连接壳体模片变形的控制
2011-01-23樊安民
樊安民,杨 阳
(山西华恩机械制造有限公司,山西 临猗 044100)
我厂消失模铸造车间专业化生产变速器-壳体类铸件。工艺过程是:消失模用EPS经间歇式预发泡机预发泡后熟化,制模采用聚苯乙烯泡塑成型机制模,人工再把模片粘结成模簇,然后粘结浇注系统。浸涂完涂料干燥,在三维振实台上填砂造型。采用干砂负压实型铸造雨淋式加砂工艺。在一段时间内,铸件变形曾成为主要铸造缺陷。
铸件变形是指铸件几何形状与图样不符。如铸件弯曲、椭圆、壁厚不匀等。消失模铸造的铸件变形是在预发泡、制模、上涂料、填砂造型工序中操作不规范,工艺纪律不严格所致。
控制消失模铸件变形,须从其源头分析原因、控制,才能大大减少铸件变形的几率。
1 分析模片变形产生原因
1)不合格EPS原料进厂、预发泡后珠粒不合格;
2)制模完成后脱模操作不当致使模片变形;
3)模片粘接的过程中受外力而使模片变形;
4)模型浸涂的过程受力以及放置不当导致模片变形;
5)运输、转序过程中碰撞致使模片变形。
上述因素如单一出现可致模片变形但不是严重变形,如果各种因素作用叠加模片变形量则大大增加。
2 防止模片变形措施
2.1 原材料
采用专业设备定期鉴定、校验,防止不合格EPS原材料进厂、投入生产。
2.2 发泡剂
EPS原料发泡剂的质量分数应在6.0%~6.5%之间,最少不低于5.5%。
2.3 模片制作
1)预发泡时,在蒸汽压力达到0.03 MPa后,排净管道内和蒸汽预发泡机中的水分。如果进入蒸汽预发泡机中的热蒸汽夹带的水分过多,或热蒸汽冷却水不能及时有效地排出,在二次发泡成型时EPS预发泡颗粒含水量高。在熟化时间短或熟化温度偏低时,珠粒易结成小块或团状。这时制作的模片极易变形。所以制模时加热时间用设备自动控制,用专用压力表控制蒸汽压力。
2)预发泡珠粒熟化时间一般应为5 h~8 h,预发泡珠粒熟化时间控制不严,模片尺寸变形很难控制。制模前应检查模具排气塞是否畅通.充料气压是否达到0.05 MPa以上,否则将影响充料的饱满程度,降低模片的强度,使模片在熟化时和在后续工序产生变形。
设定珠粒预发泡质量卡增加珠粒熟化时间,设专人定时检验,定期清理、更换透气塞。
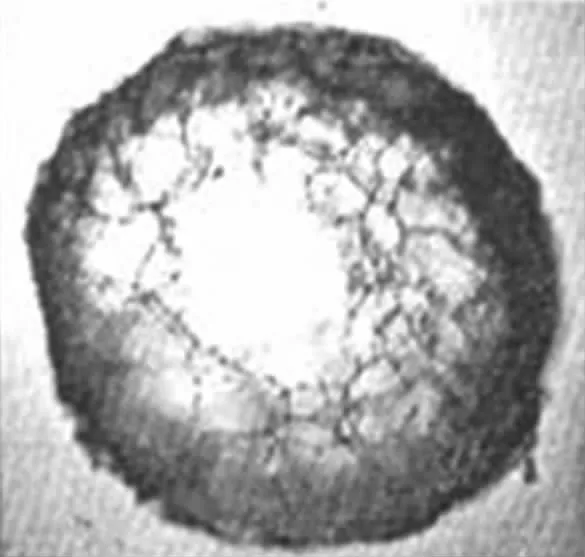
图1 预发后不正常的珠粒
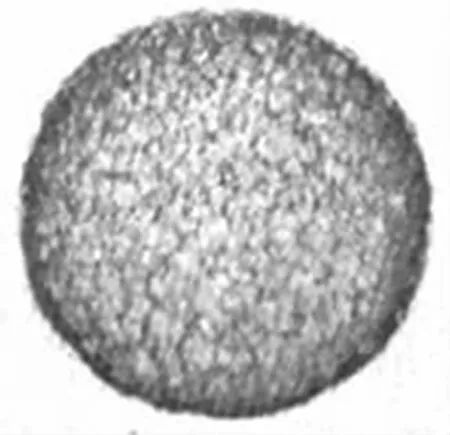
图2 预发后正常的珠粒
3)制模时使用较高的蒸汽压力可减少模片熟化的收缩量。控制模具压模时模片成型后的冷却程度。取模前要使模片充分冷却至60℃以下,模片成型终止,以得到尺寸稳定性较好的模片,防止取模时模片变形。通过试验最佳冷却时间,最终参数由设备自动控制,模具表面定期涂抹脱模剂。
4)制模工人取模时用力不当可使模片产生变形;取模后的模片部分温度不均匀,温度的骤降可使模片在放置过程中产生变形。所以取出的白模用专用压板固定、校正一段时间后方可转序熟化,如图3。
2.4 粘结组合工序
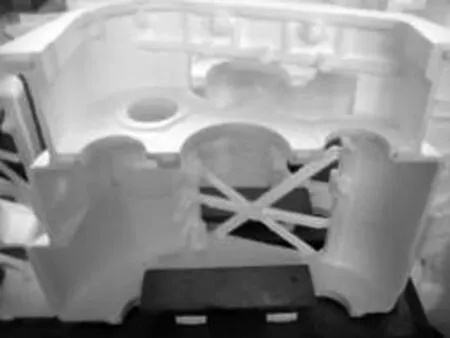
图3 变速器壳体白模

图4 连接壳体白模
1)黏接剂的质量直接影响黏接的质量。粘接前,模片分模面打磨要平整垂直。粘接时用力轻而均匀。
2)对结构不紧凑、刚性低的(薄壁)铸件,粘接组合时可加设工艺支撑,以提高模型的刚性。如图4。
3)组合完成后放置合理,防止模片受力不匀而产生变形。采用专用的模片转运架,防止转运过程中模片受挤压而产生变形。
2.5 浸涂
上涂料时选择合适部位使模片内外同时浸入涂料中。避免模片口面上下受力导致变形。
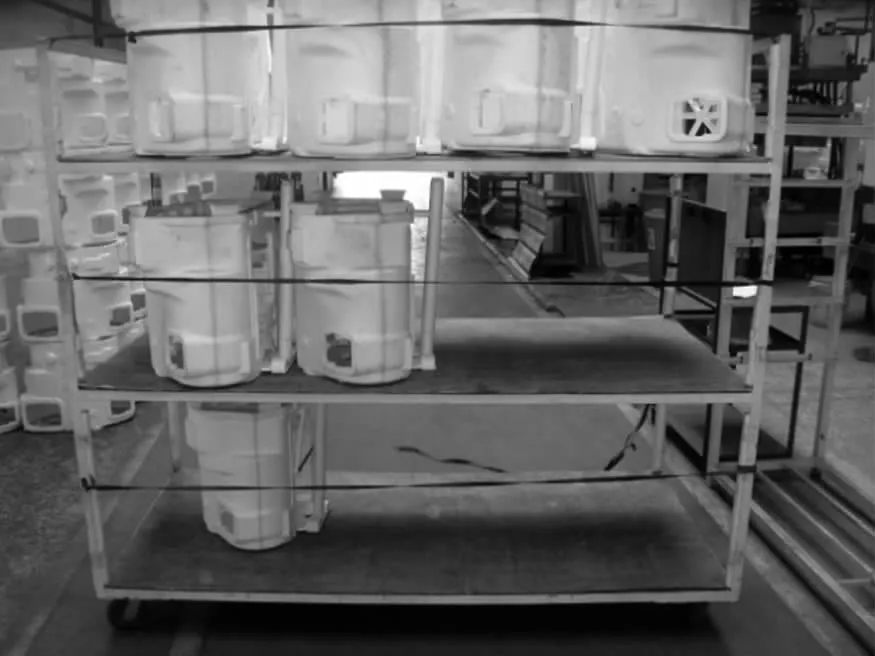
图5 壳体类模片专用转运架
涂层厚度要适当。涂料层能增强模片的表面强度,可防止搬运过程中模片变形。搬运使用专用运输架,可防止运输过程中因为碰撞而造成的模片变行。
薄壁模片挂涂料后烘干过程的控制是保证铸件尺寸的关键环节之一。烘干温度不宜过高(控制在50℃~55℃),受热应均匀,防止局部脱水过快而变形。同时采用合理支撑等工装,限制易变形部位。
烘干时要合理放置,防止模片受力不匀而产生变形。
3 结束语
针对具体情况。有选择地采取合理的工艺措施,细化工艺纪律并严格执行,细化操作规范,铸件变形不仅可得到控制,而且可以提高铸件尺寸精度。
[1]袁东洲,孙家聚,高修启,王张龙.控制消失模铸件变形的工艺技术措施[J].现代铸铁,2007(1):72-73.
[2]高成勋.变速箱箱体消失模铸造的缺陷分析及控制[J].铸造设备与工艺,2009(6):18-19.
[3]魏军田.消失模白区工艺的探索与研究[J].机械研究与应用,2010(3):55-57.