三段式贯流齿辊研制与应用
2011-01-24王洪刚姜绍海胡小琳纪云玲
王洪刚,姜绍海,胡小琳,纪云玲,戴 勇
(1.济钢集团重工机械有限公司,山东 济南 250101;2.中国重汽济南动力有限公司铸造中心,山东 济南 250101)
齿辊是竖炉齿辊卸料机的关键设备[1],其缓慢转动,使料柱松散,以保持炉内物料均匀下行。竖炉内经过焙烧的球团矿,通过两齿辊间的缝隙,落入齿辊下面的漏斗;结成块的球团矿,在辊齿的剪切和挤压作用下被破碎,达到想要的形状。
整体式齿辊具有制造成本低,整体刚性好的优点,在竖炉作为一项新技术被应用时,其工况比较好,工作压力不太大,此时它可以满足生产的需要。但近年来,各烧结厂为提高产量,都加大了竖炉的工作负荷,作为竖炉关键部件的传统齿辊寿命已经越来越不能够满足生产需要,必须研制一种新型齿辊取而代之,于是三段式贯流齿辊应运而生。
1 整体式齿辊的缺点
图1为整体式齿辊简图,材质为铸钢。铸造时采用立浇方案,图中A,B部位为齿辊铸造凝固时的热节,凝固后两处易形成集中缩孔大大影响了辊径的强度和质量。中间部位,因为距离冒口较远,冒口补缩高度远远不能满足齿部的补缩要求,齿部必然形成缩松,造成最后打压漏水和寿命减短。从以上两点分析可以得出这样的结论:此种齿辊辊径和齿部极易产生缺陷。
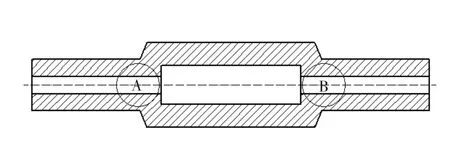
图1 整体式齿辊简图
经过10多年摸索与研究,认为:只有改变齿辊的结构才能从本质上改善其工艺性能和提高其使用寿命。
2 三段式贯流齿辊
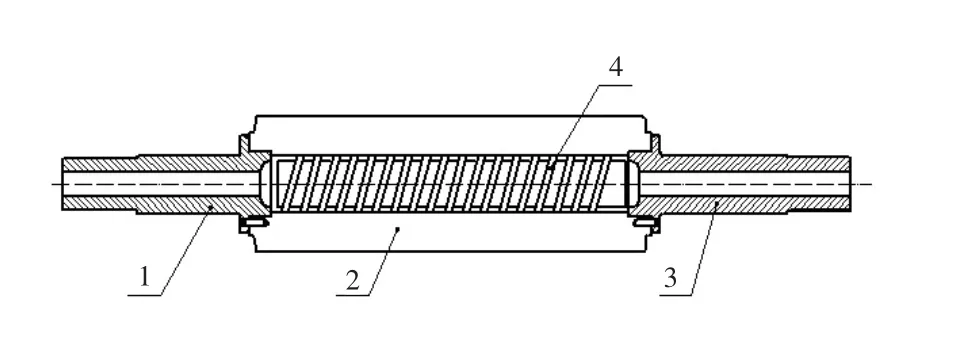
图2 三段式贯流齿辊简图
针对整体式齿辊存在的问题,设计了三段式贯流齿辊如图2。由于齿部采用了与辊径相分离的结构,消除了两端热节,工艺性能得到了提高。仍采用立浇方案,由于辊身上部的重力补缩和下部末端区的存在,整个齿部不存在潜在的热节问题需要解决,可以得到内部组织均匀致密的铸件。在充分的论证之后,我们采用了铸钢件凝固模拟软件华铸CAE模拟。模拟结果见图3,分别为浇注后1800s、400s、5400s、7500s齿辊凝固补缩情况;整个齿部在冒口足够高的情况下没有缩孔、缩松出现,组织致密。这说明改为三段式后的齿部工艺性能从本质上得到了极大的改善。
上、下辊径采用锻钢件,组织致密,避免了铸造过程产生的缩松及其他缺陷,性能较整体式大大提高。

图3 辊身CAE模拟结果
3 三段式贯流齿辊的工作原理
将齿辊改为三段式的同时,我们还对齿部辊身结构作了进一步修改,在辊身内部增加了贯流机构,见图2中件4。

图4 齿部截面图
无贯流结构的齿辊截面如图4所示。由图2可以看出冷却水由左端进入,右端流出,完成对齿辊的冷却。齿部内腔截面积为 S1=3.14×1252=49062.5mm2,而辊径内腔截面积为S2=3.14×552=9498.5mm2,S1/S2=5.17,由于内腔截面积的突然增大5.17倍,造成工作时小截面的辊径部分有充足的水冷却,到了大截面齿部水冷却不足,特别上半部无水冷却(见图4)。齿部在一个工作周期无疑是受载最大的部位,而且齿部的上半部较下半部承受载荷大得多;而此时在齿辊齿部上方无水冷却,这就使得内腔上半部存在空气,空气在高温状况下被加热,气压增大,压迫齿部水流,使得齿部水流截面积进一步减小。在半个工作周期结束时,上部无水齿部被加热到很高温度,转到下部时遭遇冷却水激冷,周而复始,齿部在冷热交变应力下,发生相变,晶粒逐渐变大,从而开裂漏水。
针对这个问题,我们在齿部内腔加入贯流机构的方案,即在齿部加入了阻流机构,使得冷却水被迫经过齿部上半部分,而且单位过水面积比进出水口小。在进出口面积较大,而中间过水面积较小,水的流量一定时,面积减小水流速度增加,而且形成紊流带走更多热量。对于硬水冷却齿辊,流速增加,增加了对齿辊内腔的冲刷,减少结垢现象的产生。
4 结束语
三段式贯流齿辊具有工艺性能好,品质高,水冷结构合理,寿命长等优点;并率先在济钢烧结厂使用,然后在新疆八一钢厂,莱钢等推广应用,并取得了非常明显的效果。这种齿辊已经获得国家使用新型发明专利,并获得日内瓦国际专利博览会金奖。
[1]孙爱军,张利军.球团竖炉齿辊卸料机齿辊的开发[J].河北冶金,2004(1):21-26.
