毛竹竹筒干燥技术研究
2010-11-20罗丹,韩健
罗 丹, 韩 健
(中南林业科技大学, 湖南 长沙 410004)
毛竹竹筒干燥技术研究
罗 丹, 韩 健
(中南林业科技大学, 湖南 长沙 410004)
本文研究了干燥窑中毛竹竹筒干燥时,不同因素对竹筒干燥开裂的影响。重点研究了竹筒长度、壁厚、开槽处理与不开槽处理与毛竹竹筒开裂的关系。结果表明: 竹筒长度越长,开裂程度较小,干燥速度较慢,所用时间越长;竹壁越厚,竹筒越不容易开裂;开槽处理的竹筒较不做处理的竹筒更容易开裂,开槽处理干燥速度更快。分析了竹筒干燥后发生变形的原因。
毛竹竹筒;干燥;开裂研究
当前我国对竹质人造板、竹碳、竹醋等研究得较多,结构单元上一般多以竹片、竹蔑等形态为主[1-2],对以竹筒为基本结构单元研究较少。竹材因本身结构的差异,其各向的干缩差异较大,导致竹材在运输、干燥、使用等过程中容易发生开裂现象[3],使竹材的利用受到一定的局限。本研究对4年生毛竹竹筒不处理和开槽处理,进行干燥窑干燥对比实验,对其在干燥过程中的水分变化、厚度因素、开裂情况以及形态变化等进行了相关研究,为防止竹材开裂提供依据。
1 试验材料与方法
1.1 试验材料
试验所用竹材为4年生毛竹(Phyllostachyspubescens),采自湖南省益阳市桃江县。竹材胸径200 mm左右,长度1.3m,平均含水率74%。制作试件时,先将竹隔打通,然后将原竹锯成50mm、 100mm、 150mm、 200mm、 250mm、 300mm、 350mm、 400mm共8种不同的长度,再根据竹壁厚度将锯制的竹筒分成3组(A组:壁厚4.5~6mm,B组: 壁厚6~7.5mm,C组:壁厚7.5~9mm),每组试件4个,试件总数96个。
1.2 试验方法
1.2.1 试件处理 对试件采用开槽和不开槽两种方法处理。每组试件中的每种长度取2个试件做开槽处理,2个试件作不开槽处理。开槽处理是在竹筒表面纵向对称开出宽5mm、深3mm,在试件长度方向贯通的矩形槽。对每个试件标记并称重,记录竹材表面情况。
1.2.2 干燥工艺 将竹材试件放入调温调湿箱中,整个干燥过程分为二个阶段,第一阶段为预热阶段,时间为0~5h,相对湿度控制在80%,每小时以6℃的速度升温到50℃。第二阶段为干燥阶段,时间为6~72h,其中在6~48h阶段,温度为80±3℃,相对湿度为70%~65%,在49~72h阶段,温度为100±3℃,相对湿度为30%~35%。在干燥过程中,每3h记录1次竹材重量。最终观察竹材表面开裂情况。
1.2.3 干燥效果评价 竹筒在干燥中很容易开裂,开裂超过一定程度,竹筒的力学强度显著降低。参考竹材开裂的等级评定情况[4],将竹筒干燥效果设为4级,1级:无开裂现象;2级:竹材表面或端部出现细小、较浅裂隙或出现较宽、较深裂缝且裂缝长度小于5mm;3级:竹材表面或端部出现较宽、较深裂缝且裂缝长度大于5mm;4级:竹筒产生贯通开裂和劈裂现象。
2 结果与分析
2.1 干燥工艺影响
竹材干缩不均匀是竹材开裂的主要原因之一,而水分散失是竹材发生收缩的重要原因。对竹材内部水分变化研究也是对竹材收缩变形变化的研究。
2.1.1 长度对干燥工艺的影响 为模拟长度为2400mm竹材的干燥水分变化规律,选出长度逐渐递增的8种竹材水分呈一定规律变化的时间点的含水率,以同一时间点的8个长度的含水率为1组,利用origin软件进行数据分析,并模拟出该时间点的线性相关方程:

(1)
(2)
(3)
y4=0.28+4.444x4
(4)
y5=0.14+3.46x5
(5)

(6)
y7=0.037+2.84x7
(7)
(8)
x1、x2、x3、x4、x5、x6、x7、x8表示对应时间点竹材长度。
y1、y2、y3、y4、y5、y6、y7、y8分别表示3h含水率、9h含水率、12h含水率、15h含水率、21h含水率、27h含水率、54h含水率、末含水率的方程。8个方程的相关系数(R2)分别为0.95、0.93、0.98、0.95、0.94、0.98、0.95、0.96。
将某一长度代入以上各方程,可求出2400mm长的竹材在上述8个时间点的含水率分别为98.00%、70.87%、44.05%、29.07%、14.83%、9.65%、4.38%、0.07%,可以由此绘制出2400mm竹筒的含水率随时间变化的趋势图。
从图1中可以看出,在整个干燥过程中,从初含水率到第15h的含水率曲线比较,相邻两条拟合曲线之间,长度短的竹材一端距离大于长度长之间的距离,说明在干燥初期长度短的竹材水分排出快,随着时间变化,从第15h到第54h之间,相邻两拟合曲线长度较长的竹材相邻两条线距离逐渐减小,说明随着较长竹材水分的排出,各长度竹材含水率逐于平衡。最后各长度竹材水分减少差别不大,含水率逐渐趋于平衡。

图1 干燥过程中含水率变化与长度的关系Fig.1 Relationship between moisture content change and length in drying process
2.1.2 处理方式对干燥工艺的影响 由图2可知,干燥过程中,预处理阶段,干燥基准较软,竹材重量损失率较小,损失率约为15%,随着干燥基准变硬,在干燥阶段前9h,试件重量损失较大,即水分散失速度较快。经开槽处理的竹材水分在前39h排出较未做处理的竹材更快。在第39h后,竹材水分排出较缓慢。在0~36h阶段,开槽处理的竹材的重量损失是不做处理的近2倍。在第51h温度上升到100℃,湿度下降到30%~35%时,竹材重量损失率略为增大,随后逐渐趋于平衡。
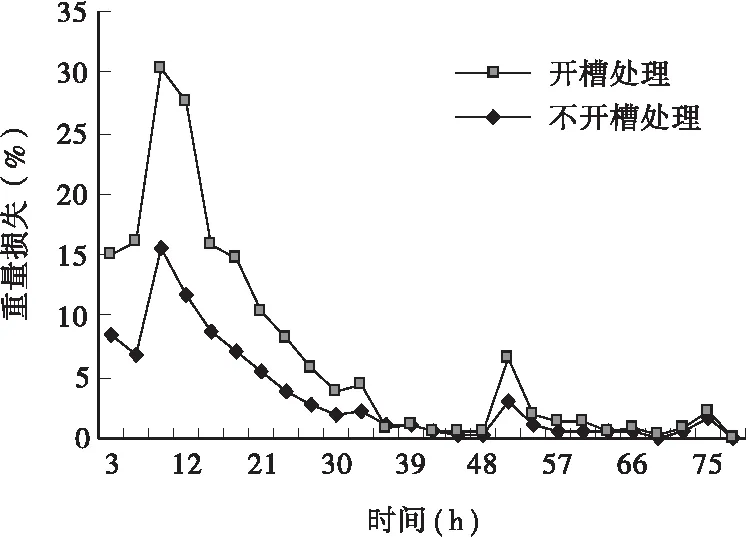
图2 不开槽处理与开槽处理的重量损失率曲线Fig.2 Weight loss ratio curve of the grooving and the no grooving bamboo
2.2 各因素对开裂的影响
2.2.1 长度对开裂的影响 从表1中长度因素可以看出,随着竹筒长度的增加,400mm长的竹筒和50mm长的竹筒在最优等级(等级1)数量上逐渐增加,最劣等级(等级4)在数量上呈减小趋势。这是因为较短的试件在干燥时和较长均匀,造成收缩也不均匀,而从纵向上看,较短试件因含水率梯度差异更大,收缩的差异与大的试件相比,水分排出较快,收缩也快,在横向上看,竹环上的各个位置水分排出更加不匀,细胞间的拉伸作用更容易减弱,较短的竹材更容易发生开裂。
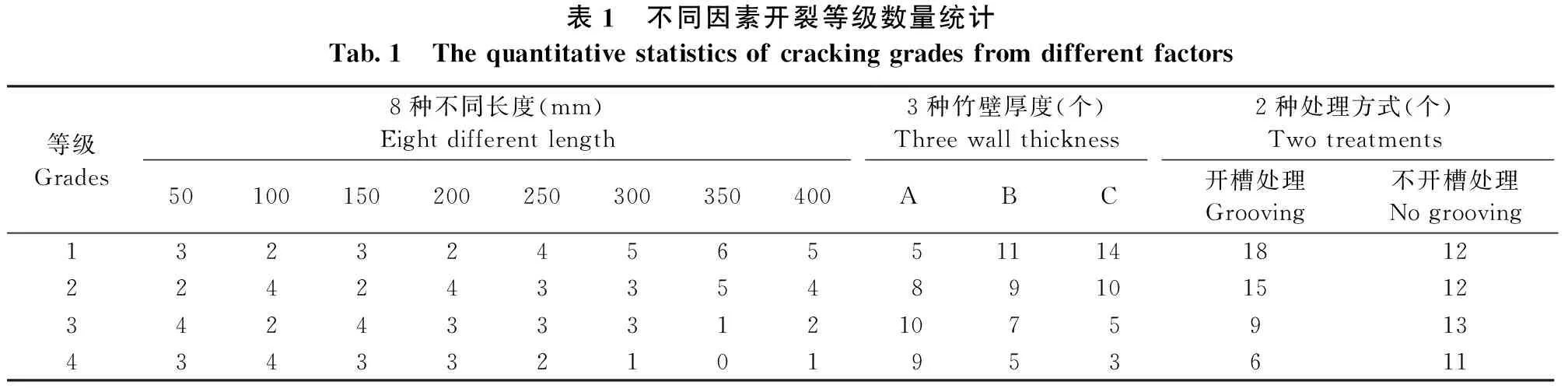
表1 不同因素开裂等级数量统计Tab.1 Thequantitativestatisticsofcrackinggradesfromdifferentfactors等级Grades8种不同长度(mm)Eightdifferentlength3种竹壁厚度(个)Threewallthickness2种处理方式(个)Twotreatments50100150200250300350400ABC开槽处理Grooving不开槽处理Nogrooving132324565511141812224243354891015123424333121075913434332101953611
2.2.2 厚度对开裂的影响 从表1中厚度因素可以看出,随着竹壁厚度增加,在最优等级(等级1)数量上呈逐渐增加趋势,最劣等级(等级4)在数量上呈减小趋势。竹材干缩是由于竹材维管束中的导管失水后引起的,因此维管束分布密的部位干缩率就大[5-6]。竹壁厚度越大,维管束密度减小,干缩越小,竹材开裂容易程度也越小。厚度较薄的竹材,维管束密度较大,在干燥过程中越容易失水,其干缩程度也越大,竹材则越容易开裂。
2.2.3 处理方式对开裂的影响 从表1中处理方式因素可看出,开槽处理的竹材较不做处理的竹材开裂程度更大。竹材本身在干燥过程中其各向水分排出不均匀,导致竹材容易开裂。开槽处理后,竹材水分排出速度更快,其各向的收缩则更加不均匀。经开槽处理的竹筒的力学强度降低,在圆环上的槽口容易整个圆环收缩过程中抗强度最低的部分,而更容易开裂。
2.3 形态和受力分析
在干燥过程中,不做处理和开槽处理的竹材最终干燥的干燥形态如图3所示。不做处理的竹材主要呈4种形态(图3中1):A收缩均匀,基本无形态变化;B竹环呈椭圆化;C竹材断裂呈现开裂;D竹材劈裂成两段。开槽处理的竹材主要呈4种形态(图3中2开槽处理的形态):A收缩均匀,槽口基本无形态变化;B竹环椭圆化槽口呈扩张状;C竹环椭圆化槽口呈收缩状;D竹材劈裂成两部分。以上2种处理情况的B、C、D情况均伴随细小裂缝和不同程度的开裂。
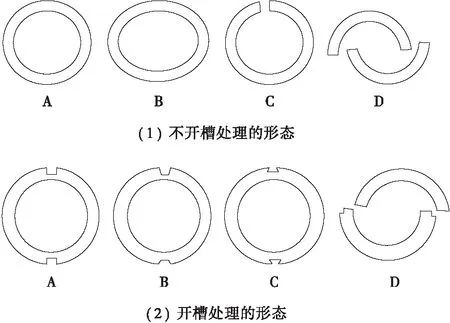
图3 干燥后不开槽处理和开槽处理的形态Fig.3 Shapes of the grooving and the not no grooving bamboo after drying
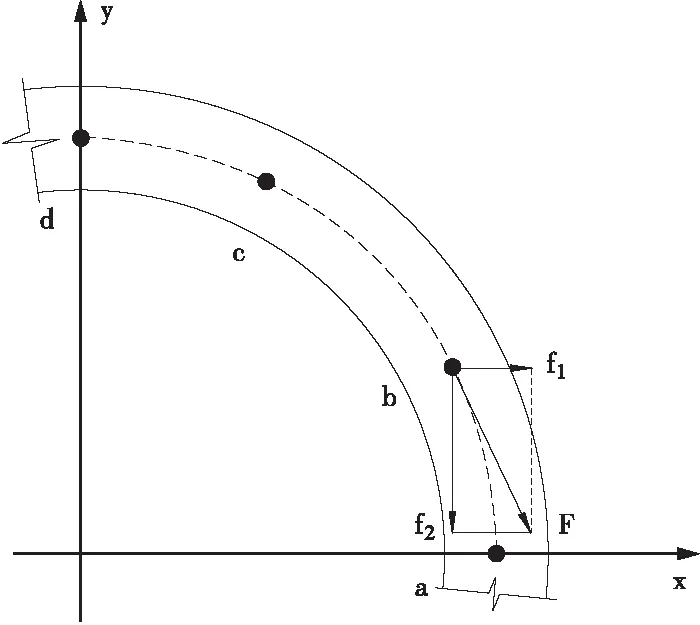
图4 竹圆环变形点受力分析 Fig.4 Force analysis of deformation point of bamboo donut
干燥后呈现各种状态的原因如下: ① 当竹环上各个部位收缩均匀时,各个部位的细微变形未超出竹材变形,即受力较均匀时,整个竹环保持原态(图3中1、2的A形态)。② 如图4,当竹材a点收缩较大,d点收缩较小时,则a点会对b点产生拉力作用F,此时可将力F分解为f1和f2两个分力,当竹环a到d上的连续的点(如b、c)受到如f2的力时,竹环则发生椭圆变形(图3中1的B形态);当竹环呈椭圆变形,开槽位于在a点时,a点圆弧变小,槽口呈扩张状(图3中2的B形态),开槽位于b点时,b点圆弧变小,槽口呈收缩状(图3中2的C形态)。 ③ 当竹环上b点的收缩比a和c点小,c点在竹环上抗拉强度最低时,则发生在c点发生开裂。 ④ 当竹环的上下圆环上的连续的点受到力F的分力f2,并且椭圆变形到一定程度时,竹环从椭圆的两个小圆弧处劈裂开,成大小差不多的两块(图3中1、2的D形态)。
3 结论
(1) 竹材的长度越长,其达到平衡含水率的时间也越长,制定工艺基准时,为保证其水分排出更加均匀,制定的干燥工艺时间也应相应拉长。竹材越长,其开裂程度较小。
(2) 竹材厚度越小,竹材越容易开裂。在干燥过程中,也可将竹材按厚度分类进行干燥,可达到较好的干燥效果。
(3) 开槽处理的竹材较不做处理的竹材更容易开裂。开槽处理有利于水分的排出,但是在整个竹环的收缩过程中,开槽的竹材整个圆环上的强度降低,易成为整个圆环中最薄弱的环节。
(4) 干燥过程中,竹材水分排出的不均匀造成竹材在同一高度圆环的干缩不均匀,水分排出快的部位,竹材收缩较大。不做处理的竹材开裂主要呈几种不同的形态:A:收缩均匀,基本无形态变化;B:竹环呈椭圆化;C:竹材断裂呈现开裂;D:竹材劈裂成两段。
[1] 徐明,任海青,徐金梅,等. 中国近五年竹材加工利用研究进展及展望[J]. 世界林业研究,2008,21(1):61-67.
[2] 虞华强. 竹材材性研究概述[J]. 世界竹藤通讯,2003,1(4):5-9.
[3] 唐永裕. 竹材的工业性开发利用[J]. 竹子研究汇刊,1997,16(2):26-33.
[4] 钟莎,覃道春,张双保,等. 毛竹竹筒防裂技术初步研究[J]. 北京林业大学学报,2009,31(增刊):189-192.
[5] 叶忠华. 毛竹材特性及工业利用分析[J]. 林业科技,2002,27(3):39-42.
[6] 贺勇,戈振扬. 竹材性质及其应用研究进展[J]. 福建林业科技,2009,36(2):135-139.
(责任编辑:巩建厅)
StudyondryingtechnologyofPhyllostachyspubescenstubes
LUO Dan, HAN Jian
(Central South University of Forestry and Technology, Changsha 410004, China)
The effect of 4 factors,such as bamboo tubes length, wall thickness and grooving, no grooving, on bamboo tubes cracking in the process of dryingPhyllostachyspubescenstubes were studied. The results showed that, the longer the bamboo tube length the smaller the cracking degree, the slower the drying rate the longer the time for drying, the thicker the wall thickness the more difficulty the bamboo tube to crack. And the grooving bamboo tube was easier to crack than no grooving bamboo tube. The reasons of distortion of bamboo tubes during drying were also analyzed in this paper.
Phyllostachyspubescenstubes; drying; cracking research
2010 — 11 — 30
2010 — 12 — 06
科技部支撑计划项目资金资助“太阳能预制房屋关键构件制造技术研究与示范”(项目编号: 2008BADA9B0202)。
S 781.9
A
1003 — 5710(2010)06 — 0057 — 03
10. 3969/j. issn. 1003 — 5710. 2010. 06. 014
