多色立体珠光特种复合印花工艺实践
2011-01-19纪德峰70技师学院703
文 磊,纪德峰,颜 奇 , 耿 玲 (., 70;.技师学院, 703)
珠光印花是一种特殊效果的印花方式,凭借独特的珍珠光泽,在众多的印花方式中独树一帜,深受消费者喜爱。而目前市场上的珠光产品颜色单一,缺乏层次感,影响了珠光产品的进一步发展。我公司研发小组通过对发泡印花在服装面料上的应用得到启发,将珠光印花技术和发泡印花技术有机结合,在织物表面印制出了具有立体浮雕效果和珍珠光泽的新型服装面料,增加了产品的附加值。
1 生产材料及工艺流程
1.1 生产材料
坯布:24.3/24.3 283/236 137cm纯棉平布
18.2/18.2 323/323 137cm纯棉平布
14.6/14.6 378/378 137cm纯棉平布
染化料:IBN染料,珠光颜料,珠光银白浆,发泡浆。
花型设计:自主设计的立体珠光蜡染花型。
1.2 工艺流程
翻布 → 烧毛 → 氧浴宝一浴法前处理 → 丝光 →白布打卷→ 辊筒印蜡 → 染主色 → 物理化学褪蜡及水洗 →花布打卷 →珠光发泡立体印花→ 高温焙烘固色 → 柔软厚实整理 → 轧光 → 开剪定等 → 成包
2 工艺实践
多色立体珠光特种复合印花产品花型设计,在具有浓郁非洲特色的花型中引入立体珠光印花闪烁图案,使花型具有立体、活泼、闪耀的时尚元素。通过研究珠光粉、银白珠光浆、珠光粘合剂,提高各组分的相容性、耐酸碱性、耐高温性,使制成的色浆具有良好稳定性、流变性,提高色浆平滑性,控制粘合剂成膜速度,减少生产过程中出现的粘、堵网现象。结合发泡印花技术,研究发泡与珠光共印中珠光的色变,发泡凹凸感的控制等,突出真蜡花型的浮雕效果。
2.1 图案设计及花版制作
该产品花型采用电脑CAD图案设计系统,结合蜡染花布的特点及非洲消费者的审美特点进行设计,在平花型上勾勒出立体轮廓或突出重点部位给人以浮雕效果,以分散小花型为主,给人以刺绣般感觉。
在制版工艺上将珠光其他花型做分线处理,预留印制时珠光粉的铺浆空间;发泡的点线花型与珠光粉做罩印工艺。珠光花型制网网目选择是根据图案的精细度进行的,一般珠光粉选择40~60目网,提高珠光粉的透浆量,提高遮盖率。发泡浆一般选用60目网,在保证一定给浆量的同时,保证立体图案的精细度。所有制网均采用喷蜡、喷墨工艺,以提高制网精度。
2.2 珠光粘合剂的优化
珠光印花粘合剂的选择,直接影响珠光产品的刷洗、摩擦牢度,同时对印制的流畅性也有关键影响。在配制珠光分色浆时,由于珠光粉粒度、形状和一般涂料有很大区别,珠光粉的色牢度相对较差,因此要求粘合剂的含固量要高,比一般粘合剂粘稠,在布面上形成较厚的印膜,否则就不能得到足够的粘着力。同时粘合剂要具有经日晒后不泛黄,且耐酸碱、耐溶剂,成膜清晰透明,手感柔软,皮膜厚度均匀、光滑、不影响珠光粉的光泽等特点。根据以上要求,我们对多家公司的粘合剂进行了优选试验。我们选用高含固量的丙烯酸树脂乳液粘合剂,该粘合剂用量较小,自交联型,在焙烘过程中能较快与织物形成网状结构薄膜,有利于固着珠光粒子,各项牢度指标都能达到要求。
在配制色浆时加入渗透、乳化性能的表面活性剂,提高色浆的稳定性。同时色浆中加入流体改性剂和消泡剂,流体改性剂能增加色浆的流变性和平滑性,解决多色珠光同印的粘网问题。消泡剂能消除色浆在运动中剪切力作用下产生的气泡,减少色浆发泡造成的出浆不良,提高透网率。
2.3 珠光粉目数的选择
我们广泛收集各生产厂家的珠光粉,使用不同工艺对比试验,在亮度、遮盖力、手感、透网性几方面综合对比(见表1)。结果表明珠光粉的色牢度和耐磨性等指标随目数的增加而提高,而亮度和遮盖力随目数的增加反而降低。根据实验结果,我们选择了600目的云母钛珠光粉。
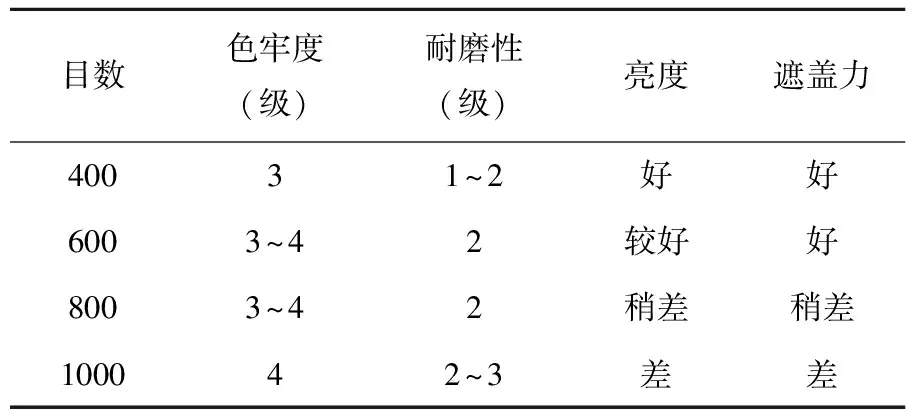
表1 珠光粉不同目数比较表
2.4 发泡浆与珠光浆共印工艺研究
发泡印花主要是利用发泡浆在织物上印花,经过烘烤加热等处理,使印花图案发泡凸起,富有立体感。
2.4.1发泡印制工艺的确定
为确保发泡立体效果,工艺试验小组对发泡浆的发泡高度及发泡浆与珠光印花的匹配性进行筛选实验发泡浆用量比较见表2。由表2我们发现发泡浆的用量对发泡效果影响较大。发泡浆用量越高,发泡效果越好,但和珠光粉压印后,发泡过高会影响珠光粉色泽。
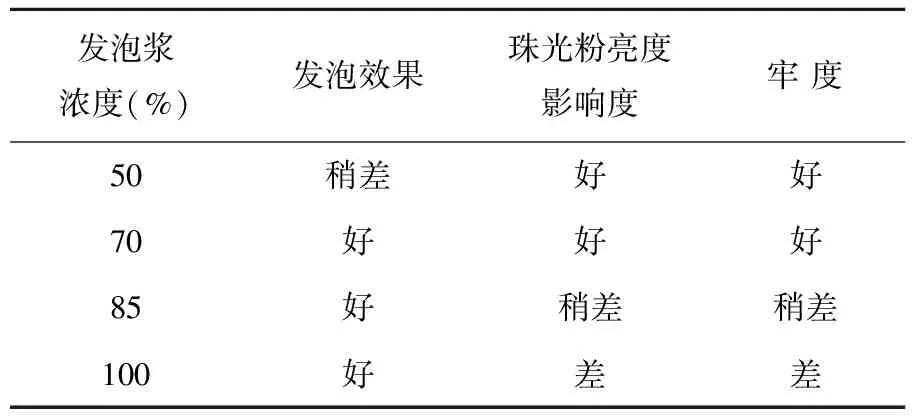
表2 发泡浆用量比较表
经过不同浓度发泡浆的试验,确定了发泡浆的用量为70%时既能满足发泡效果又不影响压印珠光粉的亮度。
印花工艺对立体珠光效果也至关重要。第一给浆量越高,发泡效果越好。综合对比我们选择了40~60目镍网,即保证了给浆量,又保证了整体印制效果;第二印花后烘干是发泡印花的关键:温度低,时间短,发泡效果不理想,后续焙烘对发泡效果不再起作用;温度高,时间长,发起的泡也会受温度影响而产生消泡效果。经过试验和实际生产,我们摸索出了一套较为成熟的烘干工艺:烘房温度140℃,烘筒温度98~100℃,用车速来控制烘干时间,车速在20~22 m/min,下机发泡效果最好。
2.4.2焙烘工艺条件
多色珠光立体特种印花产品是发泡印花和珠光印花的有机结合,在焙烘时,如果温度高、时间长会影响发泡效果,但如果温度低、时间短则会影响珠光粉牢度。为此我们在焙烘时间、温度上对多色珠光立体特种印花产品的色牢度、亮度及发泡效果等做了一些试验对比。试验结果见表3。
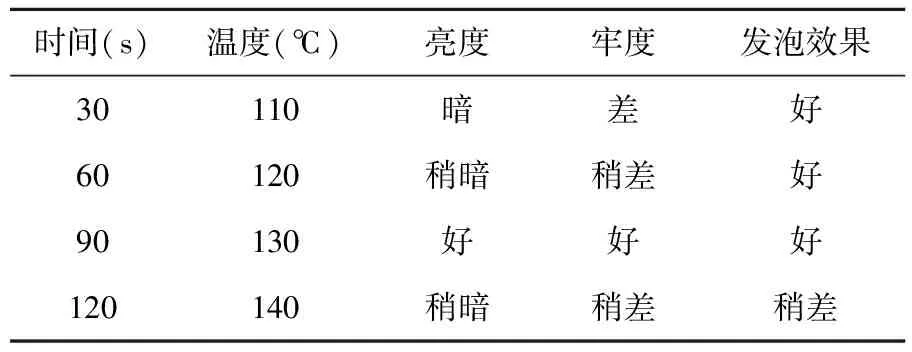
表3 焙烘温度 时间对发泡珠光效果的影响
根据试验结果,我们确定焙烘工艺条件为:130℃、90 s。
3 结论
3.1多色珠光立体特种印花产品是在非洲蜡染产品的基础上,结合珠光印花和发泡印花工艺的成功经验,开发设计出的新产品。该产品具有珠光靓丽、花型立体浮雕效果突出等特点,产品推出后,满足了非洲消费者对立体蜡染产品的需求,受到了广大消费者的青睐,目前工厂已批量生产。
3.2该产品的开发,实现了多色珠光与发泡共同印花一次完成的创新工艺,具有节能降耗、提高生产效率的优势,减少了资源的消耗,实现了低碳经济,是行业实现节能降耗、提高产品档次的创新工艺。