零件表面激光直接标刻二维条码的工艺参数优化研究
2011-02-01解志锋何卫平
解志锋 张 维 雷 蕾 何卫平
西北工业大学现代设计与集成制造技术教育部重点实验室,西安,710072
零件表面激光直接标刻二维条码的工艺参数优化研究
解志锋 张 维 雷 蕾 何卫平
西北工业大学现代设计与集成制造技术教育部重点实验室,西安,710072
针对零件表面激光直接标刻二维条码工艺参数选择中存在的盲目性进行了试验研究,主要分析了有效矢量步长、有效矢量步间延时、电流及Q-Sw itch频率这4个激光标刻工艺参数及其交互作用对激光标刻二维条码质量的影响。优化了零件表面激光标刻二维条码的工艺参数,并建立了优化模型,为标刻高质量二维条码提供了保障。
激光标刻;零件表面;二维条码质量;工艺参数优化
0 引言
直接标识技术(directpartmarking,DPM)是指直接在物体表面标识可机器识别的代码的一种标识技术。直接激光标刻零件编码技术是直接标识技术和二维条码技术的融合,它利用具有适当能量的激光束在零件平面、圆柱面或圆锥面上形成一定深度的、永久性的二维条码图像,可通过条码识读设备读取条码内容以实现对零件的追踪管理。
目前,进行零件的二维条码激光标刻时,如何调节激光标刻工艺参数以获得高质量的条码并没有科学有效的方法。操作者只能靠经验选择标刻参数,无法确保二维条码质量。而激光直接标刻零件编码的质量是影响识读设备能否正确、快速识读条码内容的根本因素。目前,国内学者在因标刻参数影响激光束路径而使激光标刻图像产生晕染、缺失等方面有很多研究成果[1-2]。激光开延时、拐弯延时、跳转延时过大会使图像产生晕染,而过小则会使图像产生缺失、失真的现象。另外,清华大学、澳门大学以及比利时的Catholic University of Leuven等单位的一些研究人员则分析了脉冲频率、扫描速度等标刻工艺参数对标刻字母和图形的深度、宽度和清晰度的影响,其研究结果显示,随着扫描速度的提高,图像深度、宽度减小,标刻对比度下降,当扫描速度增大到一定值后,标刻图像的质量迅速下降[3-6]。但目前关于激光直接标刻的工艺参数影响二维条码质量方面的研究还未见有文献报道。
为了选择合适的激光标刻工艺参数以获得高质量的零件二维条码,本文通过大量的试验,着重分析研究了有效矢量步长、有效矢量步间延时、电流、Q-Switch频率[7]等激光标刻工艺参数及其交互作用对激光标刻零件二维条码质量的影响趋势以及显著性程度。
1 试验思路
根据相关资料及二维条码印刷质量检验的国家标准[8],矩阵式二维条码图像的质量等级指标中的对比度,即符号对比度(symbol contrast,SC)和打印增长会对二维条码质量等级产生重要影响,即条码图像的质量等级主要通过符号对比度、打印增长等特性来评定,而这几项指标的获得主要受激光标刻过程工艺参数变化的影响。
在激光直接标刻零件编码的工艺参数试验中采用的设备包括半导体泵浦ND:YAG激光雕刻机、条码检测仪、标刻零件和识读夹持工装等。试验过程分为试验设计、试验操作、试验数据分析三部分。首先,在确定好试验因素的前提下,根据试验确定各因素值的选取范围,保证试验的有效性。然后在选取范围内,对各因素水平值进行设计,并按照试验设计方法进行激光二维条码标刻,如图1所示。通过条码检测仪,根据DPM标准对条码质量进行检验,获得条码质量符号对比度、打印增长指标的数据,进行影响显著性及趋势分析,并获得分析结果。试验过程如图2所示。
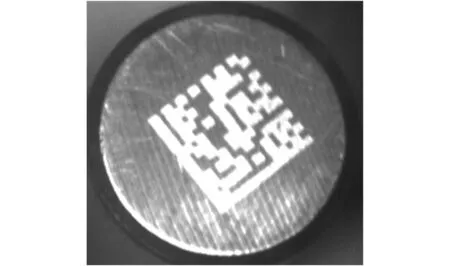
图1 激光直接标刻零件标识
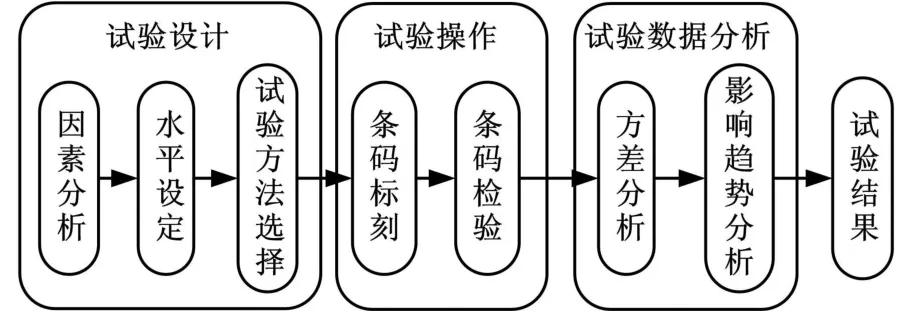
图2 激光直接标刻零件标识的工艺参数试验示意图
2 试验设计及数据分析方法
2.1 试验设计
根据经验及文献资料,有效矢量步长、有效矢量步间延时、电流、Q-Sw itch频率及Q-Sw itch释放时间这5个激光标刻工艺参数是激光标刻中的重要影响因素。激光标刻机使用要求中明确规定Q-Sw itch频率及Q-Sw itch释放时间两参数的乘积必须恒为常数,所以试验中确定以有效矢量步长、有效矢量步间延时、Q-Sw itch频率、电流作为固定因子(依次为因子A、因子B、因子C、因子D)。根据试验确定各标刻工艺参数的取值范围,确保试验的有效性。在取值范围内对各标刻工艺参数选择3个不同的水平,如表1所示。
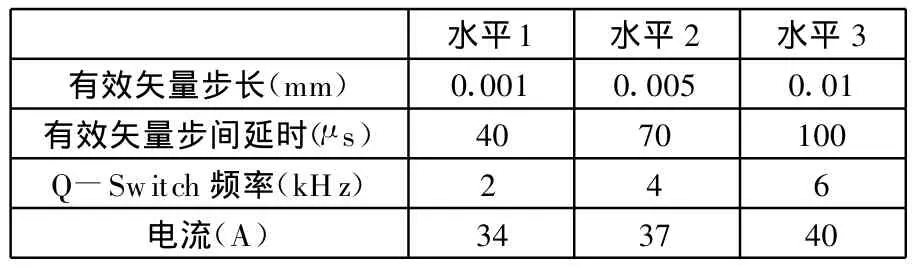
表1 标刻工艺参数及其水平
为使试验过程中环境不可控因素的敏感性最小,即因环境不可控因素导致的误差最小,我们在进行试验时,试验安排序号采用随机顺序,并尽量保证试验操作过程的一致性。同时,遵循重复试验原则,减小方法和操作等带来的以个体差异为主的各种误差。试验设计选择因子设计法,该方法不仅考虑到每个因素对试验指标的影响效应,同时考虑各因素之间交互作用对试验指标的影响效应。
2.2 方差分析方法
方差是在随机干扰存在的情况下,把各因素变化所产生的影响分离出来进而作出因素变化对研究对象是否有显著性影响的推断[9]。因子设计的标准方差分析过程中,在求出每一组合下3次观察值之和后,按照因子设计代数符号表,求出各因子及交互作用效果对应的对照值,以有效矢量步长(因子A)为例,其对照值计算公式为
式中,Ar为指各因子以A为基准的不同水平组合;m为所有因子不同水平的组合数;yr为不同水平组合下的值。
计算与每个对照值对应的离差平方和:
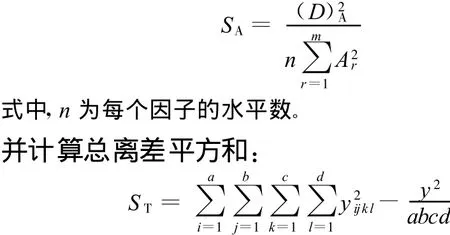
式中,a为因子A的水平数;b为因子B的水平数;c为因子C的水平数;d为因子D的水平数;yijkl为 A、B、C、D因子不同水平下的效果值;y为 A、B、C、D因子不同水平下的效果值的和。
以及误差平方和:

式中,SCD为因子C、D的相互作用的离差平方和的值。
通过离差平方和及各因素的自由度求出均方,则F比的值为各因素的均方与误差均方值的比。
3 激光标刻工艺参数对二维条码对比度的影响
对比度是零件激光直接标刻二维条码能否被扫描设备正确识读的关键技术指标之一,是标刻基底材料表面颜色与其经过激光束照射,表层物质发生化学变化后颜色的反差程度。对比度受激光标刻工艺参数变化的影响而影响Data Matrix二维条码质量。
表2为各激光标刻工艺参数不同组合情况下条码对比度的试验数据。分析过程中,考虑各因素及相互之间交互作用影响,并给出显著度α=0.05,查出显著度F检验的临界值F A(a,b)。从中可以看出激光标刻工艺参数中有效矢量步长、有效矢量步间延时、电流以及有效矢量步长与有效矢量步间延时的交互作用对Data M atrix二维条码质量指标中对比度的影响显著。而QSw itch频率的影响较小。
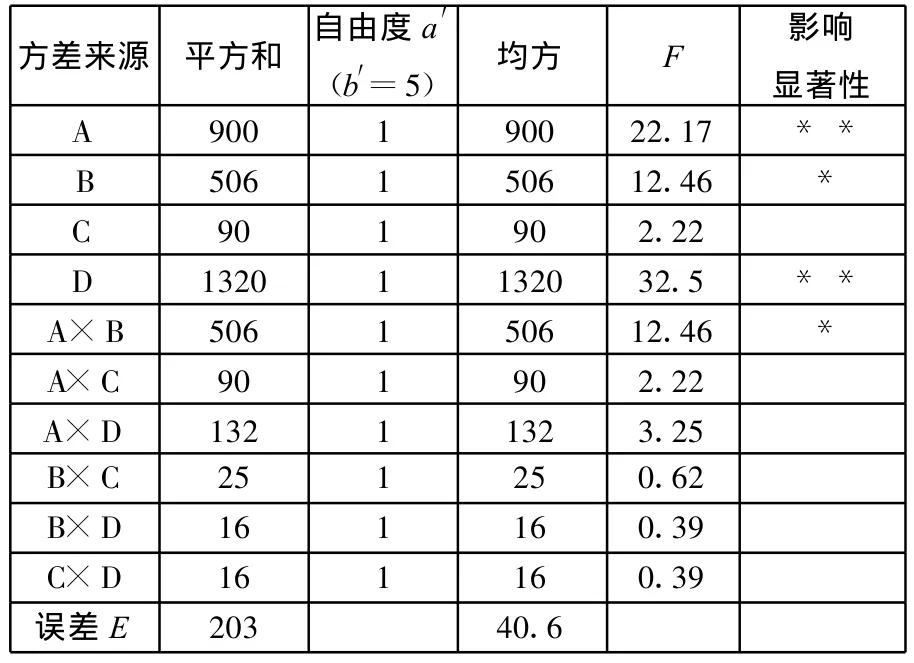
表2 因变量为对比度的方差分析表
3.1 有效矢量步长、有效矢量步间延时对二维条码对比度的影响
有效矢量步长是指将打标笔画划分成许多等份,每份的长度。随着有效矢量步长的增大,标刻深度减小,精度降低,而标刻速度增大。有效矢量步长调整范围为0.001mm到0.03mm。随着标刻深度减小,精度降低,Data M atrix二维条码的对比度下降,如图3所示。当有效矢量步长超过0.015mm后,二维条码的对比度已经难以满足扫描设备对条码的识读要求。
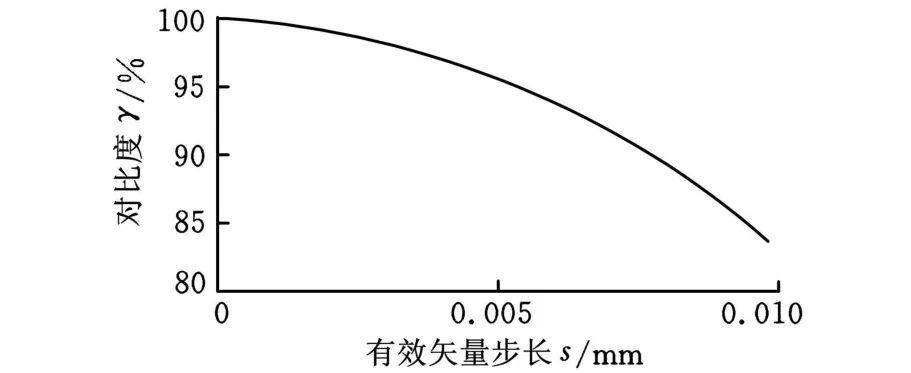
图3 有效矢量步长的影响
有效矢量步间延时是指给每份有效矢量步长预置的时间,该参数也可以明显改变雕刻的速度、精度和深度,如图4所示。有效矢量步间延时越大,二维条码对比度越大,而当该参数大于120μs时,由于金属表面物质过度氧化,使得 Data
打印增长是指在激光束的照射下,标刻出的实际二维条码与理想状态下的二维条码在X轴、Y轴上的百分比。它也是零件激光直接标刻二维条码能否被扫描设备正确识读的关键技术指标之一。本文分别对X方向、Y方向的打印增长进行研究。表3为激光标刻工艺参数对打印增长影响的方差分析表。Matrix二维条码无法识读。
3.2 电流对二维条码对比度的影响
激光电源工作电流的大小能够改变激光的输出能量,从而改变激光束对基体材料表层物质的化学反应程度,并进而影响零件直接激光标刻二维条码的对比度大小,其影响趋势如图5所示。
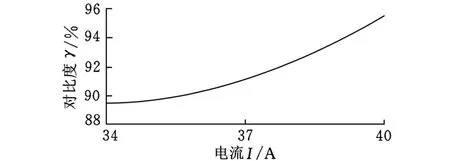
图5 电流的影响
4 激光标刻工艺参数对二维条码打印增长的影响
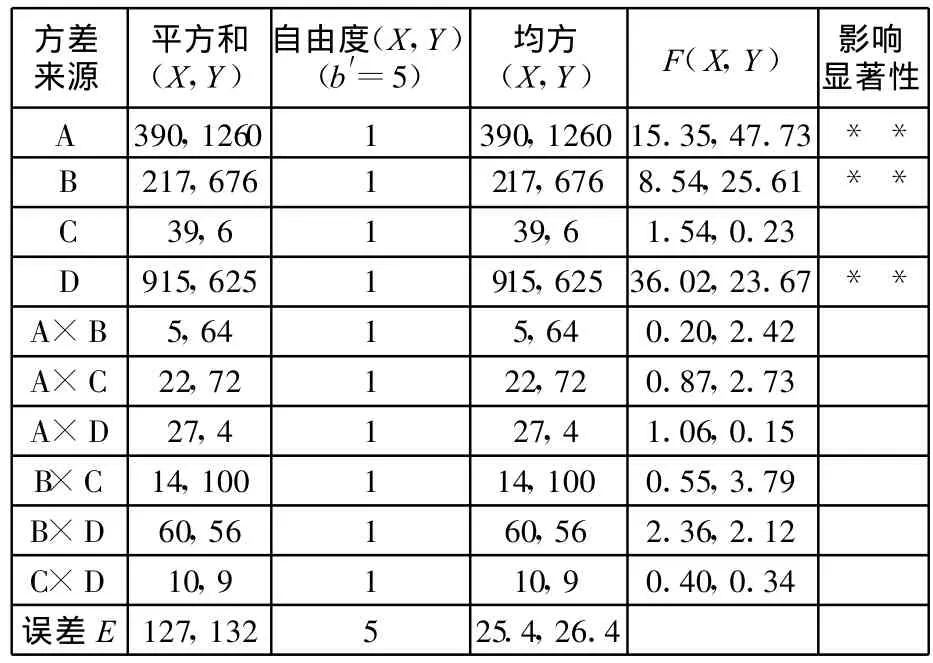
表3 因变量为X方向、Y方向打印增长的方差分析表
将表3中各因素F值与显著度F检验的临界值比较后得到:有效矢量步长、有效矢量步间延时及电流对Data Matrix二维条码质量指标中X方向、Y方向的打印增长的影响显著;其余的激光标刻工艺参数及相互之间的交互作用对其影响不显著。
随着有效矢量步长的增大,X方向、Y方向的打印增长逐渐减小(图6)。相反,随着有效矢量步间延时的增大,打印增长逐渐增大(图7)。电流的增大,激光能量增大,导致激光束经过基体材料表面后,基体材料发生强烈的化学反应,打印增长的百分比升高(图8)。
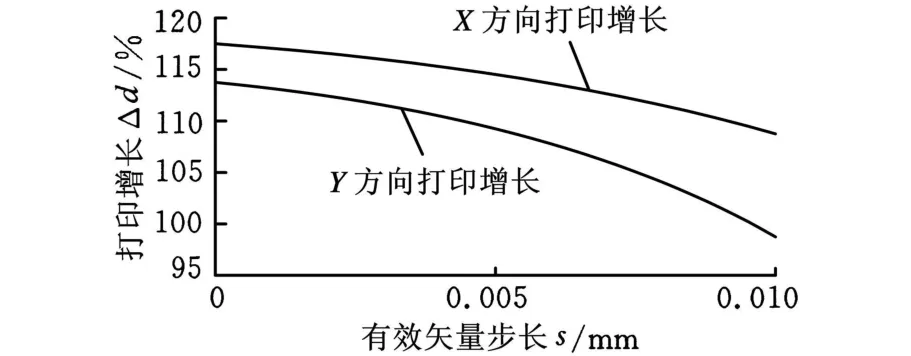
图6 有效矢量步长对打印增长的影响
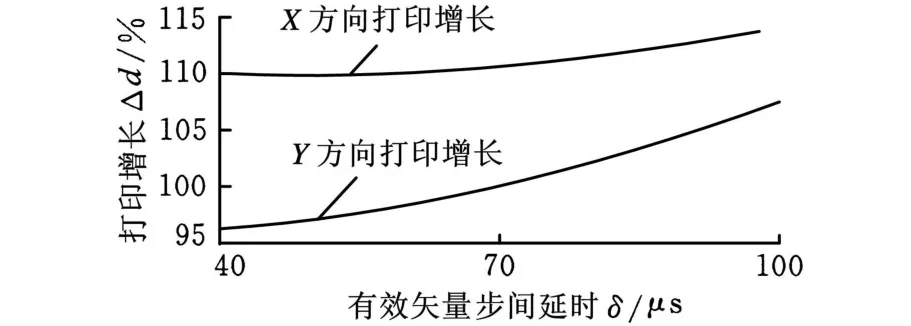
图7 有效矢量步间延时对打印增长的影响
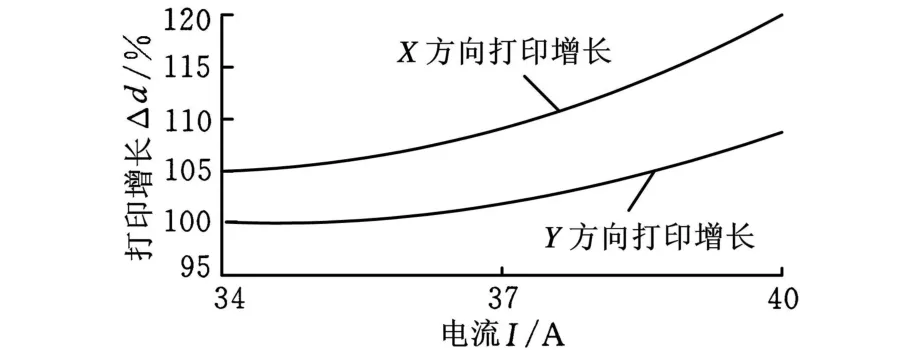
图8 电流对打印增长的影响
5 基于BP神经网络的激光标刻工艺参数优化模型
激光标刻工艺参数与二维条码质量指标中的对比度和打印增长之间存在复杂的非线性关系,这使得标刻工艺参数对二维条码质量的理论数学模型很难建立。采用神经网络技术,利用其高度非线性映射、自组织、自学习和联想记忆等功能,使工艺参数与二维条码质量之间的非线性问题转化为一个线性优化问题,这样就可表达激光标刻工艺参数与二维条码质量之间的定量关系。
BP神经网络是指基于误差反向传播算法的多层前向神经网络,是目前应用最为广泛的神经网络模型,模型中有输入、隐含和输出3种神经元。层与层之间采用全互连方式,同层各神经元之间不相互连接[10]。且理论上已经证明在不限制隐含层节点数的情况下,只有一个隐含层的神经网络可以实现任意非线性映射。本研究的数据便于获取,映射关系复杂,所以采用BP神经网络结构来建立。
根据试验数据分析结果,在激光标刻过程中,主要是有效矢量步长、有效矢量步间延时、电流及其交互作用对二维条码质量产生影响,故采用3层BP神经网络。输入层节点选择有效矢量步长、有效矢量步间延时、电流3个参数;输出层节点选择二维条码的对比度、X方向打印增长、Y方向打印增长3个指标。隐含层神经元个数参考值可根据经验公式来计算:

式中,m为输入层节点数;n为输出层节点数;N为隐含层节点数。
根据此公式,建立5个隐含层节点的网络结构(图9)。在对数据进行处理时,一个神经网络如果第一层是S型函数,第二层是线性函数,就可以用来模拟任何连续有界的函数。所以本文中隐含层传递函数选择Sigmoid函数,输出层函数选择线性函数。因为S型函数的值域在0~1之间,因此需要将输入值和输出值进行预处理,使其在(0,1)区间内,以提高神经网络的收敛速度和学习效果。又因为在梯度递减法、带自适应学习率的梯度递减法、Powell-Beale连续梯度法、Levenberg Marquart(LM)法、Fletcher-Powell连续梯度法等训练函数中,Levenberg M arquart训练函数迭代次数最少,收敛精度最高,故训练函数选用LM算法。
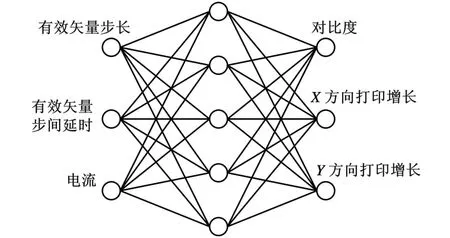
图9 BP神经网络
利用试验数据对BP模型进行训练后,通过仿真结果获得二维条码质量指标值,与真实试验结果进行比对,其误差在4.5%以内,满足实际需求。结果如表4所示。

表4 BP神经网络值与试验值的误差
6 结束语
激光标刻工艺参数对Data M atrix二维条码质量等级影响的研究结果显示,有效矢量步长、有效矢量步间延时、电流对激光标刻零件二维条码质量指标中的对比度及打印增长影响显著,同时,有效矢量步长与有效矢量步间延时的交互作用对对比度也有显著影响。研究结果为后续其他材料零件条码的激光标刻工艺参数选择研究及模型建立提供了依据。该项研究有利于提高零件条码质量等级,提高工业条码识读效率,可使零件的直接标识技术在制造业中的应用更加完善。
[1] 王璐.光纤激光器打标的试验研究[D].长春:长春理工大学,2008.
[2] 王建平,李正佳.激光打标系统及工艺参数的分析[J].光学与光电技术,2005,3(3):32-35.
[3] Chen Nan.The IC Laser Mark Quality Criterion and Optimization of Laser Parameters[D].Harbin:H arbin Institute of Technology,2006.
[4] Qi J,W ang K L.A Study on the Laser Marking Process of Stain less Steel[J].Journal of M aterials Processing Technology,2003,139:273-276.
[5] Kruth JP,Yasa E.Experimental Analysis of Process and Laser Parameters in Laser M arking[C]//Proceedings of the 9th Biennial ASME,Israel:ASME,2008:361-371.
[6] Yasa E,K ruth JP.Investigation of Laser and Process Parameters for Selective Laser Erosion[J].Precision Engineering,2010,34:101-112.
[7] 伍珊红,齐军,虞孝舜,等.Nd:YAG激光打标工艺试验研究[J].激光与红外,1999,29(2):92-95.
[8] 中国物品编码中心.GB/T23704-2009自动识别与数据采集技术,二维条码符号印制质量的检验[S].北京:中国标准出版社,2009.
[9] 马成良,张海军,李素平.现代试验设计优化方法及应用[M].郑州:郑州大学出版社,2007.
[10] 郭娟.基于BP神经网络的中国铁矿石需求量预测[J].国土资源情报,2008,11:41-44.
Op tim ization of Laser Marking Process Param eters on 2D Barcode in Part Surface
Xie Zhifeng Zhang Wei Lei Lei He Weiping
The key laboratory of Contem porary Design and Integrated M anufacturing Technology,Northwestern Polytechnical University,Xi'an,710072
In allusion to the b lindness in selecting p rocess param eters of direct laser marking,this paper analyzed the influences of p rocess parameters of laserm arking and interactions on quality of 2D barcode through a large number of experiments.The process parameters included effective vector step,delay between the effective vector step,electric current and Q-sw itch frequency.The process parametersof laser marking on 2D barcode in the part surface were optim ized and an optimization model wasestablished.A lso,a high quality of the 2D barcode which marked by laser can be guaranteed.
lasermarking;part surface;quality of 2D barcode;optimization of process parameter
TG178
1004—132X(2011)05—0592—05
2010—05—17
国家高技术研究发展计划(863计划)资助项目(2007AA04071-3);国家自然科学基金资助项目(50505039)
(编辑 袁兴玲)
解志锋,男,1985年生。西北工业大学机电学院硕士研究生。主要研究方向为制品标识跟踪技术、现代集成制造技术。获中国专利3项。张 维,男,1970年生。西北工业大学机电学院副教授。雷 蕾,女,1971年生。西北工业大学机电学院博士研究生。何卫平,男,1965年生。西北工业大学机电学院教授、博士研究生导师。