智能化模拟仿真开关量控制过程
2010-11-29姜信建姜上川
姜信建 姜上川
(1.中国洛阳浮法玻璃集团有限责任公司,河南471009;2.中国农业大学,北京100193)
对于开关量控制过程,诸如自动生产线、组合机床等自动化设备的控制过程等,不论是采用PLC控制系统,还是采用继电器控制系统,在进行新型设计(包括更换产品设计)或技术改造中,令电气技术人员关注的核心问题是:他们所设计的控制程序(即PLC梯形图程序或继电器逻辑线路)能否满足实际加工中控制过程的工艺要求。运用模拟仿真技术,能够在早期(可在设计的同时)、离线状态(可在设计室里)对自动化设备的开关量控制过程进行模拟仿真,检验并修订控制程序的设计,发现设计方面的问题,并将问题解决在设备制造蓝图之前。
现行的模拟仿真系统和方法,主要由PLC(可编程控制器)和输入信号模拟板构成,PLC的输入端与输入信号模拟板上的扭子开关相连接,输入端接点的LED显示所模拟的各种开关量输入信号状态;其输出端设置的LED显示用以表示输出部分。其模拟仿真的方法主要采用人工观察、手动操作。由此存在的问题是:(1)输入信号模拟板仅采用扭子开关一种元件,对多种开关量元器件来说模拟不够直观;(2)不具备智能化,其方法上采用人工操作输入过程、人工观察输出驱动结果、人工判断对错等,仍然没有摆脱人工模式;(3)系统硬件连接方式是将输入信号模拟板上的元器件与PLC的输入端一一对应的接线,较为烦琐;(4)模拟仿真时对PLC的两种开关量输入——人工操作输入和控制过程输入不加区分,一律由人工操作进行仿真,不能真实反映控制现场情况。
1 智能化模拟仿真的技术方案
开关量控制过程的智能化模拟仿真方法,使其对人工输入的主令元器件具有逼真的视觉和触控仿真效果,使其对控制过程输入的开关量能自动按实际情况设定,无须在仿真时人为干预,对控制程序的运行结果具有自动检验、自动判断的智能化功能。在硬件上采用计算机、触摸屏、PLC和编程器等,它们之间通过专用电缆插接互连,使配线标准化、简单化。
开关量控制过程的智能化模拟仿真所采取的技术方案是:按照实际设备顺序控制过程的输入和输出关系,绘制逻辑展开图,它是编制模拟仿真组态程序的"脚本";依照逻辑展开图各工步中输入和输出的对应关系,区别PLC的两种开关量输入,用计算机组态软件分别进行编程:(1)对人工操作输入,即由人在控制盘上操纵的按钮、旋钮及其它主令元件而产生的输入,利用组态软件设计触摸屏的用户窗口界面,编写组态程序将用户窗口的软元件(按钮等主令元器件)与PLC控制器的输入通道相连接,通过人工触控触摸屏窗口的软元件即可改变PLC相对应的输入通道的状态;(2)对控制过程输入,即由机械体的位移触动行程开关等产生的输入,用组态软件的运行策略编写脚本程序,根据所采集的PLC输出状态,依照逻辑展开图确定该工步中由此输出作用产生的输入状态,用组态程序将PLC该输入通道设定为逻辑展开图中所要求的状态。PLC的中央处理器根据输入通道的状态,执行其内部的梯形图控制程序,产生相应的输出驱动;对上述仿真的结果进行自动判断:依据控制过程的逻辑展开图中各工步区间输入和输出的对应关系,在组态的设备窗口配置PLC输入和输出的数据采集,用组态程序编写脚本程序,将在各控制工步中采集的输入和输出开关量与逻辑展开图的输入和输出进行比较、判断,并在人机界面上给出相应的提示。
2 智能化模拟仿真实施方式
2.1 智能化模拟仿真硬件系统
开关量控制过程的智能化模拟仿真硬件系统,主要在由计算机、触摸屏、PLC可编程控制器构成的模拟仿真系统上进行。如图1所示。

图1 智能化模拟仿真系统构成Figure 1 The constitute of intelligent analog simulation system
控制系统采用西门子S7-200 PLC。通过LCD编程器或计算机,将所设计的PLC梯形图控制程序输入到PLC主机。S7-200 PLC用于编程的软件是STEP7-Micro/DOS,它提供两种编程语言选项:梯形图语言和语句表语言。
2.2 模拟仿真实施例
本文所述实施例的模拟仿真对象是一台组合机床,控制过程如图2所示。
控制过程的工艺要求为:
(1)加工状态:

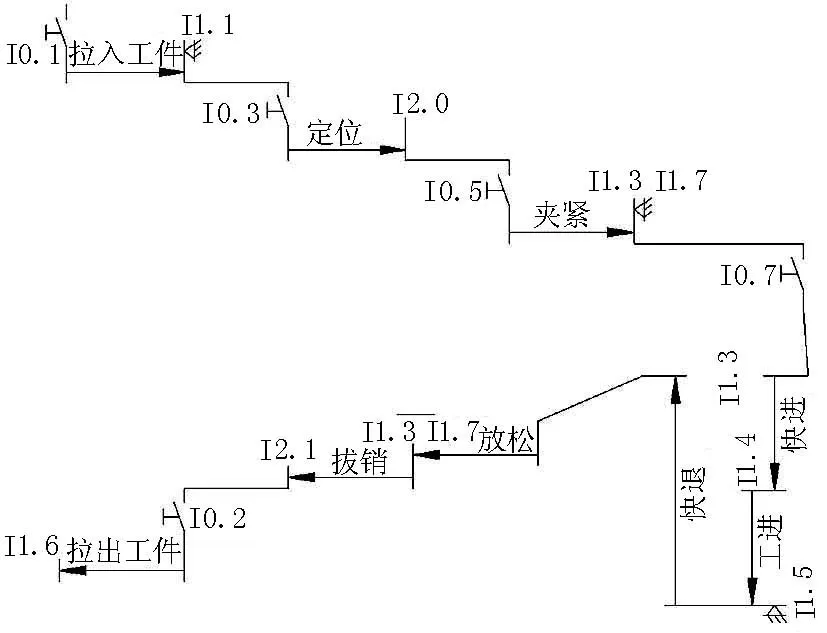
图2 智能化模拟仿真实施例的控制过程Figure 2 The control process of intelligent analog simulation

上述,完成一次正常加工。
(2)调整状态
调整状态分为拉料机构的“拉入-拉出”,定位机构的“定位-拔销”,夹紧机构的“夹紧-放松”,滑台机构的“向前-向后”等相对独立的动作环节。
根据图2所示的工艺要求,本实施例所述的开关量控制过程模拟仿真方法为:确定如表1所示PLC输入/输出地址表;按照图2给出的实际设备顺序控制过程的输入和输出关系和PLC输入/输出地址表绘制如图3所示逻辑展开图;依照逻辑展开图的各工步中输入和输出的对应关系,区别PLC的两种开关量输入,用计算机组态软件分别进行编程:(1)对人工操作输入,即由人在控制盘上操纵的按钮、旋钮及其它主令元件而产生的输入,利用组态软件设计触摸屏的用户窗口界面,编写组态程序将用户窗口的软元件(按钮等主令元器件)与PLC控制器的输入通道相连接,即通过人工触控触摸屏窗口的软元件即可改变PLC相对应的输入通道的状态;(2)对控制过程输入,即由机械体的位移触动行程开关等产生的输入,用组态软件的运行策略编写脚本程序,根据所采集的PLC输出状态,依照逻辑展开图确定该工步中由此输出作用产生的输入状态,用组态程序将PLC该输入通道设定为逻辑展开图中所要求的状态。对上述仿真的结果进行自动判断:依据控制过程逻辑展开图中各工步区间输入和输出的对应关系,在组态的设备窗口配置PLC输入和输出的数据采集,用组态程序编写脚本程序,将在各控制工步中采集的输入和输出开关量与逻辑展开图的输入和输出进行比较、判断,并在人机界面上给出相应的提示。
本发明实施例控制系统的PLC输入/输出地址表见表1。

表1 PLC输入/输出地址表
其中,输出通道Q0.0-Q1.0设定为驱动1YV-9YV电磁铁的输出地址。输入通道I0.0-I2.1设定为两种输入的地址(人工操作的输入和控制过程的输入),I0.0-I1.0为人工操作的输入地址,是由旋钮SA、按钮SB1-SB8作用输入;I1.1-I2.1为控制过程的输入地址,是由行程开关SQ1-SQ7、压力继电器1SP-2SP作用输入。
在模拟仿真系统中,PLC的输入端和输出端不连接任何实际器件。PLC的输入端(输入通道)的状态,是通过计算机或触摸屏的组态程序按模拟仿真的要求设置其状态的,PLC的输出端(输出通道)的状态,是由PLC根据输入端(输入通道)的状态,执行其内部的梯形图控制程序而相应产生输出驱动。PLC的I/O接点均带有LED状态显示。
逻辑展开图是根据控制过程的具体输入/输出要求绘制的,它严谨地反映了顺序控制过程各工步的开关量逻辑关系。如图3所示。

图3 智能化模拟仿真实施例的 控制过程逻辑展开图Figure 3 The logic expanded diagram of intelligent analog simulation control process
其绘制方法是,根据控制对象的顺序、控制过程的工艺要求示意图及PLC输入/输出地址表(I/O地址表),将整个控制过程按工步划分成若干个区间,在各个区间上方注明该工步的名称。在区间的界线或其间,标定相应输入/输出开关量信号的作用点或作用区间,展开一个工作周期的输入/输出的逻辑关系。对输入短信号在各区间的界线上用“○”表示,对跨区间的输入长信号,用“○—→|”表示。输出信号用“——”表示其作用区间。计时器用“─┄┄”表示,实线段表示计时时间,后接虚线段表示时间到后计时器尚未清零。
在逻辑展开图中,将两种输入加以区分:将人工操作的开关量输入标示在逻辑展开图的顶部的区间界线处;将控制过程的开关量输入标示在逻辑展开图的上半部分,作用点或作用区间,标定在区间的界线或其间;开关量输出则在逻辑展开图的下半部分。逻辑展开图真实地反映出顺序控制过程中的输入/输出状态的实际变化情况,它是用组态软件编制模拟仿真程序的“脚本”。
3 编制组态程序进行智能化模拟仿真
本发明实施例采用MCGS组态软件,它主要包括用户窗口、设备窗口和运行策略等部分,每一部分分别进行组态操作完成不同的工作,具有不同的特性。其中:(1)用户窗口——主要用于设置工程中人机交互的界面,诸如:生成动画显示画面、操作控制面板、报表等。(2)设备窗口——是连接和驱动外部设备的工作环境。在该窗口内配置数据采集与控制输出设备,定义连接与驱动设备用的数据变量。(3)运行策略——该窗口主要完成工程流程的控制,包括(控制程序),选用各种功能构件。
结合本发明实施例,采用MCGS组态软件编制组态程序进行模拟仿真的主要方法是:
(1)对人工操作输入及其输出的组态方法是:正常加工状态下,在每一个控制过程的循环中,操作人员需在人机界面分别按动五个按钮,即有五个人工操作的输入,其顺序为:
I0.1(拉入按钮SB1)—→I0.3(定位按钮SB3)—→I0.5(夹紧按钮SB5)—→I0.7(向前按钮SB7)—→I0.2(拉出按钮SB2)
利用组态软件设计触摸屏的用户窗口界面,其中包含所有按钮SB1-8和旋钮SA的组态元件,并编写组态程序将触摸屏用户窗口的软元件(按钮等主令元器件)与设备窗口的PLC控制器的输入通道相连接,通过人工触控触摸屏窗口的软元件即可改变PLC的相对应的输入通道的状态。PLC 的中央处理器根据内部的控制程序,执行相应的输出驱动,并由其输出端的LED信号灯表示输出控制的动作完成状态。
(2)对控制过程产生输入及其输出的组态方法是:正常加工状态下,在每一个控制过程的循环中,由机械体的位移触动行程开关等产生的输入共有9个,按作用顺序分别为:
I1.1(拉入到位压力继电器1SP)—→I2.0(定位行程开关SQ6)—→I1.7(夹紧行程开关SQ5)—→I1.2(夹紧压力继电器2SP)—→I1.4(工进位行程开关SQ2)—→I1.5(终点行程开关SQ3)—→I1.3(原位行程开关SQ1)—→I2.1(拔销行程开关SQ7)—→I1.6(拉出位行程开关SQ4)
用组态软件的运行策略,编写脚本程序,根据所采集的PLC输出状态,依照逻辑展开图确定该控制过程产生的输入状态,并用组态程序将设备窗口的PLC该输入通道设定为相应的状态。
同样,PLC的中央处理器根据输入端(输入通道)的状态,执行其内部的梯形图控制程序,而相应产生输出驱动。PLC的I/O接点均带有LED状态显示。
(3)自动判断正误的组态方法是:依据控制过程的工艺要求(即逻辑展开图)中各工步区间输入和输出的对应关系,在组态的设备窗口配置PLC输入和输出的数据采集,用组态程序编写脚本程序,将在各控制工步中采集的输入和输出开关量与逻辑展开图(工艺要求)的输入和输出的对应关系进行比较、判断。若相一致,则表明PLC梯形图控制程序满足该控制过程的要求,则为正确(OK);否则为错误(NO),并在人机界面上给出相应的提示或弹出相应提示窗口。
[1]中国洛阳浮法玻璃集团有限责任公司.开关量控制过程的智能化模拟仿真方法[P].中国专利:ZL 2004 1 0060495.3,2008-04-02.
[2]洛阳玻璃股份有限公司.开关量顺序控制过程的模拟仿真系统和模拟仿真方法[P].中国专利:01135298.1,2001-12-25.