简易清梳联技术改造实践与探讨
2011-01-19沈健宏赵志华
沈健宏,赵志华(, )
随着劳动密集型企业用工的紧张,工资上涨等因素,对企业进行技术改造,从而达到减少用工,降低用电量的趋势已势在必行。当今,随着清梳联技术的大面积推广和应用,江苏大生集团利用原有的清梳设备,取消成卷设备,加装输棉风机和自动供棉机,运用管道联接和电气控制,实现连续式喂棉及整线自动化运行,形成了一条简易清梳联生产线,取得了高产、高效、高质量的良好效果。下面将有关技术改造的情况介绍如下:
1 清梳联技术改造思路
在对传统清梳设备改造为简易清梳联的过程中,遵循“既减少用工、节省能耗,又提高产、质量”的原则,同时优化FA224梳棉机原先的设计。具体思路如下:
(2)把原来厂家所设计的不合理程序进行了优化。其一,把原来梳棉定长达到后不落桶即停车,改为现在达到定长后虽不落桶,但转为慢车,等挡车落桶后清零即可开快车。这样降低了对挡车工的素质要求, 同时减少了断头和回花,还节约了生头时间,提高了效率;其二,当吸尘负压表起作用时,整部梳棉机全部关车,相当于急停起作用,而锡林有惯性转动,盖板花照出而出现缠绕盖板清洁辊,以致重新开车导致清洁辊损坏,严重时出现火警等后果,而我们将其改为负压表起作用后只停道夫并停止给棉,这样锡林正常运转而后面的清洁辊也照样运转,虽说负压开关起作用,但滤尘只要没停,它仍有负压,盖板花同样能被吸走,管道及清洁辊也就不会绕花,发生火警的概率也大大降低。
(3)由于将FA224从成卷改成清梳联,清梳联要求连续供棉,并且越平稳,生条质量就越高,条重也就越稳定。我们改进了FA106棉箱的棉量控制,即控制FA106进棉使得棉仓储量始终处于平稳满仓的状态,这样控制给棉罗拉的转速才能达到控制出棉量,使得输棉管道内的棉量在可控的状态,即管道内棉量稳定,压力稳定。
(4)采用了T形分配器,把16台梳棉机分成了两排,从中间供棉。由于厂家的T形分配器采用了两片活门来控制,效果不太理想,容易在风门处挂花,而且粘胶纤维容易粘连,后来,我们通过在管道内安装一个控制圆弧来控制棉量,它既平稳可靠,又不容易挂花。这样管道内的棉量得以平稳、定量、两条线一致。
2 技术改造实施
2.1 改造方案
原清梳设备为FA002A圆盘抓棉机、A035B混开棉机、FA022-6多仓混棉机、FA106B开棉机、FA046A振动棉箱、FA141A成卷机、FA224梳棉机等。现根据本企业纺纱原料及生产品种特性,去除FA046A振动棉箱、FA141A成卷机,安装了输棉风机、输棉管道和CF-940自动供棉箱,从而形成了一组简易清梳联生产线。
2.2 改造前后的工艺流程对比
改造前工艺流程:圆盘抓棉机(FA002A)→混开棉机(A035B)→开棉机(FA106B)→振动棉箱(FA046A)→成卷机(FA141A)→(棉卷喂入)梳棉机(FA224)
改造后工艺流程:圆盘抓棉机(FA002A)→混开棉机(A035B)→多仓混棉机(FA022-6)→开棉机(FA106B)→输棉风机→自动供棉箱(CF-940)→ 梳棉机(FA224)
2.3 改造后优势分析
2.3.1构造优势
借助于输棉风机、输棉管道、自动供棉箱,把原来清梳两个工序有机连接,组成一个连续化、自动化、信息化的生产线。
不可否认,辨识模式或规律的题目提供一种归纳思维的训练,适当的练习一些是有益的.问题在于难度的掌握和所占的比重.有些题目过于复杂,不但多数年幼的孩子无法招架,连教师和家长也被搞得一头雾水.再者,取消更为重要的算术内容,来年年重复这样的训练,实在得不偿失.
2.3.2工艺优势
取消了成卷,无需储卷,减少了设备占用面积,取消了落卷、储卷、运卷、梳棉换卷、搭接头等人为操作,避免了由于在清棉机成卷时的紧压和在梳棉机上退卷时对棉层的粘连,以及换卷搭接时造成的不匀,避免了棉卷重复处理所带来的纤维损伤与杂质分裂,有利于提高清梳半制品的质量。再加上清梳联依靠电子控制技术,采用混合环控制的自调匀整系统,从而大大提高了输出棉条的均匀度。
2.3.3节能优势
由于去除了振动棉箱和成卷机,减少装机容量36.5 kW,同时减少维修费用和停产时间,起到节约用电效果,耗电量降低明显;节省用棉,减少回卷提高制成率3%左右。取消了清棉挡车工、运卷工,节省了劳动力,用工可以减少70%;由于清梳联从清花到梳棉均以管道密封连接,使粉尘细杂无法向机外散发,减少了车间粉尘含量,车间粉尘含量比传统棉卷工艺降低62.5%,车间含尘量可以达到1.1 mg/m3。
2.3.4经济优势
新置清梳联约需投资400万元,而简易清梳联改造仅需投资112万元左右(1套清棉配16台带自调匀整装置的梳棉机),可大幅度节约投资。新置清梳联从采购到安装调试投产,至少需要3个月以上时间,需要工时442工,而改造仅需20天,只需要工时32工,时间上至少可以缩短70天,用工上至少可以节约410工,节约人工费63,960元。根据初步测算,实施简易清梳联改造,一年就可以收回投资。
3 技术改造效果
根据FA224梳棉设备的结构与生产实际需要,由盐城金大公司与江苏大生集团双方技术人员的共同努力,协同作战,通过边试边改边完善,反复探讨,终于圆满完成了1配16台的简易清梳联改造工作。经过较长时间的生产运转表明,该套清梳联设备达到了纺纱质量稳定、产量提高、用工减少、消耗减少的良好效果。因投资少,见效快,特别适宜棉纺织厂老厂改造项目,符合推进行业节能减排和淘汰落后工作要求。具体情况介绍如下:
3.1 成纱质量提高
由于改造流程中使用了先进的连续喂棉装置和自调匀整装置,从而有效地保证了生条的重量不匀率。同时取消了落卷、运卷、换卷搭结头等人为操作,避免了人为因素造成的质量波动,成纱CVmb也有所降低。由于梳棉机车速加快,生条棉网棉结略有增多,但成纱棉结没有明显变化。表1为改造前后梳棉理论台时产量、生条质量及成纱质量对比情况。
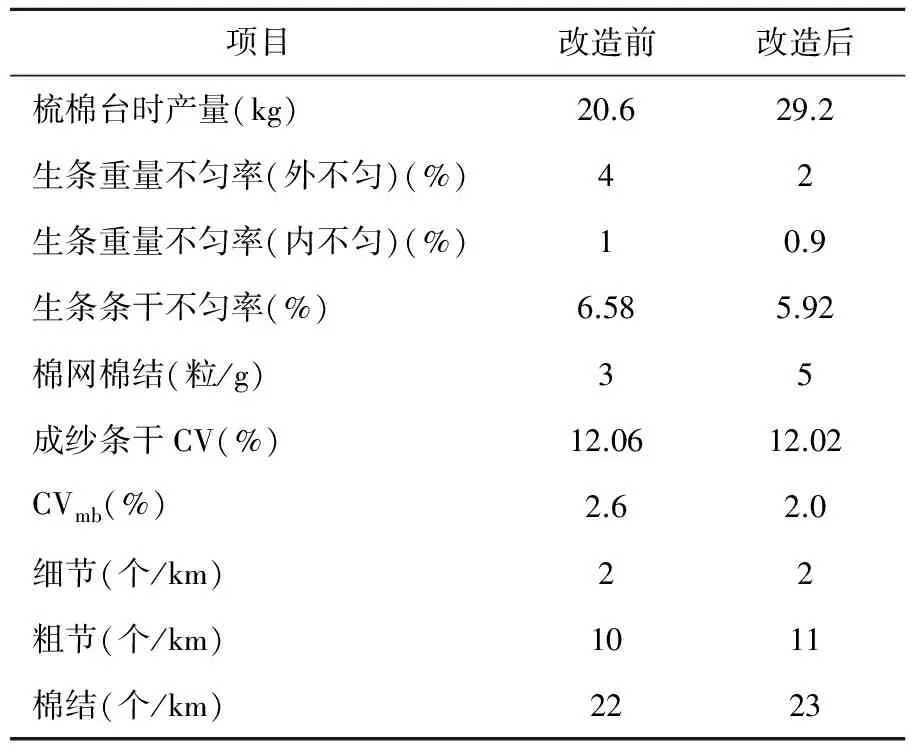
表1 改造前后梳棉产质量情况对比表
3.2 产量提高
简易清梳联使清花给棉在不间断的情形下开棉更充分,促进整体运转率大幅度提高,梳棉机输出速度由原来的65 m/min,提高到90 m/min,从而使其产量提高了30%,跟原有设备相比较,每台套设备全年可节约电费约26万元。
3.3 减少用工
改造前,每班清花、梳棉用工2.5人,三班共7.5人;改造后,每班仅需0.73人,三班只需2.2人,减少用工70%。这样,每年可节约用工费用约16万元左右。
3.4 节能
3.4.1装机容量减少,由于改造后清花部分取消了振动棉箱、成卷机及滤尘机,减少了36.5 kW的装机容量;但增加了16台自动供棉箱,装机功率增加18.32 kW,整体减少装机功率18.18 kW,所以每年可以节约电费支出约12.5万元。
3.4.2制成率提高,清梳联由于避免了退卷时棉层的粘连,以及换卷搭接时造成的头尾废棉层,减少回卷率3%,制成率提高了3%;由于改造后清梳联清花部分的故障率大幅下降,使运转效率得到了提高。从而可节约综合费用约5万元。
3.5 减少维修费用
清梳联改造后,去除了清花系统中最易发生故障、最难调整、坏件最多的成卷机,这样相应的减少维修工作量、维修费用和停产时间。减少维修费用(人力及设备机、物、料消耗)达7万元。
4 结语
利用原有的清梳设备,取消成卷设备,加装输棉风机、输棉管道和自动供棉机,改造成简易清梳联生产线是切实可行的。它简化了传统开清棉梳棉工艺路线,减少了设备占用面积,运用管道联接和电气控制,实现了连续式喂棉及整线自动化运行。由于改造后使用了先进的连续喂棉装置和自调匀整装置,从而真正有效地保证了生条质量,梳棉单产提高了30%,装机容量减少35%,清梳用工减少70%,效果明显。
