消失模铸造铁液及凝固特性对灰铸铁石墨组织的影响
2011-01-05胡志君张艳瑰程和法
胡志君,孙 萍,张艳瑰,程和法,金 何
(1.合肥工业大学材料科学与工程学院,安徽合肥 230009;2.安徽合力股份有限公司合肥铸锻厂,安徽合肥 230022)
消失模铸造铁液及凝固特性对灰铸铁石墨组织的影响
胡志君1,孙 萍1,张艳瑰1,程和法1,金 何2
(1.合肥工业大学材料科学与工程学院,安徽合肥 230009;2.安徽合力股份有限公司合肥铸锻厂,安徽合肥 230022)
在生产条件下,通过附铸阶梯试样的方法,研究了消失模铸造灰铸铁石墨形态的特点,结果表明,消失模铸造灰铸铁较易出现过冷石墨。讨论了消失模铸造特点及消失模铸造高温铁液及充型凝固特点对石墨形态的影响。
消失模铸造;石墨形态;高温铁液;凝固特性
消失模铸造技术是用泡沫制作成与零件结构和尺寸完全一样的实型模样,经浸涂耐火粘结涂料,烘干后进行干砂造型,振动紧实,然后在抽负压条件下浇入金属液使模样受热气化消失,而得到与模样形状一致的金属零件的铸造方法[1]。在浇注过程中金属液需熔化泡沫模样后才能进入铸型,模样熔化要吸收一定的热量,因此,消失模铸造的浇注温度要高出传统铸造30~50℃[2]。为保证模样气化产物顺利排出型腔及铸型,需使用透气性较好的干砂造型,并在浇注过程中和凝固初期抽负压,而干砂造型和抽负压均会对金属液的凝固过程产生很大的影响。因此,消失模铸造对铁液的要求及其凝固过程均区别于传统铸造,而铁液及凝固特点对石墨组织具有重要的影响,因此研究消失模铸造特点对灰铸铁石墨形态的影响具有重要的意义,而此类研究基本没有报道。本文就是在生产条件下,通过试验分析了消失模铸造石墨形态的特点,并讨论了高温铁液及凝固过程对石墨组织的影响。
1 试验条件及方法
1.1 铁液熔炼及处理
采用废钢增碳工艺熔炼铁液,熔炼设备为3t中频感应电炉,炉料由1.5t废钢和1.5t废铁屑组成。熔炼过程中先加部分废铁屑再加废钢,最后加入剩余部分废铁屑,增碳剂随废钢分三次加入到熔炼炉中,熔炼后期加硅铁增硅,加锰铁增锰。炉前采用光谱仪分析铁液成分,通过添加增碳剂和废钢调节铁液含碳量,通过添加硅铁、锰铁调节铁液硅、锰量。
1.2 试样制备
试验通过在铸件上附铸阶梯试样的方法来研究消失模铸造条件下不同壁厚处石墨形态。附铸方法如图1所示,在一个铸件上同时附铸两个阶梯试样,每个试样有三个不同厚度的阶梯,其中一个试样阶梯厚度分别为 5mm、15mm、25mm,另一个为 10mm、20mm、30mm,每个阶梯长宽均为80mm×80mm。阶梯试样的制备首先要用泡沫板制取泡沫阶梯试样,然后粘结在铸件模样的浇注系统上,粘结阶梯试样的泡沫模样浸涂涂料后先在50℃烘房内干燥10h,然后在消失模铸造生产线上装砂造型,浇注铁液获得试样,出铁时在浇包内加入FeSi75进行孕育处理,加入量为0.3%,浇注温度为1460℃。

1.3 金相组织观察
试样浇铸后,在不同厚度阶梯的中间部位截取长宽均为10mm左右的试块,制成金相试样,在XJP-6A金相显微镜100倍下观察石墨形态。
2 试验结果及分析
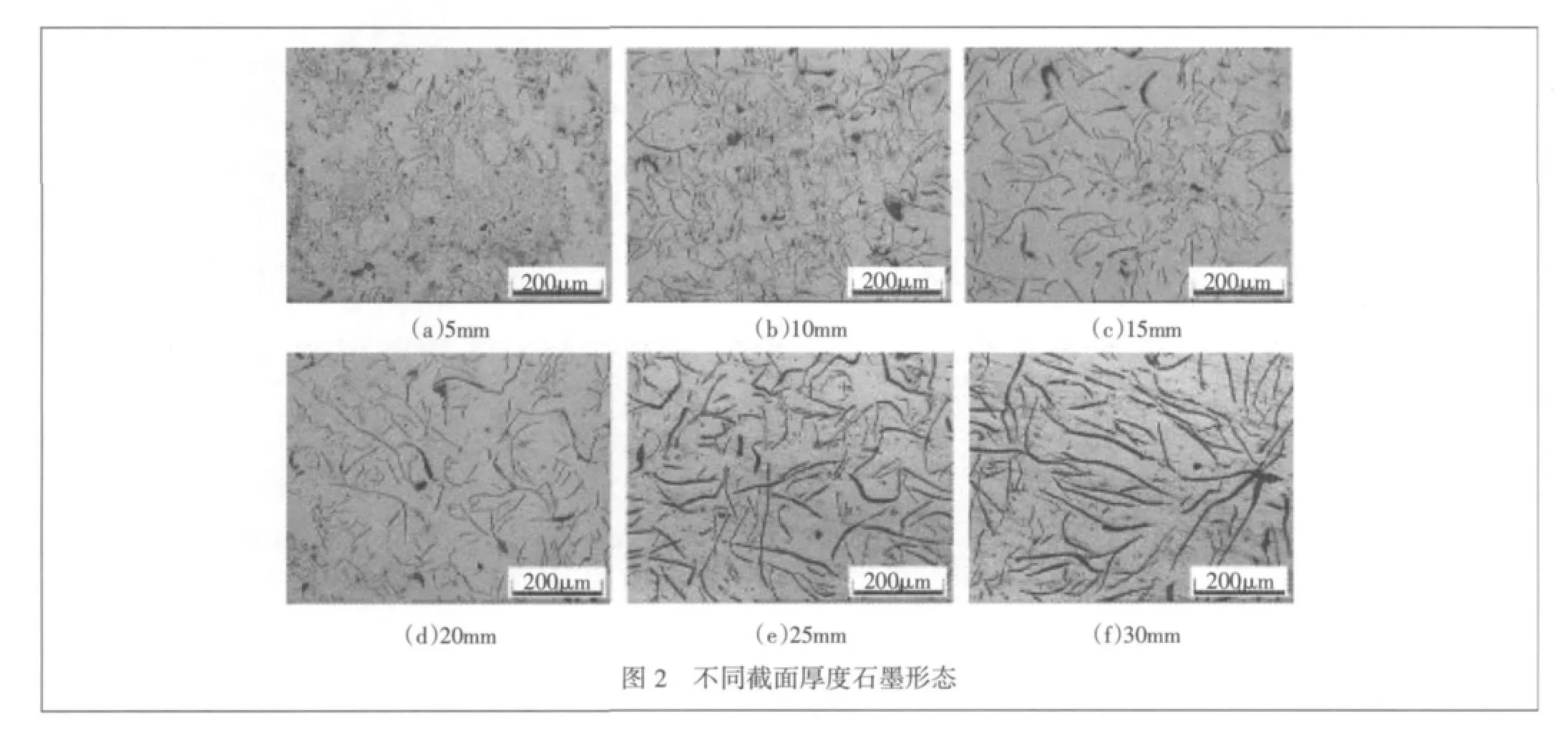
化学分析法测得阶梯试样化学成分为3.35%C、2.32%Si、0.8999%Mn、0.0307%P、0.309%S。图 2 显示了同 一 组 阶 梯 试 样 5mm、10mm、15mm、20mm、25mm、30mm阶梯中心部位石墨形态。由金相分析可知:5mm阶梯截面D、E型枝晶过冷石墨数量达到30%~40%,奥氏体枝晶发达,枝晶间分布着细小的点片状石墨;10mm阶梯接近表面处存在少量细小的枝晶,枝晶间有少量D型石墨,阶梯中间部位有15%的B型,15mm以上阶梯A型石墨均在98%以上。
试验结果表明,消失模铸件尤其是薄壁铸件较易出现过冷石墨,这是与消失模铸造的特点分不开的,消失模铸造铁液及凝固特点使石墨形核基底减少,过冷度增大,因此消失模铸造灰铸铁件较易出现过冷石墨。
3 讨论
3.1 消失模铸造高温铁液对灰铸铁石墨形态的影响
消失模铸造浇注过程中,铁液要熔化泡沫模样才能进入型腔,模样熔化要吸收一定的热量,为了保证泡沫模样能迅速完全气化,不使铁液充型能力降低,保证浇注过程平稳进行,消失模铸造的浇注温度要高出传统铸造30~50℃,生产中灰铸铁的过热温度为1520℃以上,浇注温度为1460℃左右。
高温对铁液结晶核心具有显著影响。实际金属的液态结构中存在着时聚时散、此起彼伏的微观结构[3]。铸铁溶液中主要有亚微观石墨聚集体、未熔的石墨微粒、某些高熔点硫化物、氧化物、碳化物、氮化物颗粒等[4],这些微观结构为金属非均质形核的核心。铁液结晶时在一定过冷条件下只有超过对应临界晶核尺寸的微观结构才能成为结晶核心,而在灰铸铁的消失模铸造过程中,过热温度提高及长时间高温静置使铁液中的一些微观结构尺寸减小甚至熔化,这就导致铁液结晶的有效非均质核心减少,石墨成核能力降低,要求铁液在较大的过冷度下才能大量形核结晶,使铸态组织中出现过冷石墨。因此,消失模铸造较高的过热温度使结晶核心减少,铁液的过冷倾向增大,灰铸铁生产中较易出现过冷石墨。
高温铁液对孕育处理也具有显著影响。生产中一般采用炉前孕育法处理铁液,先将孕育剂加入浇包内,然后倒入铁液,灰铸铁的出铁温度一般在1520℃以上。K.Edalati等人的研究表明[5],孕育剂的加入温度对孕育效果影响明显,孕育剂加入温度越高,A型石墨的百分比越低,当孕育剂为硅铁,孕育剂加入时铁液温度由1350℃提高到1500℃时,铁液过冷度由14℃升高到26℃,铸铁组织中A型石墨的百分比由75%左右降低到60%左右。这就表明,在相同的孕育剂及孕育方法的条件下,铁液过热温度越高,孕育效果越差。这是因为孕育剂加入时铁液温度过高,灰铸铁的消失模铸造过热温度达到1520℃以上,根据K.Edalati等人的研究,铁液过冷度必然高于26℃,使孕育效果不佳,过冷石墨的数量也会相应增加。
综上所述,消失模铸造对铁液的高温要求使其石墨核心减少,增大了铁液的过冷倾向,同时使孕育效果降低,因此,消失模铸造灰铸铁较易出现过冷石墨。
3.2 消失模铸造充型凝固过程对灰铸铁石墨形态的影响
消失模铸造采用无粘结剂以及透气性较好的干砂造型,在浇注过程中抽负压以使泡沫模样气化产物排出型腔,因此在消失模铸造充型凝固过程中,由于泡沫模样的作用,型腔内存在模样液化及气化的吸热过程,以及气化产物与金属液的相互作用,型腔外存在伴随着气化产物排出型腔以及负压作用而引起的热量传递过程。因此消失模铸造充型凝固是一个伴随着吸热、流动、传热和传质的复杂物理化学现象[6],这些现象通过影响金属液的结晶凝固过程来影响铸件的组织,对灰铸铁来说,石墨的结晶生长在消失模特殊的充型凝固过程中受这些现象的影响,区别于传统空腔铸造。
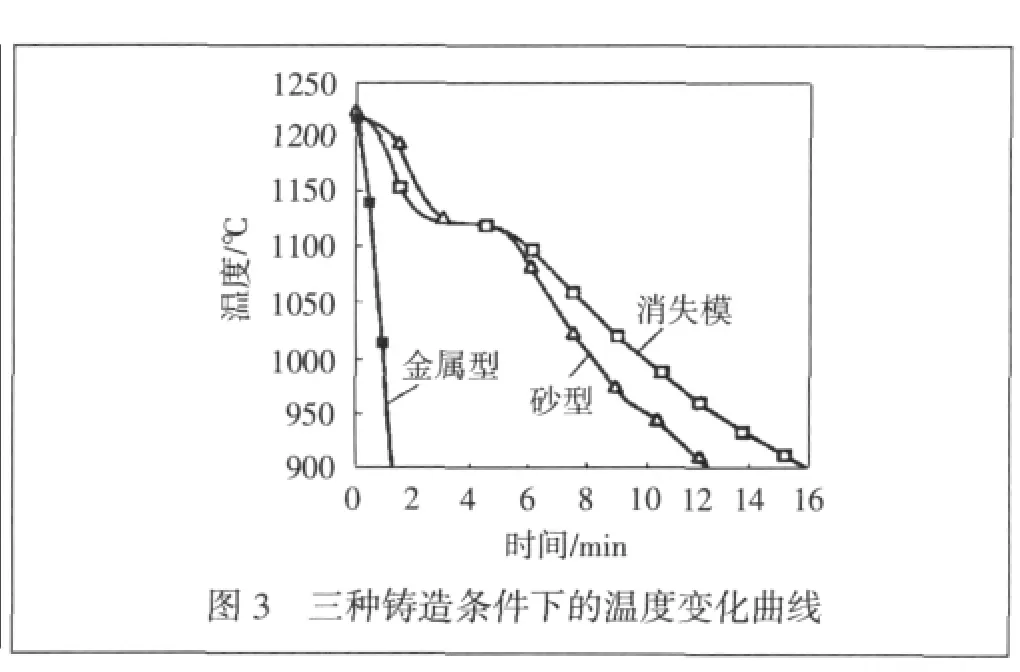
消失模铸造浇注过程及浇注完毕后几分钟内都是出在抽负压条件下的,其主要目的在于使泡沫模样气化产物排出型腔,使浇注平稳顺利进行。在浇注过程中及凝固初期,在负压作用下,大量泡沫模样气化产物逸出型腔,经型砂排出铸型。在这个过程中,气体逸出的同时会带走大量的热量,所以在铁液凝固初期,消失模铸造的散热性较好,其冷却速度是大于传统砂型铸造的。浇注完成几分钟后,泡沫模样气化产物基本排出型腔,铸型内不再抽取负压,热量的散失仅靠型砂来完成,干砂热导率明显低于湿砂,因此凝固后期消失模铸造的冷却速度明显低于传统湿砂型铸造的冷却速度。吴志超等人的研究也表明,在灰铸铁的消失模铸造凝固过程中,其共晶阶段之前的冷却速度大于传统砂型铸造的冷却速度,共晶阶段开始后其冷却速度慢于传统砂型铸造,不同铸造方法下的温度变化曲线如图3所示[2]。
铁液凝固过程对石墨形态的影响主要体现在凝固过程中冷却速度及温度场分布对石墨结晶及生长的影响。由于亚共晶灰铸铁在结晶时首先析出初生奥氏体,石墨在共晶阶段生成,因此消失模铸造灰铸铁奥氏体枝晶因冷却速度大而较传统砂型铸造枝晶发达,发达的树枝晶将剩余溶液分割在枝晶间,共晶阶段时石墨在枝晶间溶液里同时形核,这为枝晶石墨的形成提供了条件,因此消失模铸造灰铸铁的凝固特性使其较传统铸造易于出现D、E型枝晶石墨。
4 结论
消失模铸造在生产灰铸铁件时,因其高温铁液及充型凝固特性,在结晶过程中结晶核心少、铁液过冷度大,较易出现过冷石墨。因此在消失模铸造生产灰铸铁件尤其是薄壁件时,必须采取如改变化学成分、强化孕育等措施来增强石墨核心、增强石墨形核能力,使石墨在较低的过冷度下便可形核生长,以抑制过冷石墨的形成。
[1]樊自田,赵忠,唐波,潘迪.特种消失模铸造技术[J].铸造设备与工艺,2009(1)17-21.
[3]黄乃瑜,叶升平,樊自田.消失模铸造原理及质量控制[M].武汉:华中科技大学出版社,2004:180-182.
[3]刘全坤.材料成形基本原理[M].北京:机械工业出版社,2004:9-16.
[4]张文和,丁俊,聂富荣.铸铁的 SiC 预处理[J].铸造,2009,58(3):279-281.
[5]K.Edalati,F.Akhlaghi,M.Nili-Ahmadabadi.Influence of SiC and FeSi addition on the characteristics of gray cast iron melts poured at different temperatures [J].Journal of Materials Processing Technology 160(2005)183-187.
[6]吴国华.消失模铸造铝合金针孔研究[D].武汉:华中理工大学博士论文,2000:3-18.
Effects of Heat Liquid Iron and Solidification Characteristics on Grey Cast Iron Graphite M odality in Full M old Casting
HU ZhiJun1,SUN Ping1,ZHANG YanGui1,CHENG HeFa1,JIN He2
(1.School of Material Science and Engineering,Hefei University of Technology.Hefei 230009,Anhui China;2.Hefei Found ry&Forging Works,Anhui Heli Co.Ltd.,Hefei 230022,Anhui China)
Under p roduction cond itions and w ith stepped casting sam p les the characteristics of g raphite modality in gray cast iron by full mold casting have been researched,resulting in that super-cooling g raphite em erged easily.Effec ts of full mold casting charac teristics,heat liquid iron,features of filling mold as well as solidification on g raphite modality have been d iscussed.
Full mold casting;Graphite modality;Heat liquid iron;Solidification characteristics
TG149.6;
A;
1006-9658(2011)02-3
2010-11-18
2010-170
胡志君(1984-),男,硕士研究生,主要研究方向为先进材料制备及其性能
