HRB400热轧带肋钢筋盘条无屈服现象问题的解决方法*
2011-01-18陈兴银
陈兴银
(云南德胜钢铁有限公司轧钢厂,云南 禄丰 651200)
HRB400热轧带肋钢筋盘条无屈服现象问题的解决方法*
陈兴银
(云南德胜钢铁有限公司轧钢厂,云南 禄丰 651200)
分析了在高速线材生产线上生产HRB400热轧带肋钢筋盘条过程中出现力学检验时应力-应变曲线无明显屈服现象问题的原因,据此调整生产工艺后,成功解决了这一问题的方法。
HRB400热轧带肋钢筋盘条;屈服现象;位错密度
为降低HRB400热轧带肋钢筋盘条的生产成本,云南德胜钢铁有限公司决定采用不添加微合金元素的钢坯开发细晶HRB400热轧带肋钢筋盘条,但生产中出现钢筋力学检验时,应力-应变曲线无屈服 (连续屈服)的现象,经过分析研究,问题得到成功解决。
1 生产工艺设备及要求
1.1 工艺流程
主要工艺流程:
连铸钢坯加热→粗中轧机轧制→预精轧机轧制→轧件控温水冷→精轧机轧制→水冷→斯太尔摩风冷线冷却→集卷→P-F线→打包→称重、入库
1.2 主要设备
主要设备包括步进梁式加热炉、φ550×4、φ450×4、φ350×6牌坊式轧机,及φ285×4悬臂轧机,顶交45°无扭高速线材轧机、预水冷箱,水冷箱,吐丝机,斯太尔摩风冷线等。
1.3 对钢坯成分及钢筋性能的要求
对HRB400热轧带肋钢筋盘条的成分与性能要求见表1.

表1 HRB400热轧带肋钢筋盘条的成分与性能要求Tab.1 The composition and performance requirements of HRB400 hot rolled steel wire rod
2 生产中存在的的问题及其分析
2.1 存在的问题
生产中存在的主要问题是对生产出的钢筋进行力学检验时,钢筋应力-应变曲线图上无明显的屈服平台,虽然GB1499.2-2007《钢筋混凝土用钢第二部分:热轧带肋钢筋》规定,对于没有明显屈服强度现象的钢筋,可以用规定非比例延伸强度(Rp0.2)代替,但是,由于Rp0.2通常采用常规平行线法、滞后环法和逐步逼近法找屈服点,而这三种方法找到的屈服点均较真正的钢筋屈服点低,不能真实反映钢筋的屈服强度,同时,大量用户不接受钢筋应力-应变曲线图上无明显的屈服平台这一事实,解决钢筋无屈服现象变得刻不容缓。
对无屈服现象的钢筋盘条取5个样进行检验,见表2,钢筋组织主要为铁素体+珠光体+贝氏体,晶粒度等级在12~13级,钢筋表层与中间的组织基本相同,部分试样钢筋横肋处存在魏氏组织。

表2 无屈服现象钢筋力学性能及金相组织分析结果Tab.2 Mechanical property and metallographic structure analysis results for reinforcing steel bar without yielding phenomenon
从检验结果看,无屈服现象的钢筋试样均有一个共同点——均有超过20%以上的贝氏体组织。见 (图1、图2)

2.2 钢筋盘条无屈服现象原因分析
低碳钢中出现的屈服现象,是位错与溶质原子的交互作用在钢筋力学性能上的强烈反应。钢筋在受力前,钢中微量的C、N等固溶间隙原子在位错线上聚集并形成气团,对位错产生强烈的拖曳、钉扎作用,同时,钢筋受力前位错密度也较小;钢筋检验拉伸时,在外力足够大时,钢筋的位错被启动,此时,在应力—应变曲线图上出现上屈服点,位错启动后,摆脱了气团对他的拖曳、钉扎并大量繁殖,位错密度增加,位错运动所需的外力显著下降,并形成下屈服点,而当运动位错密度增加引起强烈的位错交互作用时,屈服结束并进入硬化过程(如图4)。
屈服现象的明显程度决定于位错密度的高低,当钢中贝氏体含量较高时,因贝氏体的亚结构是位错,晶体中的位错密度也较高,强化作用较大,受力时位错之间的相互作用强烈,应变硬化的行为突出,所以含贝氏体较多的钢屈服现象不明显 (如图3)。

图3 无明显屈服的应力-应变曲线图Fig.3 The stress-strain curve without obvious yielding
根据资料介绍[1],只要将钢筋中的贝氏体含量控制在5%以下,钢筋就会有明显的屈服现象(如图4)。
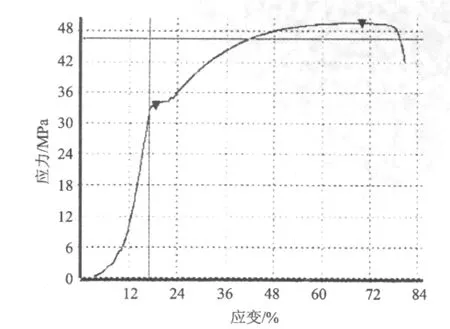
图4 有明显屈服的应力-应变曲线图Fig.4 The stress-strain curve with obvious yielding
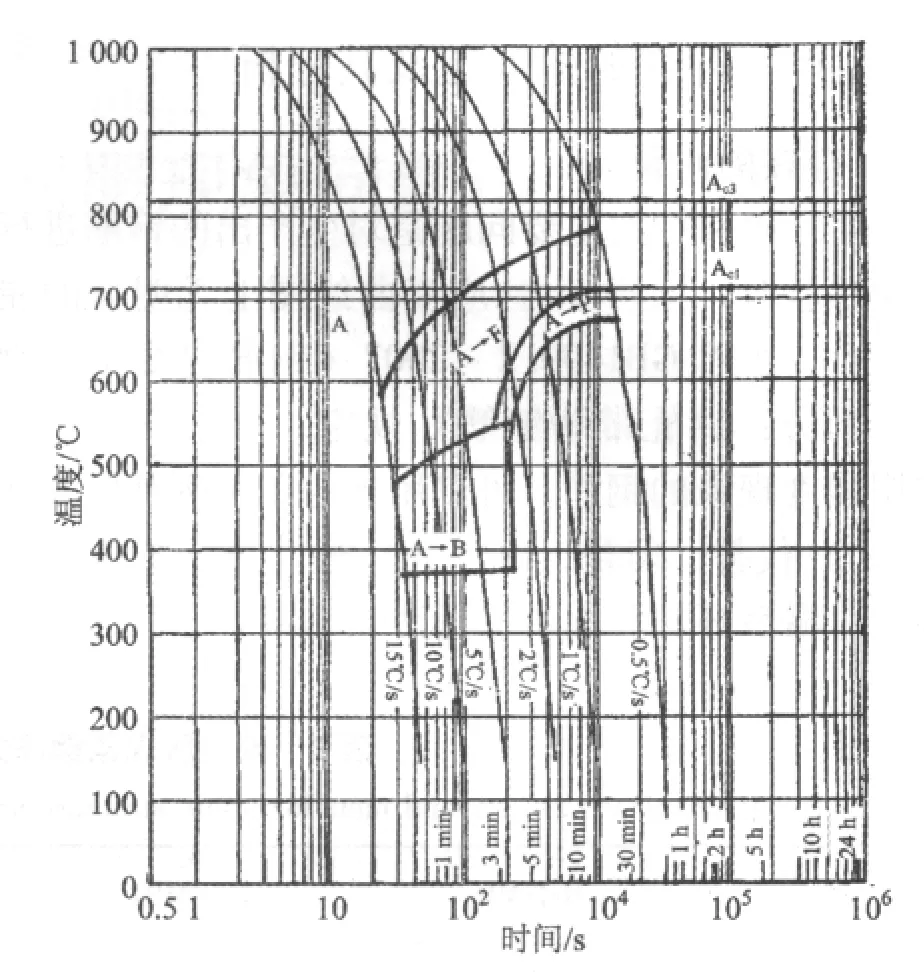
图5 20 MnSi钢1050℃终轧时的动态CCT曲线[2]Fig.5 The dynamic CCT curve for 20MnSi steel lastly rolled at 1050℃
对钢筋的动态CCT曲线 (图5)分析后认为,钢筋中出现大量贝氏体的原因是相变区冷却速度过快,奥氏体向珠光体转变没有充分进行,引起奥氏体在较低温度下转变为贝氏体,造成钢筋组织中出现大量贝氏体组织,钢筋横肋处存在魏氏组织也间接证明了相变区冷却速度过快。
2.3 无屈服现象问题的解决方法
针对分析出的原因,确定了生产HRB400热轧带肋钢筋盘条的生产工艺,首先,要严格控制钢坯的加热温度;其次,要控制好轧制过程中轧件的温度,尤其是要控制好轧件进入精轧机的温度以保证终轧温度受控,终轧结束,立即启动水冷设备对钢筋进行冷却,以防晶粒在精轧期间和终轧后长大,吐丝后要对钢筋进行快速风冷,钢筋表面温度降至600℃左右采用保温缓冷,以保证有足够的珠光体转变时间并有足够的珠光体生成,同时降低位错密度及内部应力;由于冷却速度低,充分抑制了钢筋组织中贝氏体组织的生成,既保证钢筋的力学性能合格,又使钢筋中的贝氏体含量低于5%,保证钢筋力学检验时,不会出现无屈服现象。
经过几次试验,最终找到了在高速轧机生产线上生产HRB400热轧带肋钢筋盘条的工艺参数,即:
1)钢坯出炉温度控制在950±50℃;
2)轧件进精轧机温度控制在900±50℃;
3)终轧后立即水冷,保证吐丝温度 (φ6控制在920℃左右,φ8控制在900℃左右、φ10控制在820℃左右、φ12控制在760℃左右);
4)吐丝后立即快速风冷,至盘条温度冷至600℃左右停止风冷,盖保温罩缓冷。
2009年至今,公司轧钢厂共生产HRB400热轧带肋钢筋盘条53万余吨,全部产品屈服强度≥435 MPa,抗拉强度≥600 MPa,钢筋力学检验时所有试样均出现明显的屈服平台,上、下屈服点清晰可辨。
3 结语
1)HRB400热轧带肋钢筋盘条无屈服现象的原因是相变区冷却速度过快,产生大量贝氏体组织造成的。
2)严格控制轧件开轧温度、进精轧机温度、吐丝温度及风冷速度,并在600℃左右停止风冷,盖保温罩缓冷可提高钢筋性能,降低钢筋位错密度及内应力,并避免贝氏体生成,解决钢筋盘条无屈服现象的问题。
3)在高速轧机线材生产线上生产HRB400热轧带肋钢筋盘条无需采用微合金化钢坯。
[1]林宴民.CONSTEEL电炉生产的小型连轧螺纹钢屈服不明显现象的研究 [J].钢铁,2004,39(1):51-54.
[2]李曼云,孙本荣.钢的控制轧制和控制冷却技术手册 [M].北京:冶金工业出版社,1990.
Solution for Yielding Losing of HRB400 Hot Rolled Steel Wire Rod
CHEN Xing-yin
(Rolling Mill,Yunnan Desheng Iron& Steel Group,Lufeng,Yunnan 651200,China)
he reason of no obvious yielding phenomenon during the stress-strain test for HRB400 hot rolled steel wire rod from high - speed wire production line is analyzed,which is dissolved successfully after the adjusting of production process.
HRB400 hot rolled steel wire rod;yielding phenomenon;dislocation density
TG113.25+3
A
1006-0308(2011)05-0050-04
2011-04-18
陈兴银 (1968-)男,云南武定人,工程师。
