基于PLC的自动分选装置的技术改造
2011-01-29秦常贵
秦常贵
QIN Chang-gui
(广东松山职业技术学院,韶关 512126)
1 滚柱直径自动分选装置简介
滚柱直径自动分选装置的结构和工作原理示意图如图1所示。从振动料斗送来的滚柱按顺序进入落料管5。电感测微器的测杆在电磁铁(图中未画出)的控制下,先提升到一固定高度,汽缸推杆3将滚柱推入电感测微器测头正下方(电磁限位挡板8决定滚柱的前后位置),电磁铁释放,钨钢测头7向下压住滚柱,滚柱的直径大小决定了电感测微器中衔铁的位移量。电感传感器的输出信号经相敏检波电路和电压放大电路处理后送入计算机,计算出直径的偏差值。测量完成后,电磁铁再将测杆提升,限位挡板8在其电磁铁的控制下移开,测量好滚柱在推杆3的再次推动下离开测量区域。这时相应的电磁翻板9打开,滚柱落入与其直径偏差值相对应的容器10中。同时,推杆3和限位挡板8复位。
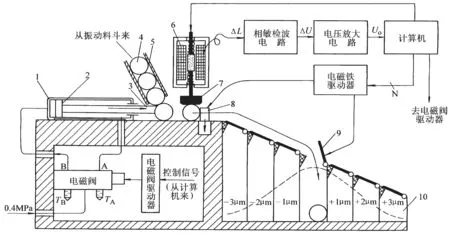
图1 滚柱直径自动分选装置的结构和工作原理示意图
2 滚柱直径自动分选装置的PLC技术改造
1)控制器件选择
为了能够进行真机模拟调试,本控制系统选用我系PLC实训室现有的三菱FX2N-48MR机型。另外,本控制系统涉及模拟量控制,同样选用PLC实训室现有的FX2N-4AD特殊功能模块。
2)滚柱直径自动分选装置的PLC控制系统I/O分配
根据滚柱直径自动分选装置的结构和工作原理示意图,可先梳理出该控制系统中的输入输出控制信号,再进一步进行PLC控制系统I/O分配,如表1所示。
3)滚柱直径自动分选装置的PLC控制系统I/O接线图
根据系统控制要求和I/O分配,设计滚柱直径自动分选装置的PLC控制系统I/O接线图见图2。
4)滚柱直径自动分选装置的PLC控制程序设计
设计滚柱直径自动分选装置的PLC控制程序如图3所示。
控制程序说明:本技术改造是纯粹基于原系统进行的,考虑各个控制对象动作的合理先后顺序,在控制程序中是通过启用多个定时器来实现的。如果在原系统中加装一些行程开关和压力继电器来进行相应的行程限位控制,将更科学、更合理。另外,由于涉及到电感传感器输出的电压模拟量控制,而原控制系统中未详细说明,因此,在PLC控制程序中对电感传感器输出电压与对应滚柱直径偏差值作了如下定义,见表2。这在技术上也是完全可以做到的。当然也可以根据实际情况来编写控制程序,只需修改参数即可。
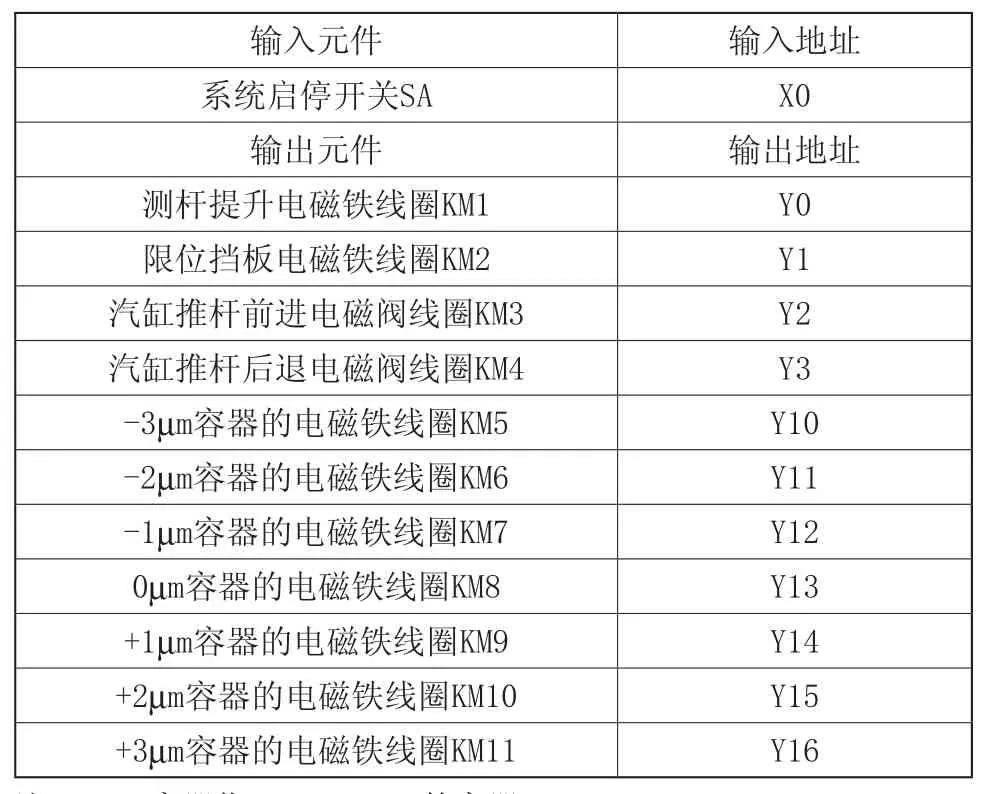
表1 滚柱直径自动分选装置的PLC控制系统I/O分配表

图2 滚柱直径自动分选装置的PLC控制系统I/O接线图
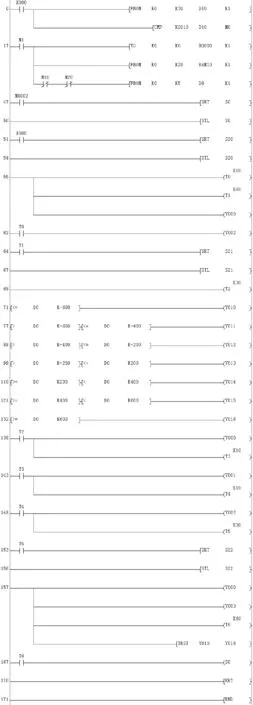
图3 滚柱直径自动分选装置的PLC控制程序
5)滚柱直径自动分选装置的PLC控制系统模拟调试
在PLC实训室对滚柱直径自动分选装置的PLC控制系统进行模拟调试时,输入FX2N-4AD的“来自电感传感器”的电压模拟量由PLC实训室的0~24V直流可调电源代替,负电压采用调换电源极性输入FX2N-4AD来实现。经过全面反复的调试,能实现滚柱直径自动分选,且控制系统稳定可靠。
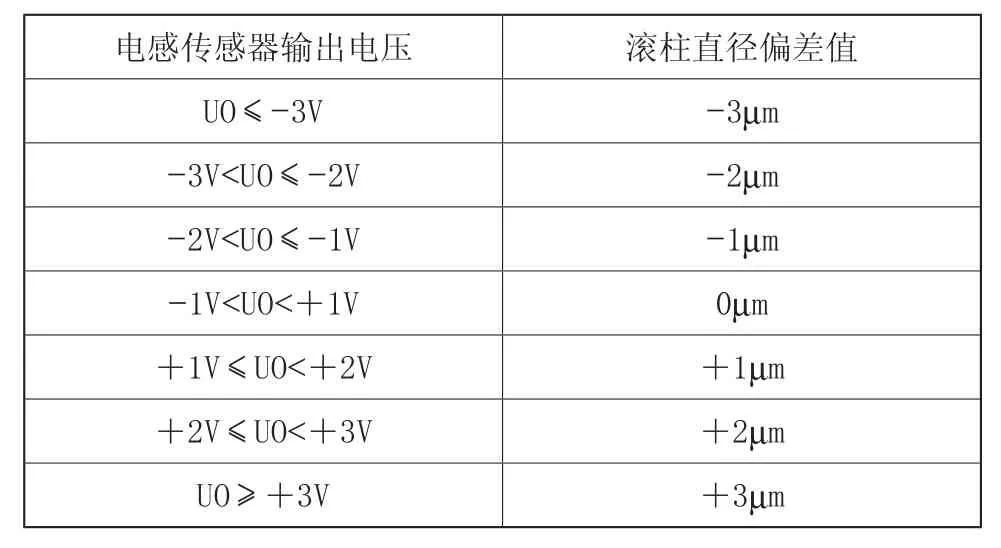
表2 电感传感器输出电压与滚柱直径偏差值对应表
3 结论
用PLC对原来由计算机控制的滚柱直径自动分选装置进行技术改造,方法简单易行,升级方便灵活、系统运行稳定可靠,具有很好的实用价值,值得推广。
[1]梁森, 王侃夫, 黄杭美.自动检测与转换技术[M].北京∶机械工业出版社, 2007.
[2]三菱公司.FX1S FX1N FX2N FX2NC编程手册, 2000.
[3]李俊秀, 赵黎明.可编程控制器应用技术实训指导[M].北京∶ 化学工业出版社, 2005.
[4]阮友德.电气控制与PLC实训教程[M].北京∶ 人民邮电出版社, 2006.
