非标尺球墨铸铁管的开发与应用
2011-01-23张海兵乔秀丽金建军安钢集团永通球墨铸铁管有限责任公司河南安阳455133
张海兵,乔秀丽,金建军(安钢集团永通球墨铸铁管有限责任公司,河南 安阳 455133)
离心球墨铸铁管以强度高、韧性好、可靠性高、耐腐蚀性能好等优点正逐步取代灰铁管,近年来,随着城市化规模不断扩大,对管材的需求不断增加,在国内以及国际各大城市供水管道和管网改造中发挥越来越大的作用,作为这些项目工程的首选材料,被广泛应用于城建输水、输气等工程上,为离心球墨铸铁管提供了巨大的市场。
安钢永通铸管公司现有离心机6台,能够生产DN80mm~1000mm,长度为5000mm和6000mm规格的球墨铸铁管,随着公司铸管生产规模的逐步扩大,销售经营的国内市场与国际市场逐步拓宽,为满足目前市场需求,提高企业市场竞争力,对相应的新产品开发及工艺创新提出了更高的要求。
1 非标尺球墨铸铁管开发的背景
近年来,随着国际市场的逐步拓宽,出口比例已达30%以上。国际销售的管子大部分依靠轮船集装箱运输,分散装和集装两种方式,但大多数用户的要求是装集装箱运输,集装箱的标准长度分5.89 m和11.89 m两种。公司生产出的球墨铸铁管,加上承口长度后为6.084 m~6.145 m之间,要达到装箱的要求,就需要将6 m长的管子切割成5.7 m长,才能满足装箱要求。为了满足市场需求,提高企业的市场竞争力,进一步提高企业持续盈利能力,公司成立了技术攻关和新产品开发小组,对非标尺球墨铸铁管进行研制和开发。
2 非标尺球墨铸铁管设计的技术关键点
1)根据生产及规格要求确定非标尺球墨铸铁管加工的位置。
2)将加工位置进行预热处理,温度在250℃~350℃左右,加热时间不低于2.5 h。
3)堆焊前将焊剂在250℃左右烘焙20h,焊剂可选用SJ261或SJ260。
4)堆焊时焊丝可选用药芯焊丝,直径为3.0mm。
5)堆焊时参数调整:焊接电流400A,电压34 V送丝速度 0.6 cm/s~0.75 cm/s。
6)焊后要进行退火处理,温度在500℃~600℃时间3 h左右,焊后要保证焊接轮廓光滑,不得有夹渣、气孔、焊瘤等缺陷。
7)管模车削找正精度应在0.2mm之内,车削后加工面粗糙度应小于3.2μm。
3 开发过程
3.1 开发过程中存在的问题
非标尺球墨铸铁管是根据客户在包装、运输、使用等方面的要求而开发的新产品。生产所用管模是用原来引进的管模,如图1所示,在其插口任意处经过堆焊、退火处理、车削精加工,把管模插口端台阶和铸造倒角部分在管模内部轴向平移到某一位置改造而成的,改造过程存在如下问题:
1)管模内加管套,而管套材质与管模不一样,焊丝的材质与管模一样而与管套不一样,这样造成焊接的管套与管模容易开焊而无法生产;
2)由于管模内加管套之后,焊接时看不见里面焊缝,焊接质量差,往往有空洞和夹层,造成拉出的管子有缺陷;
3)车削困难,焊缝由于在里面看不见,另外焊接质量差,造成加工困难,时间长。一般1支管模加工好需4 d(包括焊接和预热);
4)成本高,管套费用以DN350为例,约500元。

图1 原管模剖面图
3.2 采取的措施
针对以上的问题,采取了如下措施:
1)我们在管模内壁采用埋弧焊,焊丝采用与管模一样的材质,焊出一道宽100mm高28mm的“人”字型焊缝;
2)上车床车削,把插口端台阶车掉,里面焊缝可以方便地车削,从“人”字型焊缝内边车出与管模一样的材质的倒角;
3)对离心机生产参数进行调整。生产参数在原生产参数基础上把离心机行走参数调整成相应管模有效长度,插口残铁采用风管吹的形式清理残铁,使铁水在离心机内只浇铸5.7 m长,然后停止浇铸,插口端仍然按原要求浇铸,确保生产出合格长度为5.7 m的球墨铸管,这样不仅可确保铸管生产线畅通,便于组织生产,而且也大大降低了出口管成本。
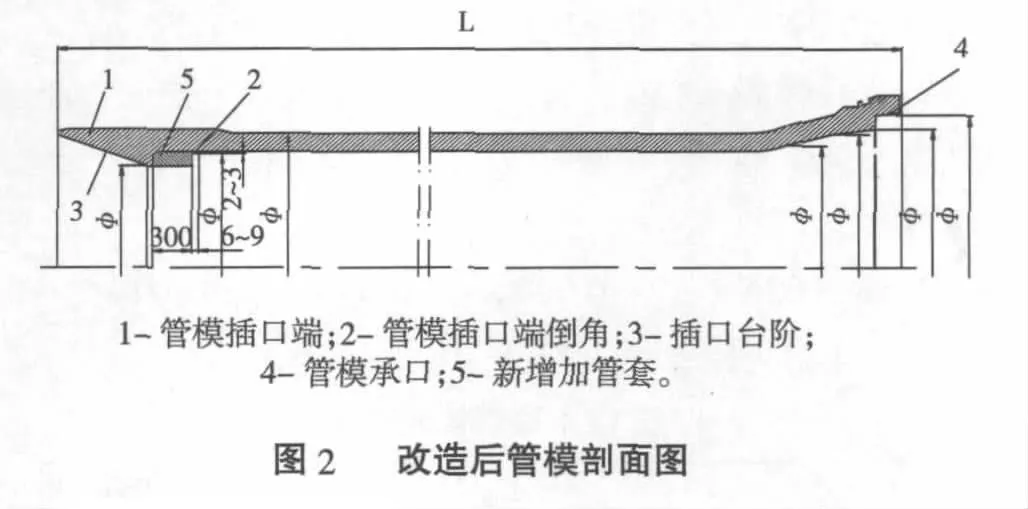
对改造研制后的非标尺管模进行工艺和质量上的检验,其结果完全符合国际要求规定。改造后的管模,即在管模内插口端加300mm长的管套,见图2所示。
4 应用效益
4.1 经济效益
1)砂轮片节约费用
改造后减少了管子切割这一道工序,其砂轮片的成本为65元/片,切割每万吨管子需用4456片,目前我厂年出口管4.5万t,其中30%需要切割,合计1年费用减少:

2)管模节约费用
改造后不再要求必须使用可切管模,即新管模,以前一根管模只能在前三磨期生产可切割管子,技术开发后在任何一磨期都可以生产非标尺球墨铸铁管。可节约管模费用,一根管模约有15个磨期,每吨管模费用120元,按过去需切管子1.35万t,后12磨期无法利用,合计1年新管模费用减少:

3)节电效益
改造后省去了切割的多余管子需重新回中频炉加热溶化这道工序,每度电的成本:0.51元,管头溶化耗电量:700kW·t,按过去需切割管子 1.35万t,每根管需切割管子的1/20,合计1年成本减少:

4)管模粉节约费用
改造管模后,省去了切割多余管子的管模粉,管模粉8800元/t,每吨铸管生产时需管模粉0.0029 t,按过去需切割管子 1.35万t,每根管需切割管子的1/20,合计1年成本减少:

5)孕育剂节约费用
新技术运用后,省去了切割多余管子的孕育剂,孕育剂7900元/t,每吨铸管生产时需管模粉0.0024 t,按过去需切割管子 1.35万t,每根管需切割管子的1/20,合计一年成本减少:

6)管模改造年消耗
改造一根管模是需要焊丝3盘,每盘0.025 t,价格为2.9万元/t,需要焊剂0.094 t,价格0.5万元/t,一年需改造管模45根,为节省管模费用当生产6 m管时需改回原管模,费用一样,记1年45根,合计1年消耗:

以上六项累计效益见表1。
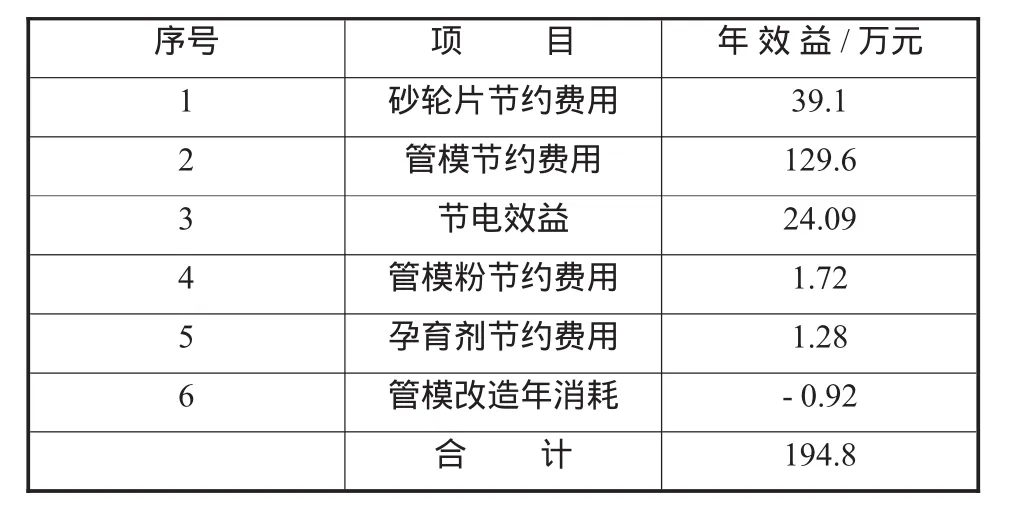
表1 六项累计效益
4.2 社会效益
1)非标尺球墨铸铁管技术开发成功后,减少了切割管的现象,消除了切割满足不了生产而造成的管子堵生产线这个现象,使生产的顺行。同时消除了管子积压多而堆积的危险因素。
2)非标尺球墨铸铁管的技术开发成功后,可以大大减少工人的工作量,从而减少工人的工作压力,符合“以人为本”的思想指导,创建和谐企业,构建和谐社会。
5 结 论
通过合理设计及工艺实践论证,经过严密的组织生产,新研制开发出来的非标尺球墨铸铁管生产工艺降低了生产成本,可以生产出任意长的非标尺球墨铸铁管,同时还大大减少了工作量,提高了生产效率,取得了良好的使用效果,更好地满足了国内、外市场的运输需求,为公司提出的打造精品铸管及提高市场竞争力创造了有利条件,市场前景乐观。
[1]范英俊.离心球墨铸铁管工艺及装备[M].北京:中国科学技术出版社,2001.
[2]陈耀宗.建筑给水排水设计手册[M].北京:中国建筑工业出版社,1992.
