大模数蜗轮齿条修复工装的设计
2010-11-29杨朋起
杨朋起
大模数蜗轮齿条修复工装的设计
杨朋起
(中国一重集团中型装备制造分厂,黑龙江161042)
设计了一套与普通C650车床相配套的专用工装,成功修复了龙门铣床、落地镗床主传动件蜗轮齿条。
蜗轮齿条;滑动支承;工装;修复
由于我厂龙门铣床、落地镗床的役龄都较长,大修时许多零部件特别是蜗轮齿条的齿面磨损、研伤很重,齿面精度较差。而蜗轮齿条是这些设备工作台滑板传动的主要部件,如不进行修复或更换,将直接影响机床的运动精度和工件的加工质量。
蜗轮齿条结构特殊,工艺性差,齿面精度要求高,修复难度大。
1 确定工艺方案并进行工装设计
为修复蜗轮齿条,我们查阅了相关技术资料,并分析了以往试修复中出现的问题,决定利用普通C650车床,并设计一套专用工装进行修复。
1.1 工装设计要求
实现蜗轮齿条在修复加工时的装卡与位置调整;解决切削刀具、刀具安装及刀杆的支承。
1.2 工装设计内容
根据设计要求,将工装分4部分设计制造:刀杆支承托架部分、卡具部分、飞刀及刀杆部分、自动调整中心架部分。因为此类蜗轮齿条模数都较大,结构特殊,工艺性差,在切削时,切削刀具与齿条齿面完全接触,并形成断续切削,易产生强烈振动。如果刀杆刚度不足,受切削力作用将产生完全变形,影响齿条齿面的修复精度。所以刀杆支承托架是装置的关键部分,是设计时应重点解决的问题。
1.3 刀杆支承托架的设计
下面以实例分析计算刀杆产生的弯曲变形。
图1所示蜗轮齿条模数=16 mm;使用飞刀参数:主偏角=75°,切削半径R=139 mm;工件材质:HT20-40;切削深度t=36 mm,切削厚度S=0.1 mm;转速n=6 r/min。

图1 蜗轮齿条结构Figure 1 Worm gear rack structure
(1)求切削功率Nt及主切削力PZ
金属切除率:ZW=2πnSt(D-t)=3.3×104mm3/min
式中,D——飞刀切削直径(mm)。
切削功率:Nt=NsZW=0.7 kW
式中,Ns——单位切削功率,查表得Ns=2.13×105kW/min。
切削速度:v=πDn/1 000=5.28 m/min

(2)求刀杆中点的挠度f
刀杆直径∅150 mm,自重是均布载荷q,在切削时切削力作用在刀杆中点P。则均布载荷:
q=7.8πR2L= 275 kg
式中,L——刀杆长度,L=2 m。
刀杆挠度:
式中,f1——杆自重产生的挠度(mm);
E——弹性模量,查表得210×109N/m2;
J——刀杆截面极惯矩,J=πD4/64=248.5×10-7m4。
式中,f2——主切削力作用于刀杆产生的挠度(mm)。
f=f1+f2=0.37 mm
由计算结果可知刀杆受切削力作用产生弯曲变形量达0.4 mm左右,将严重影响切削加工的正常进行。
(3)确定合理支承结构
要解决刀杆变形问题,必须加强或改善刀杆的支承结构,防止或减小刀杆变形。根据普通C650车床结构,设计横跨床身导轨的刀杆托架,两侧采用滑动轴承支承结构,解决切削力使刀杆变形问题。下面对采用措施后刀杆变形情况进行计算:
式中,L′是改善支承后刀杆长度,L′=300 mm
可见,采用支承措施后,刀杆弯曲变形量很小,不会影响切削的正常进行。
1.4 卡具部分
该部分固定在车床中溜板上,主要将工件装卡在正确位置,并能实现横向进给与纵向调整,其结构牢固,调整、装卸方便。
1.5 飞刀及飞刀杆
采用蜗轮飞刀设计形式,作用是切削加工蜗轮齿条的齿形。
1.6 中心架
作用是在飞刀杆装入支承托架前,把机床尾座替换下来。
2 应用效果
将该工装装在C650车床上,如图2。支承托架部分固定在机床导轨上,飞刀杆一端装卡在卡盘上,并装入支承托架的滑动轴承内,随主轴做旋转运动,工件卡具固定在中溜板上。切削前,可调整卡具上的调整垫,使工件中心与刀杆的回转中心在同一高度上,严格找正卡紧后,刀具做回转运动,工件沿丝杠做直线运动,利用挂螺距走刀的方法,实现蜗轮齿条的齿形加工。
运用该工艺方法,首次修复图1所示蜗轮齿条15件,每件仅用4 h~6 h,齿形精度与齿面粗糙度满足设计要求,达到了设备大修的目的。与以往大修更换新件相比,可降低成本数万元。
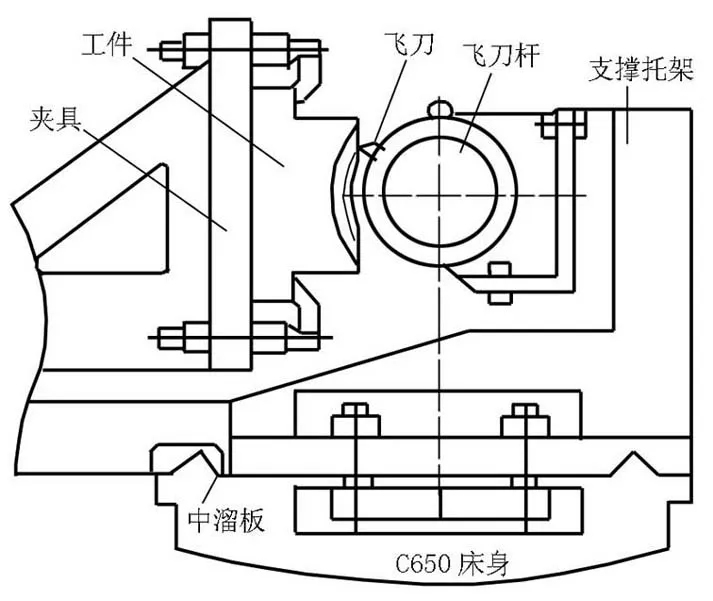
图2 工装安装示意图Figure 2 Schematic drawing of tools installation
3 结语
生产实践证明,该工装的设计很成功,解决了我厂多年来不能修复大模数蜗轮齿条的难题,对提高我厂设备大修质量,降低大修成本发挥了很大作用。
Tools Design for Large Module Worm Gear Racks Repair
YangPengqi
Special tools are designed to match with C650 common lathe which repair main drive piece worm gear racks of planer type milling machine and floor type boring machine successfully.
worm gear rack; sliding support; tools; repair
B
2010—09—13
编辑 傅冬梅
