安钢 10万m3威金斯气柜调平系统技术改造及应用
2010-12-08李金亮王志峰张志忠苏强孟江华崔学增
李金亮 王志峰 张志忠 苏强 孟江华 崔学增
(安阳钢铁股份有限公司)
安钢 10万m3威金斯气柜调平系统技术改造及应用
李金亮 王志峰 张志忠 苏强 孟江华 崔学增
(安阳钢铁股份有限公司)
针对安钢威金斯气柜调平系统进行改造,确保调平系统的四点一线、六点一面;增加差压式液位计对活塞倾斜度进行实时在线监测。
威金斯气柜 调平系统 技术改造 差压式液位计
0 前言
转炉煤气是钢铁企业重要的二次能源,转炉煤气的回收利用,可降低企业生产成本,提高二次能源利用水平,为实现负能炼钢打下基础,是钢铁企业实施节能减排、推行清洁生产的重要举措,也是钢铁企业发展循环经济、践行科学发展观的必然要求。
在转炉煤气回收系统中,威金斯气柜是承上启下的重要环节,而调平系统的正常高效运行是威金斯气柜安全稳定运行的重要前提之一。在威金斯气柜运行过程中,通过调平系统的调节消除气柜活塞在升降运动过程中产生的不平衡力,使活塞始终维持水平运行状态。安钢于 2007年实现转炉煤气回收利用,在运行中发现威金斯气柜调平系统的柜顶调平导轮轴出现窜轴现象,经多次回位修复仍无明显改善。2008年 1月,因调平系统故障致使气柜活塞倾斜加剧,导致活塞及 T型挡板撞击气柜侧板、撕裂橡胶皮膜,部分转炉煤气泄漏。
1 概况
1.1 工艺简介
安阳钢铁股份公司转炉煤气回收系统是三座150 t转炉的配套工程,包括一座 10万 m3转炉煤气柜、三套电除尘器、五台风机及相关设备,安钢转炉煤气回收工艺流程如图 1所示[1]。
1.2 损坏现状

图1 安钢转炉煤气回收工艺流程
对气柜的进、出口管道有效隔断后,用氮气置换煤气、空气置换氮气后,使活塞平稳落床。经进柜检查、测量发现调平系统的调平导轮、水平导向轮、活塞及 T型挡板等出现不同程度的损坏,橡胶膜有 6处破洞,多个调平导轮的轴出现窜动并与轴承座严重摩擦,调平导轮由于轴窜动进而摩擦调平支架的钢结构,活塞与柜体间有逆向旋转。
威金斯气柜又称为橡胶膜气柜,橡胶膜是气柜的主要部件,如图 2所示。此次事故橡胶膜受撞击后局部受损严重需拆卸后返厂修复。
经现场检测,气柜调平系统及橡胶膜设施受到了不同程度的损坏,已不能正常运行。
2 存在问题及分析
2.1 现状检测

图2 受损的橡胶膜
首先对气柜各部分进行了检测,对比原设计要求判断需要维修的项目。

表1 气柜各部位直径 m

表2 活塞支架垂直度 mm
表1和表 2中,从检测后气柜各部位直径、活塞支架垂直度的数据结果判断,误差在容许值之内,其现有变形不影响气柜整体受力的安全性,但受撞击的受损严重部位必须修复。
2.2 问题原因分析
本次事故原因是调平系统故障,导致活塞及 T型挡板撞击侧板并撕裂皮膜。调平系统在柜顶共 6组,含 24个调平导轮和 24个支撑导轮。在原设计中气柜穹顶过高,如图 5所示,完全遮挡住每组调平装置的调平导轮,造成柜顶调平装置安装困难,同时因调平系统中活塞上钢丝绳固定架与调平导轮外侧垂线的切点不在同一条垂线上,在运行中形成了逆向旋转,各调平组导轮的钢丝绳因扭曲产生沿调平导轮轴向的分力,导致调平系统始终处于不稳定的运行状态,加上煤气回收时活塞的快速升降及运行、操作等因素,最终演变成为事故。
1)四点一线。如图 3所示,气柜原设计穹顶过高,柜顶调平系统每组对应的调平导轮在安装时定位困难,很难保证同组的调平导轮与支撑导轮共四个导轮在一条直线上,钢丝绳形成扭曲,调平导轮的径向受力产生轴向的分力,形成调平导轮的轴向窜动。由于气柜穹顶过高无法变动,可通过增高调平支架高度消除气柜穹顶的遮挡因素,达到四点一线的操作要求。

图3 改造前气柜调平系统示意图
2)六点一面。由于调平导轮外侧槽垂线切点与活塞上钢丝绳固定架不在同一条垂线上,调平配重块、调平导轮、支撑导轮和钢丝绳固定架未处在同一平面,在运行中导致活塞与柜体间产生逆向旋转。活塞运行过程中,由于存在逆向旋转,轴向的分力作用在柜顶调平导轮形成窜轴,且随活塞的升高,轴向的分力逐渐增大。如图 4所示,活塞在高柜位时钢丝绳与铅垂线的夹角β远大于在低柜位时的夹角α,其在高柜位时轴向的分力也最大。因此,在改造中,除将调平导轮外侧槽垂线切点与活塞上的钢丝绳固定架调整在同一条垂线上外,还需将柜顶调平导轮槽垂线切点与调平配重块吊点调整在同一条垂线上,最终形成调平配重块的吊点、二个调平导轮、二个支撑导轮、钢丝绳固定架在同一个平面上。

图4 修复前活塞在高、低柜位时钢丝绳与气柜侧板夹角
3 改造方案及实施
3.1 橡胶膜
威金斯气柜的活塞、T型挡板均为圆形,当活塞与柜体间存在逆向的旋转角度时,修复后的橡胶膜安装时只需按照现有位置安装。通过调整活塞上钢丝绳固定架的位置,使钢丝绳固定架与柜顶调平导轮外侧槽垂线切点在一条铅垂线上即可消除旋转角度。
3.2 调平支架
消除原设计中气柜穹顶过高的缺陷,增高调平支架是最简便易行的方法。经测算,将调平支架高度增加 2 m即由原 2.6 m增高到 4.6 m,增高后的调平系统 (如图 5所示),可有效避免穹顶过高带来的遮挡因素,调平导轮、支撑导轮更易调整在一条直线上。
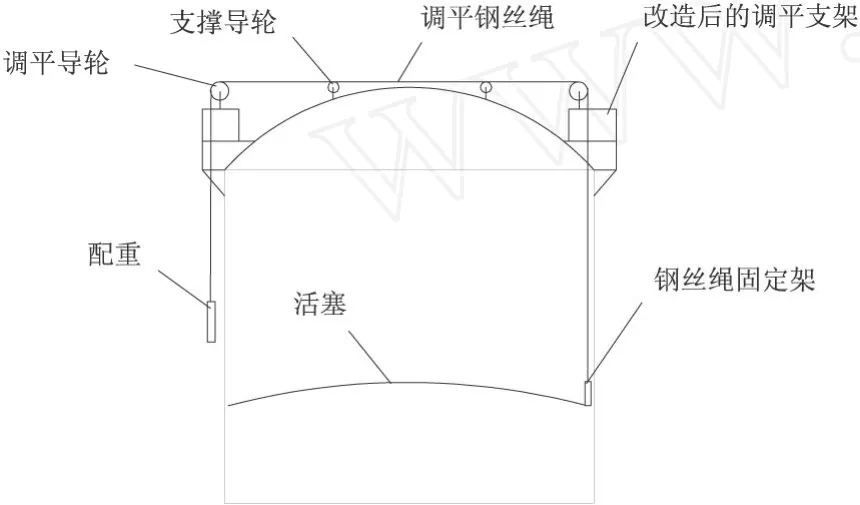
图5 改造后气柜调平系统
3.3 钢丝绳固定架
由于活塞与柜体间产生逆向旋转,通过调平导轮外侧槽垂线切点作铅垂线找出活塞上钢丝绳固定架的安装位置,调整活塞上的钢丝绳固定架的位置,最终使调平配重块、调平导轮、支撑导轮、钢丝绳固定架形成一个平面,消除受力产生。表 3为钢丝绳固定架沿顺时针方向改造移动情况。

表3 钢丝绳固定架改造移位数据 cm
3.4 活塞倾斜度
原设计活塞倾斜度检测装置为活塞上部设置的12个连通管,需人员进柜现场测算后才能得知活塞倾斜度,不能实时了解活塞的运行状态。在改造中,采用差压式液位计实现对气柜活塞倾斜度的精确在线监测,实时反馈活塞运行状况,在活塞倾斜度超过高一值时能够报警,超过高二值时能够与气柜进口阀门连锁停止进气,稳定气柜活塞的运行,避免了活塞倾斜加剧对设备的损伤,保证了设备安全、生产有序进行[2]。
4 效果
通过上述改造措施,改进了原设计中存在的缺陷,增加了对活塞的监控手段,提升了调平系统的运行稳定性,为气柜的安全运行提供了有力的保障。
1)增高调平支架、调整钢丝绳固定架位置,消减了穹顶过高带来的安装难题,保证了调平系统的四点一线、六点一面,减少了调平系统的不稳定因素,现活塞倾斜度基本稳定在 ±20 mm范围内,符合原设计指标要求,实现了改造目的;
2)设置差压液位计在线监测活塞倾斜度,可以实时精确地反映活塞运行状态,并与 PLC系统实现连锁控制,最大限度地降低活塞不稳定状态对气柜运行的影响。
[1] 王志峰,张志忠,李献宏,等.高炉、焦炉混合煤气逆向引转炉煤气在安钢的应用.河南冶金,2008,16(5):28-30.
[2] 王志峰,代建华,张志忠,等.干式气柜活塞倾斜度在线监测.河南冶金,2009,17(6):33-34.
TEC HNOLOGY TRANSFORMATION AND APPL ICATION OF LEVEL ING SYSTEM IN ANGANG 100000 m3W IGGINS GASHOLDER
Li Jinliang Wang Zhifeng Zhang Zhizhong Su Qiang Meng Jianghua Chui Xuezheng
(Anyang Iron&Steel Group Co.Ltd)
Technological transfor mation was done forwiggins gasholder leveling system in Angang to ensure 4 points in a line and 6 points in a leveling system.The differential pressure levelmeterwas added formonitoring the piston gradient on-line.
wiggins gasholder levelling system technical transfor mation differential pressure levelmeter
*
2010—5—4