高强度热轧船用角钢的研制与开发
2010-12-08范银平何晓波张全刚陈建良
范银平 何晓波 张全刚 陈建良
(安阳钢铁集团有限责任公司)
高强度热轧船用角钢的研制与开发
范银平 何晓波 张全刚 陈建良
(安阳钢铁集团有限责任公司)
重点介绍了安钢采取铌微合金化及控温轧制工艺开发生产高强船用角钢的生产研究过程。通过合理控制生产工艺参数,严格生产组织,成功开发生产出 A36、D36高强热轧船用角钢,并顺利通过中国船级社认证。
热轧 角钢 生产实践
0 前言
由于受当时认证生产工艺条件的限制,多年来安钢仅能生产 CCSA、B级船用角钢。随着工艺装备条件的提高,特别是 100 t转炉—LF精炼—150 mm×150 mm方坯—400 mm型机组生产线的开通,其型材生产工艺条件得到了大大改善,同时也为公司扩大提高船用角钢级别提供了有利保证。为完善公司产品结构,提高型材机组的创效能力,安钢决定开发生产高强度船体结构用角钢,经过近半年多的生产试验跟踪研究,最终顺利通过了中国船级社 CCS的认证。
1 工艺设计
主要生产设备及工艺流程:铁水处理—100 t转炉—LF精炼炉—150 mm×150 mm连铸方坯—连续推钢式加热炉—1×Φ500/1×Φ500/1×Φ400/1×Φ400/1×Φ400/1×Φ400/1×Φ400跟踪式轧机—往复小车拨爪式冷床—400 t冷剪—移钢台架—10辊轿直机—检查、收集、计量—成品入库。
1.1 化学成分设计
CCS船规对高强度船用角钢的化学成分要求较宽,但对于其低温冲击韧性及焊接工艺性能要求较高,为此,如何根据自身工艺装备特点,制定出适应于安钢生产高强船角的内控化学成分,是确保产品综合性能的关键。
根据对现有工艺路线生产Q345B低合金角钢的实际综合性能进行分析结果,同时,在此 Q345B低合金角钢成分体系基础上进行不同成分方案的对比优化试验,最终确定了铌微合金化工艺,即:D36控 Al同时添加Nb;A36不控Al直接添加 Nb的成分体系。其安钢高强船用角钢化学成分设计见表 1。

表1 高强船用角钢化学成分w%
1.2 冶炼工艺控制
为满足高强船用热轧角钢冲击性能及工艺性能的要求,良好的钢水纯净度尤为关键。
首先要求铁水成分:S≤0.040%,P≤0.100%;吹炼过程中早化渣,全程化好渣,控制中后期炉渣返干,保证终点钢水 P、S含量达到要求;采用二次挡渣,出钢严禁炉口和出钢口下渣,尽量减少出钢回磷;使用硅铝铁合金脱氧合金化;LF精炼炉喂 CaSi线 2.5m/t~3.5 m/t。钢包进行吹氩,严禁吹氩翻钢。
1.3 连铸工艺控制
中间包液面加覆盖剂保温,中间包到结晶器采用浸入式水口保护浇注;为防止钢流二次氧化,结晶器液面加保护渣;为保证铸坯质量,浇注过程拉速要求保持恒定,连铸拉速平均控制在 2.5 m/min。
1.4 轧制工艺控制
1)加热温度。含铌钢只有在较高的加热温度下,先期实现有效的固溶,随后才能保证在轧制变形和轧后冷却过程中更多的析出。因此,加热温度选择是否合理,直接影响到钢的原始奥氏体晶粒尺寸和所加入Nb微合金元素的固溶,进而对随后轧制过程中的奥氏体再结晶晶粒尺寸及碳氮化物的析出状态和数量产生影响。最终将影响到高强船角钢的综合性能,因此,对高强度船角钢铸坯制定合理的加热制度十分重要。实际加热段温度为 l200℃~1300℃,均热段温度为 l180℃~1250℃。
2)轧制工艺。在热轧条件下,为降低轧材终轧温度,使其铌通过形成碳化物、氮化物质点阻止奥氏体晶粒长大,并延迟奥氏体的再结晶,保持形变效果从而细化铁素体晶粒,提高其船角钢的强、韧性[1]。轧制过程采取中间控温,即:开轧温度控制在 1100℃~1150℃,轧件在粗轧二架 500 mm轧机后采取控温措施,温度降至为 980℃~1000℃时,进入第一架Φ400 mm轧机。终轧温度为 880℃~950℃。
2 生产试验组织
在前期进行∠100 mm×100 mm×(8~10)mm低合金角钢试生产的基础上,随后,确定了∠75 mm×50mm×10 mm规格 A36、D36船角钢作为代表性试验材料进行船级社认证试验。其试验用钢的每个等级取同一浇次头坯、尾坯轧制用于认可准备试验。其试验方案依据中国船级社船规设计和制订,外形、尺寸依据 GB/T706-2008标准组织生产。
3 认证实物水平
3.1 化学成分控制
分别对认证试验用高强船角 A36、D36熔炼及轧材 (分别用头坯、尾坯轧制)进行化学成分分析统计,其结果 见表 2。

表2 高强度船角钢化学成分控制水平w%
3.2 力学性能检验
安钢高强船用角钢的力学性能和工艺性能经河南省黑色金属工业产品质量监督检验站的监测,其检验结果见表 3。
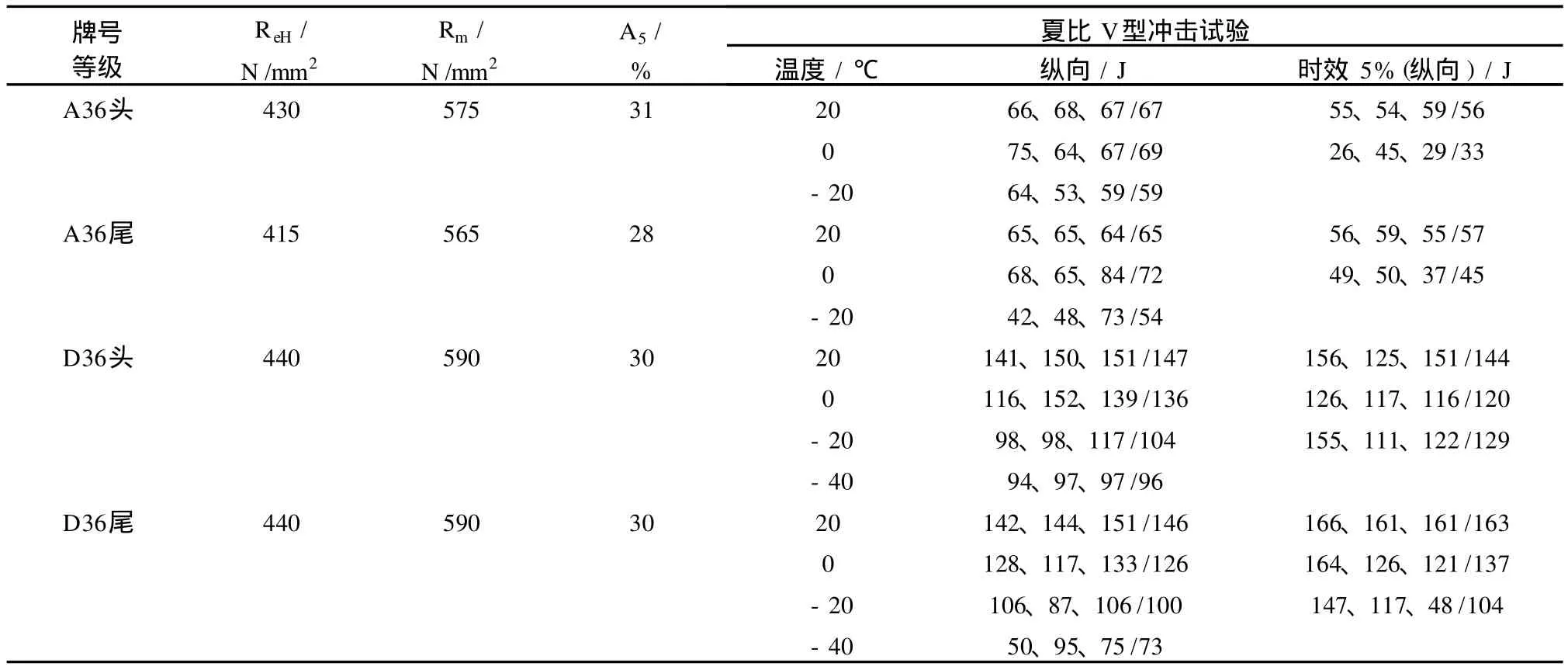
表3 高强船角钢力学性能和工艺性能
由表 2、表 3可以看出,热轧船角钢化学成分控制稳定,力学性能检测富余量较大、角钢 (包括时效)冲击功均满足船规要求。
3.3 焊接检验
选取D36高强船角钢委托洛阳船舶材料验证试验中心分别进行:超声波探伤检验、焊接接头拉伸试验、焊接接头弯曲试验及焊接接头冲击试验等焊接检验。焊接方式分别采用焊条电弧焊及埋弧焊两种,其焊接试验检验结果见表 4。

表4 D36高强船角钢焊接检验
3.4 金相组织及钢中夹杂物分析
对其高强船角进行组织、铁素体晶粒度、奥氏体晶粒度及钢中非金属夹杂进行检验分析,其金相组织为均匀的铁素体 +珠光体。奥氏体晶粒度级别平均达到 8.5级。钢中 C类夹杂细系 0.5级。其检验分析结果见表 5及如图 1、图 2所示。

表5 高强船角组织、晶粒度及夹杂物分析结果

图1 D36金相组织 ×400图 2 D36奥氏体晶粒度 ×400
4 结语
1)生产实践结果表明:就现有生产工艺装备条件下,通过采用铌微合金化工艺及轧钢中间控温轧制,完全可以满足高强度船用角钢的各项技术要求。
2)高强船角经检验,其钢材综合性能稳定。低温冲击韧性及焊接性能完全满足船规及船级社认证要求,其中,A36船角 -20℃冲击功平均为 54J,D36船角 -40℃冲击功平均为 73 J。
3)安钢船用高强度角钢的进一步开发生产,不仅使船用角钢形成了系列化,而且还可充分发挥安钢型材轧机的设备能力,更好地满足市场对船体用钢的需求,同时为拓宽型材销售渠道开辟了又一途径。
[1] 许海平,张玉柱,张志杰.高强度船板钢 A36的化学成分设计和控制轧制工艺分析.河北冶金,2006年(6):42-43.
RESEARC H AND DEVELOPM ENT OF HIGT STRENGTH SHIPBUILD ING HOT ROLLED ANGLE STEEL
Fan Yinping He Xiaobo ZhangQuangang Chen Jianliang
(Anyang Iron&Steel Group Co.,Ltd)
The production research process of high strength shipbuilding hot rolled angle steel is emphatically introduced based on Nimicroalloying and temperature control rolling process.Through reasonable control of process parameters and strictproductionmanagement,A36 andD36 high strength shipbuilding hot rolled angle steel have been successfullyproduced and passed the certification of classification society of China.
hot rolled angle steel production practice
*
联系人:范银平,高级工程师,河南,安阳 (455004),安阳钢铁集团有限责任公司技术中心;
2010—11—16