有色 BCF色差形成的原因剖析
2010-12-22杨恩源
杨恩源 王 辉
(北京服装学院,北京 100029)
有色 BCF色差形成的原因剖析
杨恩源 王 辉
(北京服装学院,北京 100029)
介绍了膨体变形丝(BCF)的有色切片纺丝、色母粒着色纺丝、熔体着色纺丝和本色切片纺丝后染色的着色方法;从原料、设备和工艺等方面剖析了有色 BCF产生色差的原因,提出了预防措施;指出提高色母粒质量,采用高精度色母粒计量添加装置,选择适宜的工艺条件可降低有色BCF的色差。
膨体变形丝 色差 色丝 色母粒 膨化变形器
膨体变形丝 (BCF)主要用于各种地毯的织造,除了对其蓬松性、抗倒伏性、抱合性等有较高要求外,还要求着色一致、色差小。BCF的色差直接影响地毯毯面的感官效果,单色或浅色地毯尤其明显。因此,BCF色差成为影响化纤地毯质量的重要因素之一。为了降低 BCF色差,在纺丝过程中要选择合理的着色设备和工艺,采取有效措施和方法提高丝束着色的均匀性和一致性,改善毯面感官质量。作者综述了各种 BCF的着色方法,以及 BCF色差形成的原因。
1 BCF着色方法
1.1 有色切片纺丝
有色切片纺丝能够避免出现色差,对单色或浅色BCF效果尤为明显。纺丝前根据丝束颜色要求按一定比例将色母粒加入本色切片,搅拌均匀后,进行再造粒[1]。由于纺丝原料已将着色母粒均匀稀释,成为有色切片,BCF纺丝过程不再进行着色混合,因此不会出现色差。有色切片纺丝适用于大批量的单色和浅色 BCF生产,有色切片纺丝过程如图 1所示。常在聚丙烯 (PP)和聚酯(PET)BCF生产中采用。当生产的 BCF批量小、花色品种多时生产成本会大幅度提高,不宜采用有色切片纺丝。

图 1 有色切片纺丝工艺流程Fig.1 Flow chart of colored chip spinning process
1.2 色母粒着色纺丝
色母粒着色纺丝是目前广泛应用于 BCF生产过程中的一种方法。它适用于批量小、花色品种多和规模不大的 BCF纺丝生产。色母粒着色纺丝生产成本较低、工艺较简单,适用于 PP和PET有色 BCF生产。纺丝时,首先根据 BCF颜色的要求,将浓缩的色母粒按一定的比例投入到纺丝切片里,并混合均匀,再进行熔融纺丝。
目前,BCF纺丝生产中常用的色母粒着色方法可分为以下 2种:①两步着色法。第一步是将色母粒与本色切片按比例投入混合搅拌装置 (容器)中,利用搅拌桨 (也可以人工混合)将二者混合搅拌均匀。第二步再加入挤出机料斗进行熔融纺丝;②一步着色法。与两步着色法相比,一步着色法省去了色母粒与本色切片的混合工序,增加一套色母粒计量添加装置。其纺丝工艺流程见图2。
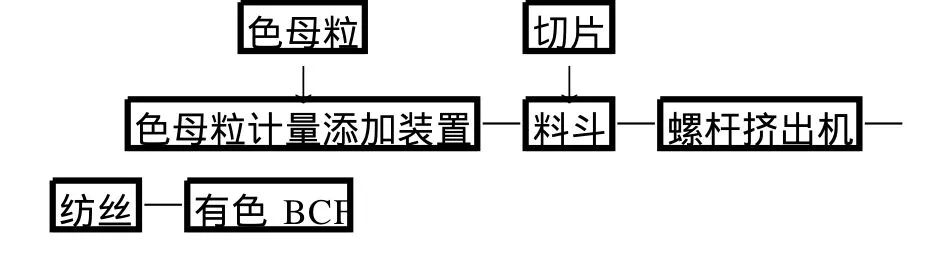
图 2 一步法着色纺丝工艺流程Fig.2 Flow chart of one-step pigment spinning process
1.3 熔体着色纺丝
熔体着色纺丝是降低色差的有效方法之一。色母粒由辅助挤出机加热、熔融,按一定比例注入本色切片,挤出机熔体出口处二者会合进入静态或动态混合器,搅拌混合均匀后成为有色熔体,再输送至纺丝箱组件进行纺丝,如图 3所示。熔体着色纺丝适用于 PP和 PET有色 BCF生产过程。由于避免了固体色母粒与本色切片混合不匀的情况,对降低色差效果明显,尤其是浅色丝束。但由于增加了设备,生产成本会有所提高。

图 3 熔体着色纺丝装置示意Fig.3 Schematic diagram ofmelt pigment spinning equipment
1.4 本色切片纺丝后染色
有些材料不宜在纺丝过程中着色,而是采取本色切片纺丝,然后根据需要对丝束进行染色如聚酰胺 (PA6、PA66),PET也常用这种工艺着色。本色切片纺丝后染色能实现多花色、小批量,避免纺丝过程中经常出现的色差。
2 BCF色差产生的原因
目前,大多数 BCF生产企业采用色母粒着色纺丝工艺,因此色差不可避免。色差会影响地毯毯面的感观质量,降低产品的正品率,单色或浅色BCF织造的地毯这方面的问题尤为明显。通过对多家企业 BCF生产过程的分析,发现色差产生的主要原因有以下 5个方面。
2.1 色母粒质量不符合要求
色母粒的质量指标主要有色浓度 (含色量)、色散度、色牢度、熔点、流变性和相容性等,这些指标都会不同程度地导致有色 BCF产生色差。因此,选用色母粒时要根据对 BCF色差的质量要求,检验或测试影响色差的各项质量指标。有条件的可在批量生产前做实验,最大限度的降低由于色母粒质量造成的色差。
2.2 色母粒添加量过小
色母粒在本色切片中所占的比例过小会造成BCF色差。在同一纺丝设备上,所用色母粒在本色切片中所占的质量分数大于 5%时,BCF的色差不会影响毯面感官质量;当质量分数为2.5%~5%时,会有色差但不明显;当质量分数为1.5%~2.5%时,容易产生色差;当质量分数小于 1.5%时,色差明显,尤其所纺丝束为浅色时色差严重。色差的程度还与色母粒的色浓度、纺丝螺杆和混合元件的结构形式有关,色浓度低、比例小或螺杆和混合元件混合效果差时易出现色差,反之色差不严重。
2.3 色母粒在切片中分布不匀
色母粒在切片中分布不匀是造成 BCF色差的另一个主要原因。经验表明以下情况下易造成色母粒在切片中分布不匀。第一种情况发生在色母粒着色纺丝中,当色母粒的比例小,料斗中的搅拌元件、螺杆和螺杆前端的混合元件不可能有效将色母粒均匀分散在切片中,造成所纺丝束色差;第二种情况为色母粒在料斗切片中分布不均匀。由于秤重式和拨盘式计量添加是一种间歇过程,色母粒投入料斗切片中时,呈局部集聚状态,如果搅拌元件不能有效的将色母粒分散在切片中就会造成色差。BCF丝束颜色表现为部分深,部分浅。另外,色母粒的密度比切片的大,搅拌过程中色母粒的沉降速度比切片快,也会造成搅拌不均匀;第三种情况是摩擦静电引起的色母粒贴壁现象产生色差。在料斗中的色母粒和切片由于搅拌表面产生静电,造成色母粒贴附聚集在加料斗内表面,不随切片向进料口移动,或者移动的速度缓慢,造成色母粒在切片中分布不匀而产生色差。当色母粒所占比例小时贴壁现象更严重。
2.4 BCF纺丝工艺条件
BCF纺丝温度、压力和速度的设定值不合理或随意调整,是导致色差的原因。因此合理地设定工艺参数值,在同批次产品生产过程中保持工艺参数不变,有助于降低色差。
纺丝测控元件、仪表仪器的误差和老化也会造成 BCF色差。新纺丝设备,其控制和检测系统精度比较高,能够精确地设定速度、拉伸比、拉伸温度、变形温度和变形压力等工艺参数,不易产生同锭位不同时段,或不同锭位间的色差,而一些老旧纺丝设备生产的丝束更容易出现色差。因此,要定期对测控元件和仪表仪器进行校对,及时更新有问题的元器件。
2.5 BCF膨体变形装置及工艺
BCF膨体变形装置是将一定线密度的拉伸丝进行膨体变形,使其卷曲蓬松的装置 。变形器主要由导丝管、喷管、填塞管和冷却筛鼓组成。虽然,BCF膨体变形装置有各种不同的结构形式,但促使丝束膨体变形的机理是相同的,都是通过热压缩空气的喷射作用,将丝束开松、加热、弯曲变形、填塞、冷却定形,最终成为 BCF。
2.5.1 变形工艺条件
丝束在膨体变形过程中压缩空气的速度、温度和压力直接影响卷曲度。卷曲度低,对丝束对光线的反射强,感观色浅;卷曲度高,对光线的吸收强,经过多次折射丝束感观色深,由此可见卷曲度高和卷曲度低的 BCF丝束存在明显色差,并表现在毯面上。因此要对通过变形器的压缩空气速度、温度和压力进行有效控制,使其在纺丝过程中保持稳定。
2.5.2 变形器结构形式
BCF膨体变形器结构形式对丝束色差产生影响[3]。变形器可分为闭式和开式,闭式在使用中可以通过调节导丝管来控制压缩空气流量和喷射压力,开式不可调。闭式变形器在调节时容易造成不同时段压缩空气流量和喷射压力大小不同,或不同锭位间压缩空气流量和喷射压力的差异,从而导致色生色差发生;开式变形器使用过程中不调节,压缩空气流量和喷射压力保持恒定,一般不会出现色差。
填塞管的结构形式对丝束色差产生影响。BCF的卷曲度影响色差,而卷曲度很大程度上取决于填塞管。管内丝束填塞的密实,且丝塞长,卷曲变形就好。当填塞管结构形式一定时,管内压缩空气压力大小和排放速度决定丝塞的密实度和长度,一般热压缩空气排放快,丝塞密实且长。叶片式填塞管比狭缝式填塞管排气快,丝束的卷曲变形好。另外,加长填塞管长度也能提高卷曲度。纺丝过程中要定期清理由于纺丝油剂挥发,在填塞管排气孔槽表面形成的污垢,并定期更换填塞管,保持排气孔槽的畅通,避免由于污垢堵塞发生排气不畅现象,降低丝塞在管内由于停留时间长短不一而造成的卷曲变形差异,特别是不同锭位间的差异,减少由此引起的色差。
2.5.3 丝束冷却定型时间
丝塞脱离填塞管后在冷却筛鼓上的停留时间也会影响 BCF的色差。一般要尽可能让丝塞以松弛的状态吸附在冷却筛鼓上,停留时间要长一些,以便充分消除由于丝束卷曲变形产生的内应力。保证各锭位间冷却筛鼓上吸附丝塞的一致性和冷却筛鼓排风管的畅通,有助于提高卷曲度的一致性。
3 结语
为了避免有色 BCF纺丝生产过程中出现色差,首先要选择色浓度含量高,且一致的色母粒,即要保证色母粒的质量;其次就是选用适合的色母粒着色方式和计量添加装置,尽可能提高计量精度,色母粒的添加比例不小于本色切片的 3%;制定合理的纺丝工艺,保证纺丝温度恒定不变,BCF变形器的结构形式也会影响色差,要选配适合的变形器,做到定期更换磨损和损坏的零件,保证丝束在变形器内的停留时间一致。
[1] 张玉龙,齐贵亮.塑料着色入门[M].北京:化学工业出版社,2009:452-459.
[2] FournéF.Synthetic fibers:Machines and EquipmentManufacture,Properties[M].Cincinnati:HanserVerlag,1999:452-459.
[3] 杨恩源.BCF膨化变形技术探讨[J].合成纤维工业,1992,15(4):50-54.
Reasons for color difference of colored BCF
Yang Enyuan,Wang Hui
(Beijing Institute of Fashion Technology,Beijing100029)
The pigmentmethods for bulked continuous fiber(BCF)were introduced including colored chip spinning,colormasterbatch pigment spinning,meltpigment spinning and dyeing after grey chip spinning.The reasons for the color difference of colored BCF were explored from the aspects of the raw material,equipments and process technology.And the corresponding proventive measureswere suggested.Itwas pointed out that the color difference of colored BCF could be decreased by improving the quality of colormasterbatch,applying a high-precision colormasterbatchmetering device and selecting proper process conditions.
bulked continuous fiber;color difference;colored yarn;colormasterbatch;bulkingmachine
TQ342.9 文献识别码:A
1001-0041(2010)02-0042-03
2009-05-11;修改稿收到日期:2010-01-21。
杨恩源 (1956—),男,副教授。主要从事化纤生产技术与化纤机械设计工作。
