,带动与电机轴相连的蜗杆旋转,通过蜗杆与涡轮的啮合,涡轮蜗杆的增压作用给涡轮一个很大的旋转力矩,给传动轴一个很大的力矩,通过中间的联轴器将力矩传给控制轴,控制轴旋转控制阀门开启,氧气瓶释放氧气,当传感器检测到氧气浓度高于设定值时,将信号传给伺服电机控制器,控制电机反向转关小阀门,减小氧气排放量。
当再次检测到舱内氧气浓度低于设定值时,重复以上动作控制自动控氧装置进行排放氧气,这样就实现了对舱内氧气的自动控制。
4 结论
本文设计的煤矿救生舱自动控氧阀门装置能够通过闭环反馈信号系统实现自动控制功能,通过传感器测量救生舱内氧气浓度发出信号控制伺服电机旋转,控制氧气阀门移动调节氧气排放量,在舱内躲避的人员由于没有足够的精力手动控制氧气的排量,而且由人员来调节会带来很多误差和失误,采用自动控制装置省去了人工对氧气排放量的调节,只需要将氧气浓度值设定好就能实现自动控制氧气的排放量,传感器会实时测量氧气浓度进而控制氧气排放量,保证舱内氧气浓度保持在设定值范围内。
