编烟机机构设计对编烟效果的影响
2011-01-15连长伟彭小冬陈明建李跃武
连长伟,彭小冬,陈明建,李跃武
1.福建省烟草公司,福州市北环中路133号福建烟草大厦350002
2.福建工程学院,福州市闽候上街大学城学院路3号福建工程学院H1350108
烟叶烘烤前的手工编烟费时、费力、效率低,严重影响了烟叶烘烤的进度。随着密集式烤房的大面积推广,烟叶烤前编烟已成为影响烟叶生产进一步发展的制约因素之一[1]。为了提高编烟效率、降低劳动强度,研制了编烟机样机。通过两年的试验示范,发现编烟机在编烟过程中仍存在断叶、掉叶、断柄、漏针、编烟质量不稳定等问题,为此,对编烟机进行了结构优化设计,并对比分析了编烟机主要机构的优化设计对编烟性能指标(断叶率、掉叶率、断柄率及烤后质量)的影响,旨在优化编烟机结构,提高编烟质量和效率。
1 材料与方法
1.1 供试设备
连续行走与间歇行走式编烟机各1台,旋转钩针结构、摆动钩针结构编烟机各1台,针距分别为2,3,4 cm的编烟机各1台,平面托盘架、3 cm和6 cm定位侧铺烟叶托盘架各1台。
1.2 试验基本情况
试验于2009年4月至9月,分别在三明市泰宁试验站、武夷山市兴田镇南岸现代烟草农业示范园区进行,供试品种为K326。
1.3 试验设计
分别对不同钩针结构、行走方式、针距及铺烟方式进行对比,选用相同部位、质量和数量的鲜烟叶进行试验。将经编缝的烟叶放在烤房同一层两侧的相同位置,按三段式烘烤工艺进行烘烤。
1.3.1 钩针结构对比
设计旋转钩针机构和摆动钩针机构两处理,分别测定两种钩针结构的掉叶率与漏针率。
1.3.2 行走方式对比
设计连续行走与间歇行走两处理,分别测定两种行走方式的断叶率和断柄率。
1.3.3 针距对比
设计针距分别为2,3,4 cm 3个处理,分别测定3种针距的断叶率、掉叶率和断柄率。
1.3.4 铺烟方式对比
设计自然平铺、3 cm定位侧铺和6 cm定位侧铺3个处理,分别测定断叶率、断柄率、铺烟速度和烤后质量。
1.4 测定方法
断叶是指在编烟过程中由于机针扎到叶柄造成烟叶主脉折断。断叶率是指烟叶完成编竿后,摇动整竿烟叶时掉落的断叶片数占总烟叶片数的比例。
掉叶是指由于编缝烟叶时缝扎烟叶不够紧,在烘烤过程中烟叶脱水凋萎后烟叶因重力作用而掉落。掉叶率是指烘烤结束后,烟叶掉落到地上或竿上的烟叶片数占总烟叶片数的比例。
断柄是指烤干的烟叶因下烤解竿而造成叶柄与叶片分离。断柄率是指烟叶解竿时,掉落叶柄个数占烟叶总片数的比例。
2 结果与分析
2.1 钩针结构对编烟效果的影响
由表1可知,采用旋转钩针的编烟机在烘烤过程中的掉叶率为0.24%,在编烟过程的漏针率为0.0022%,而采用摆动钩针的编烟机在烘烤过程中的掉叶率为0.02%,在编烟过程的漏针率为0.0089%,可见,钩针结构对掉叶率和漏针率有较大影响,旋转钩针掉叶率明显高于摆动钩针,这主要与捆绑烟叶的松紧有关,采取旋转钩针结构编烟机,烟叶捆绑较松,烘烤过程中容易掉叶,见图1。
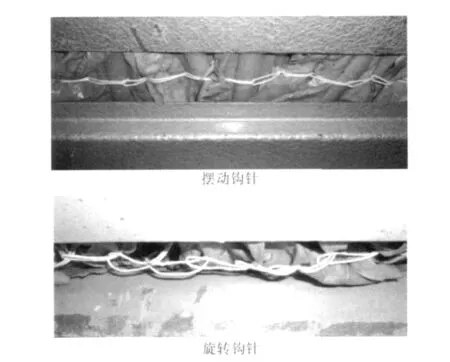
图1 不同钩针结构的编烟效果
2.2 行走方式对编烟效果的影响
由表2可知:采用连续行走方式的编烟机在编烟过程中的断叶率为1.86%,在解竿过程的断柄率为4.96%,而采用间歇行走方式的编烟机在编烟过程中的断叶率为0.67%,解竿过程的断柄率为2.9%。可见,不同行走方式对断叶率和断柄率影响也较大。采用连续行走方式的编烟机机针扎入叶柄的同时仍有横向运动,此时叶柄已被压杆固定,由于编烟机机针编缝行程长,步距大,机针的横向运动对叶柄的损伤较大,易造成烟叶断叶和断柄。

表1 摆动钩针与旋转钩针对比(%)
2.3 针距对编烟效果的影响由表3可知,针距为2,3,4 cm的编烟机在编烟过程中的断叶率分别为0.96%,0.67%和0.005%;在烘烤过程中的掉叶率分别为0.03%,0.02%和0.43%;在解竿过程中的断柄率为3.7%,2.9%和0.45%。可见,针距越大,在编烟过程中的断叶率越低,烘烤过程的掉叶率越高,在解竿过程的断柄率越低。针距小,每杆扎针数多,行走速度慢,机针扎中烟叶的概率提高,编烟过程的断叶率和解杆过程断柄率升高;当针距大时,每杆扎针数少,行走速度快,机针扎中烟叶的概率低,编烟过程断叶率低,但每针捆绑烟叶数增加,叶柄干燥后烟叶更容易掉落。
2.4 铺烟方式对编烟效果的影响
由表4可知,断叶率、断柄率自然平铺最高,3 cm定位侧铺最低,分别为0.67%,2.9%;铺烟速度自然平铺和6 cm定位侧铺较快,3 cm定位侧铺最慢;烤后烟叶质量定位侧铺与手工编烟无明显差异。可见,通过采用定位槽和改进托盘结构,在托盘架上将烟叶自然平铺改为定位侧铺,烟叶断柄率、断叶率均大幅度降低,烟叶在烘烤过程中能够正常卷筒,烤后烟叶质量与手工编烟无明显差异。

表2 不同行走方式的编烟效果对比(%)
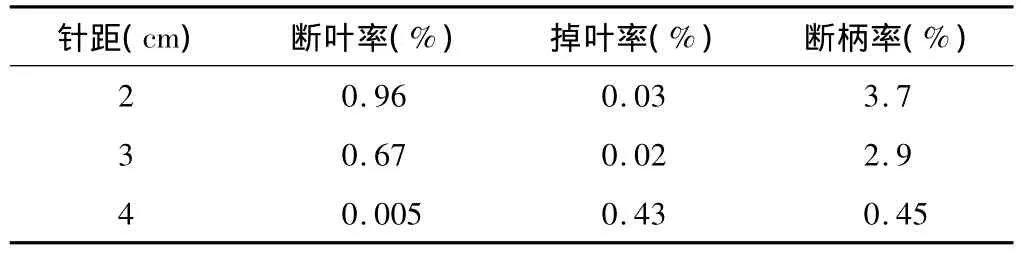
表3 不同针距的编烟效果对比
2.5 编烟机与手工编烟的工效对比分析
由表5可知,就编烟速度而言,编烟机的编烟速度快于手工编烟,为每人每杆20 s;手工编烟速度较慢,为每人每杆300s。但与手工编烟相比,机械编烟增加了铺烟环节,每人每杆铺烟平均约为180 s。解杆速度方面,编烟机每人每小时可以解烟杆95杆,较手工解杆工作效率提高了3.17倍。
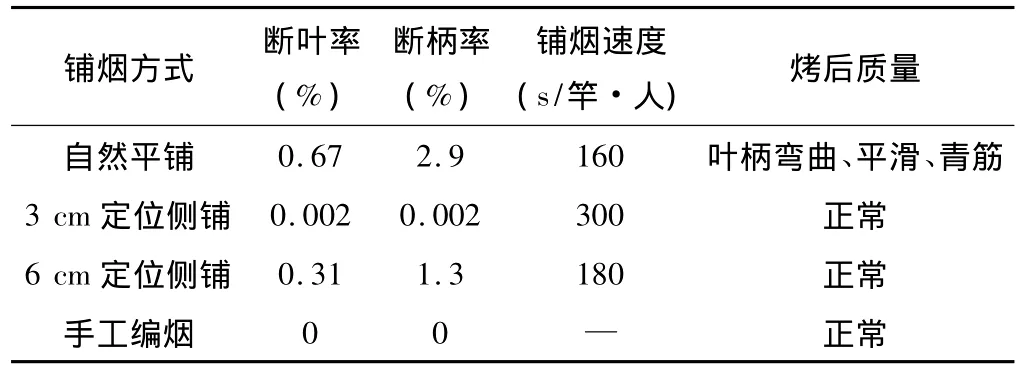
表4 不同铺烟方式的编烟效果对比
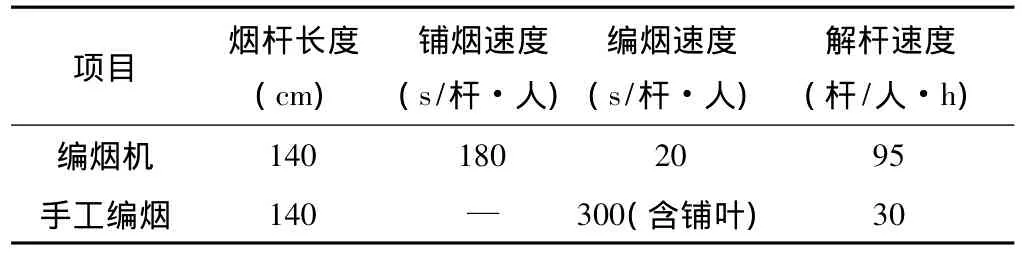
表5 编烟机和手工编烟工效对比
3 小结与讨论
(1)目前编烟机是采用缝纫机的工作原理,通过弯针和直针的配合运动,形成单线链式线迹。这种线迹除了美观牢固外,显著的优点是拆线方便,只要拆掉一头,整根线就可以轻松抽出[2]。实现单线链式线迹捆绑的钩针机构主要有旋转钩针结构与摆动钩针结构两种,本试验结果表明,摆动钩针结构的掉叶率明显低于旋转钩针结构,这主要是由其结构设计决定的。摆动钩针与旋转钩针必需由“钩花”与“入花”两种动作来完成对烟叶的捆绑[3],旋转钩针的“钩花”面积大,“入花”较准确,但由于旋转钩针体积大,“脱花”所形成的线圈也较大,线与烟叶贴的较松,烟叶捆绑也较松,导致烘烤过程中容易掉叶。同时,当缝线松弛或没物料的情况下,缝线容易被缠绕,缝线被拉紧后,容易将烟头切断。摆动钩针钩线传动机构主要由直动平底推杆盘形凸轮机构和直动推杆圆柱凸轮机构组合而成[4],“钩花”面积小,线跟烟叶贴的较紧,烟叶捆绑较紧,不容易出现掉叶,但由于“钩花”面积小,“入花”动作要求精确可靠,如果机头或烟叶托盘行走时出现跳动就可能造成“入花”动作失败,出现漏针。
(2)编烟机机针是一种平面四杆机构[5]。编扎烟叶时烟叶铺放厚度达40~60 mm,机针的连续行走或间歇行走对烟叶的损伤存在不同差异。本试验结果表明,间歇行走的编烟方式,编烟过程机针对叶柄的损伤较轻,断叶率和断柄率低于连续行走。而机头与机针连续行走的编烟方式,结构设计较为简单,编烟过程机针对叶柄的损伤较大,断叶率及断柄率较高,但机器性能较为稳定,漏针率较低。
(3)编烟机在编烟时,烟叶自然平铺在托盘上或流水输送带上,中、下部叶在烘烤过程中容易出现叶柄弯曲即“弯头”现象,导致叶柄较难烤干,延长了烘烤时间,烟叶下烤后由于弯头而不便于烟叶扎把。此外,烤后平板烟叶明显增加,对烟叶等级质量有一定影响。通过采用定位槽和侧铺托盘结构,编烟过程中断叶率、断柄率大大降低,消除弯头和烟叶难卷筒[6]等现象,解决了由于弯头造成烟叶扎把困难、烘烤时间延长等问题,烤后烟叶质量较手工编烟无明显差异。
[1] 郭炎伟刘锴.烟叶缝纫(编杆)机的研制与需求分析[J].农业机械,2009(1):87-88.
[2] 黄卫东,彭小冬,王胜雷,等.烟叶编持机的设计与开发[J].农机化研究,2009(3):98-100.
[3] 邹慧君,田永利,张青,等.缝纫机创新设计的基本理论与方法[J].机械设计与研究,2002(6):56-57.
[4] 王淑芬,董惠敏,王麟,等.缝纫机弯针空间复合运动的空间机构创新设计[J].机械工程学报,2005,41(8):115-119.
[5] 何卫.缝纫机弯针机构的分析与仿真[D].大连:大连理工大学,2005.
[6] 宫长荣.烤烟烘烤理论与实践[M].北京:农业出版社,1997.
