纤维素类产清洁能源的影响因素及研究进展
2010-11-20代瑞华
蔡 璇,贺 燕,代瑞华,刘 燕,安 东
(复旦大学,上海 200433)
纤维素类产清洁能源的影响因素及研究进展
蔡 璇,贺 燕,代瑞华,刘 燕,安 东
(复旦大学,上海 200433)
综述了国内外纤维素类物质厌氧发酵产清洁能源的研究现状,包括不同纤维素类物质的产气率,以及预处理方法、酶解、接种率、温度、pH值、粒径大小等对产气率的影响,并对其研究方向进行了展望。
纤维素类物质;产氢;产甲烷;清洁能源
1 引言
20世纪以来,随着工业革命所带来的石油资源紧缺问题日趋明显,“能源危机”问题逐渐受到国际社会的关注。与此同时,使用石油等矿物能源对环境造成的污染也在一定程度上威胁着人类的生活。为了减少对石油等矿物能源的依赖和减轻环境污染,国内外学者开始研究清洁能源。纤维素类物质厌氧发酵产清洁能源(甲烷、氢气、乙醇等)的技术应运而生。该技术不仅能够缓解石油资源紧缺所造成的能源危机,还可以减少二氧化碳、二氧化硫及其他有害物质的排放,起到保护大气环境的作用;此外,对具有污染性质的物质,如水葫芦、蓝藻等纤维素类物质,能够起到减量化、无害化的作用。近年来,国内外学者对影响纤维素类物质厌氧发酵产清洁能源的多种因素,如:预处理、纤维素类酶解、接种率、温度、pH值、纤维素类粒径、搅拌速度、有无金属离子存在等方面进行了大量研究,取得了一定的成果,本文对此进行了综述并对未来的发展方向进行了展望。
2 纤维素类物质的产气率
近年来,国内外学者对不同来源的纤维素类物质进行了厌氧发酵产清洁能源的研究,主要有秸秆类物质[1,2]、植物残渣[3]、环境污染物(水葫芦[4,5]、蓝藻[6]等)。表1中列举了几种具代表性的纤维素类物质的厌氧发酵产清洁能源2000-2007年的研究结果。
从表1中可以看出,就产气而言,纤维素类物质发酵产甲烷的潜力大于发酵产氢潜力。以水葫芦为例,每gTS(干总固体含量)的产甲烷与产氢量之比为12.2∶1.0[4,5];作为气体能源,每g甲烷与氢气完全燃烧所放出的热量比为1.0∶2.6,所以每gTS产甲烷所放出的热量约为每gTS产氢气放出热量的4~5倍。可见,用水葫芦发酵制甲烷比发酵制氢可以获得更多的能量。但是,由于氢气燃烧生成无污染的水而甲烷燃烧会生成温室气体二氧化碳,所以氢气与甲烷相比是更好的清洁能源。对于产甲烷而言,环境污染物水葫芦的发酵产气潜力明显高于其他物质,达到634mL/gTS。所以,在发酵产甲烷时,建议使用水葫芦、蓝藻等环境污染物,若能充分利用不仅可以使这些污染物无害化,还能将其转变为可利用的清洁能源。用甜高粱茎秆等制取乙醇是目前再生能源利用的一个热点,表1中列出了用甜高粱渣及茎秆分别制取乙醇的得率,可以看出,用甜高粱渣产乙醇的得率远高于用甜高粱茎秆产乙醇的得率,这可能是因为甜高粱渣经磷酸酸化后提高了产乙醇的量[2,3]。

表1 具代表性的纤维素类物质厌氧发酵产清洁能源的情况
3 纤维素类物质厌氧发酵产气率的影响因素
3.1 不同预处理方法的影响
纤维素类物质主要由纤维素、半纤维素和木质素组成。其中,纤维素和半纤维素能被微生物降解发酵,而木质素不能被生物降解。由于半纤维素和木质素坚固地镶嵌在纤维素中,形成结晶化和木质化,对纤维素起到保护和覆盖的作用,致使在厌氧发酵过程中,阻碍了酶对纤维素类物质的降解速度。因此,在水解前进行预处理,可以破坏纤维素类物质的结构,降低结晶度,脱去木质素,增强了纤维素酶与纤维素的有效接触[7]。预处理方法主要包括物理法、化学法、物理化学法以及生物法等。
(1)物理法
在预处理方法中,最常用的就是将纤维素类物质简单切分、碾碎的物理法。经学者们研究发现,虽然在纤维素类制氢时,粒径越小越有利于产气;但是在纤维素类制备甲烷时却得到另一种结果,简单切分比粉碎所得到的产甲烷量大[8]。这一结论将在下文粒径的影响中进一步分析。
(2)化学预处理法
在化学预处理法中,学者们主要研究硫酸、氢氧化钠、氨水和氧化这四种预处理方法。而对于研究内容而言,化学药剂的用量、各种化学药剂之间的比较以及处理时的温度、压强等因素是研究的热点。如:在药剂用量方面,康佳丽等[9]用浓度为4%、6%、8%和10%的NaOH对麦秸进行预处理,在50g/L的反应器工作体积负荷率下,浓度为6%的NaOH处理麦秸效果最好,总产沼气量最高为28.4L;在80g/L负荷率下,浓度为8%的NaOH处理麦秸的效果最好,总产沼气量最高为44.3L。可以看出,每种药剂有它的最佳浓度,并不是药剂用量越高得到的沼气量越多。在各化学药剂之间的比较方面。不同的化学药剂使用量、发酵原料以及不同负荷,均会导致不同的预处理效果和不同的清洁能源产生量。由此可见,并不能找到一种药剂及用量能最有效地对各种纤维素类物质进行预处理。这给工业使用纤维素类物质生产清洁新能源带来了不便,在使用纤维素类物质前要进行大量的实验以便找到最佳使用量从而节约成本。并且如果将多种纤维素类物质混合在一起且进原料量之比经常变化时,很有可能造成产气量不稳定、变化大的现象。
(3)物理化学预处理法
表5为实测试件各特征点对应的等效黏滞阻尼系数he。由表5可知,所有试件等效黏滞阻尼系数变化规律相似,随位移的增加而增大。峰值、破坏所对应等效黏滞阻尼系数的变化范围分别为0.203~0.369、 0.361~0.538,表明方钢管再生混凝土柱经历高温作用后,仍具有良好的耗能能力。试件耗能能力受再生粗骨料取代率的改变呈波动变化,但从总体上看影响不大;随着套箍指标的减小而降低,降幅10%;随着受热温度的增加呈先降后增的趋势,300℃时,试件耗能最为不理想。
在物理化学预处理法中,爆破法和湿氧化法是常用的预处理方法。研究的热点集中在预处理时的温度、爆破时间和添加药剂种类及用量等。Emmel等[10]使用温度在200℃~210℃,爆破时间为2~5min以及浓度为0.087%和0.175%的硫酸对桉树片进行爆破处理,发现使用0.175%的硫酸在210℃爆破2min时可得到最佳预处理效果。
(4)生物法预处理
在生物法预处理中,大多使用褐腐菌、白腐菌和软腐菌等微生物来降解木质素和半纤维素。研究发现,白腐菌黄孢原毛平革菌在二次代谢过程中会产生多种可以降解木质素的酶。Azzam发现在5周内35%的麦草被糙皮侧耳菌转化成还原糖[11]。
每种预处理方法都有其优点和缺点,总的来说,物理法能耗大,并且单使用物理法处理效果不佳;化学法处理效率高,但是药品成本高,如应用于工业中易产生二次污染,同时酸性预处理还有抑制酶解的作用;生物法所需要的时间较长,效率较低,不太适合工业应用;相对而言,物理化学法中的爆破法污染小,处理效果好,但其能耗较高。如果能解决其能耗问题,那么爆破法将是一种具有广阔工业化前景的预处理方法。
3.2 纤维素酶解
利用纤维素类物质为原料进行厌氧发酵产清洁能源,水解是其中较为关键的一步。水解是纤维素类物质被微生物所产生的胞外水解酶(主要是纤维素酶解)纤维素酶转化为简单的溶解性葡萄糖和纤维二糖的过程。为了提高酶解效率,各国学者对纤维素的酶解过程的最适条件进行了研究。结果表明,纤维素酶作用的最适宜温度随酶的来源不同一般在40℃~50℃;对于pH值而言,酸性纤维素酶的最适pH在4.8左右,中性纤维素酶的最适pH值在6.8左右;对于酶载量大多采用7~33FPU/g纤维素[12]。
3.3 接种率和添加物质种类的影响
仅用纤维素类物质为原料进行厌氧发酵产清洁能源,产量小且达到稳定所需的时间长。一般按一定的接种率将有机废水、禽畜粪便、活性污泥等含有活性菌种的物质添加到原料中一起进行发酵,从而得到较高的产气量。表2和表3分别以水葫芦、稻草为例,列举了添加不同物质对产甲烷、氢气效率的影响。
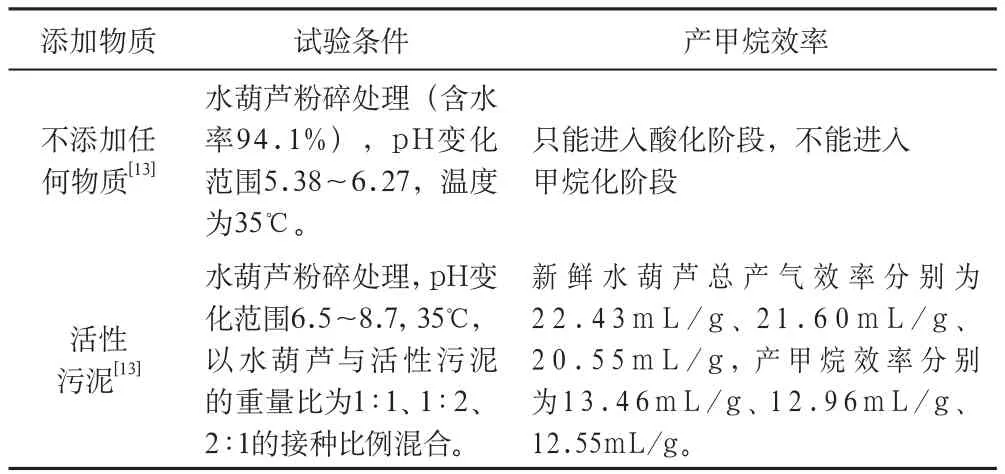
表2 添加不同物质对水葫芦产甲烷效率的影响

表3 添加不同物质对稻草产氢效率的影响
从表2中可以看出,水葫芦只有在添加活性污泥等添加物之后才能产甲烷,而在不添加任何物质的情况下只能进入产酸阶段而不能进入产甲烷阶段。由于水葫芦在没有添加物的情况下,缺乏降解纤维素物质所需产酶菌种,而且甲烷菌是一种世代时间长的严格厌氧菌,较难在短时间内培养出来。
表3将纤维素类物质发酵产氢过程中最为常见的添加物—活性污泥和猪粪在工艺基本相同的情况下做了比较,可以看出在稻草中添加活性污泥得到的氢气量约为在稻草中添加猪粪的两倍,可见,使用活性污泥比使用猪粪能更为有效地提高产氢效率。这是因为活性污泥较猪粪含有更丰富的微生物菌种。
3.4 温度的影响
温度是影响厌氧发酵反应的主要因素之一,尤其是甲烷细菌对温度的变化最为敏感。根据细菌对温度的适应范围可分为:低温发酵(5℃~15℃)、中温发酵(30℃~35℃)和高温发酵(50℃~55℃)。
研究表明,对于发酵产甲烷而言,高温发酵比中温发酵产气速度快,产气量大。南艳艳等[8]分别在35℃和53℃的条件下,对秸秆进行厌氧发酵制甲烷实验,发现在53℃时进行厌氧发酵制备甲烷的产气量较大。兰吉武等[13]在35℃和55℃的条件下分别对水葫芦进行厌氧发酵制备甲烷实验,也得到相同的结论。
而对于发酵产氢而言,中温发酵的产气量反而高于高温发酵的产气量。周俊虎等[7]在35℃和55℃时分别对水葫芦进行发酵制氢实验,结果表明在发酵底物质量同为10g(总固体含量同为92.7%)、发酵时间相同的情况下,35℃时的总产氢量为185mL,较55℃时的总产氢量105mL大。
3.5 pH值的影响
每种细菌都有其生长最适合的pH值,所以pH值对纤维素类物质厌氧发酵产清洁能源的影响是不能忽视的。
纤维素类物质厌氧发酵产甲烷时,控制产气量大小的关键因素是甲烷菌,而甲烷菌的最适pH值范围是6.8~7.2,若pH小于6.6或大于9.0,则甲烷菌将大量减少。而纤维素类物质厌氧降解过程中会产生有机酸等中间产物,导致pH值下降,在反应器中控制2000~3000mg/L的碱度可以保障其pH值在中性范围内。
对于产氢而言,一般将pH值控制在6.0左右,就可以抑制甲烷菌的生长。周俊虎等[14]对pH值分别为4.5和6.0的10gTS稻草发酵产氢进行厌氧发酵,总产氢量分别为640mL(产氢潜力为64mL/gTS)和905mL(产氢潜力为90.5mL/gTS)。Chou等[15]分别在pH值为5.0、5.5、6.0、6.5的条件下进行厌氧产氢,也发现pH值为6.0的总产氢量最大,这与周俊虎得出的结论相吻合。
对于产乙醇而言,反应器pH值一般在5左右。马会强等[16]得出AQ菌(产乙醇菌)最适pH值为4.8~5.8,过低会影响AQ菌的活力,过高会滋生杂菌。
3.6 粒径的影响
一般来说,纤维素类物质较小的粒径有助于纤维素酶与纤维素的接触,提高反应效率。周俊虎等[14]报道粒径为770μm稻草的总产氢量315mL,远小于粒径为170μm稻草的总产氢量905mL。
但是在厌氧降解产甲烷的过程中,并不是粒径越小,产气量越大。南艳艳等[8]分别对秸秆进行粉碎和简单切分处理,认为简单切分的秸秆总产甲烷量较高。兰吉武等[13]对水葫芦以同样的方式处理,得到类似的结论。原因主要为:水葫芦酸化反应与甲烷化反应间存在一个平衡点,简单切分的秸秆酸化速率较慢,酸化反应与甲烷化反应能达到更好的平衡,有利于反应进行。与此同时,简单切分的秸秆孔隙率高,产气更易溢出,在一定程度上促进了水葫芦厌氧降解产甲烷的进行。
除了上面提到的诸多因素,还有一些其他因素也会影响产气量,如:搅拌速度、有无重金属离子存在等,在此不一一赘述。
4 展望
(1)工业化问题
在纤维素类物质厌氧发酵生产清洁新能源的过程中,产量较少、成本较高是工业化主要的问题。如果使用预处理来提高产气量,会增加成本。所以,现阶段虽然纤维素类物质大量存在,人们还是偏向于使用成本较低、产量较高、无需预处理的粪便或者有机废水作为厌氧发酵生产新能源的原料。所以,在未来的研究中应着重于降低生产成本,提高产气量。
(2)预处理问题
纤维素预处理技术操作复杂且费用昂贵,易产生二次污染。如:物理法能耗大;化学法药品较贵且使用浓度较大时,易造成二次污染;生物法所需时间长等。未来的研究方向主要着重于工程应用,以生物法为主,多种处理方法相结合,以达到简化操作、降低成本、减少污染的效果。
(3)水解酶问题
利用微生物自身产生的水解酶降解纤维素往往需要较长的时间,许多学者在研究纤维素类物质厌氧发酵工艺时,都使用投加纤维素酶的方法,以加快降解速度,提高效率。但是纤维素酶价格昂贵,大大提高了成本。在下阶段的研究中,在水解方面应集中在降低降解纤维素酶的成本和提高微生物水解纤维素的速度。
(4)环境污染性的纤维素类物质
具有环境污染性的纤维素类物质,如:水葫芦、蓝藻等,年产量较大且为急需清除的纤维素类物质。由于纤维素类物质是一种极为丰富的资源,如果可以被很好地利用,不仅能增加能源,还能变害为宝,减少环境污染。
目前,在倡导环境保护与经济发展同步进行的共识中,使用纤维素类物质制备清洁新能源已成为十分热门的话题,也是学者们努力研究的方向之一。但工业化使用纤维素类物质发酵产气现在还不成熟,还有许多问题需要解决,如产气量较少、预处理成本高、易形成二次污染等。只要解决了相关问题,纤维素类物质厌氧发酵产气技术将会有更广阔的发展前景。
[1]V.C.Kalia,V.Sonakya,N.Raizada.Anaerobic digestion of banana stem waste.Bioresource Technology[J].2000.73:191-193.
[2]王祥河,管于平,等.甜高粱茎秆及其籽粒固态发酵酒精的研究[J].酿酒科技,2007,(11):48-50.
[3]班靖洋,张栩等.以甜高粱渣为原料发酵生产乙醇[J].北京化工大学学报,2007,34(6):637-639.
[4]程军,潘华引,等.污泥和水葫芦混合发酵产氢的影响因素分析[J].武汉理工大学学报,2006,28:209-214.
[5]查国君,曾国揆,等.水葫芦发酵产气潜力的实验研究[J].能源工程,2006,(6):50-51.
[6]董诗旭,董锦艳,等.滇池蓝藻发酵产沼气的研究[J].可再生能源,2006,2:16-18.
[7]周俊虎,戚峰,等.凤眼莲发酵产氢特性的研究[J].中国环境科学,2007,27(1):141-144.
[8]南艳艳,邹华,等.秸秆厌氧发酵产沼气的初步研究[J].食品与生物技术学报,2007,26(6):64-68.
[9]康佳丽,李秀金,等.NaOH固态化学预处理对麦秸沼气发酵效率的影响研究[J].农业环境科学学报,2007,26(5):1973- 1976.
[10]Emmel A,Mathias AL,et al. Fractionation of Eucalyptus Grandis Chips by Dilute Acid-Catalysed Steam Explosion[J]. Bioresource Technology,2003,86(2):105-115.
[11]王联结,陈建华.木质纤维原料预处理技术[J].现代化工,2007,27(6):66-69.
[12]邹水洋,郭祀远,等.生物转化木质纤维素原料生产乳酸的研究进展[J].现代食品科技,2008,24(4):394-400.
[13]兰吉武,陈彬,等.水葫芦厌氧发酵产气规律[J].黑龙江科技学院学报,2004,14(1):18-20.
[14]周俊虎,戚峰,等. 秸秆发酵产氢的影响因素研究[J].环境科学,2007,28(5):1153-1157.
[15]Chia-Hung Chou,Cheng-Wei Wang,et al. Pilot Study of the nfluence of Stirring and pH on Anaerobes Converting High-Solid Organic Wastes to Hydrogen[J]. International Journal of Hydrogen Energy,2008,33:1550-1558.
[16]马会强,张兰英,等.城市生活垃圾生物转化乙醇初探[J].吉林大学学报(地球科学版),2007,37(5):993-997.
Influence Factors and Research Progress in New Clean Energy Produced from Cellulosic Matter
CAI Xuan, HE Yan, DAI Rui-hua, LIU Yan, AN Dong
(Fudan University, Shanghai 200433, China)
First of all, the paper discusses the rate of gas production about different cellulosic matter. And, the factors about the rate of gas production, such as the pretreatment, enzymolysis, vaccination rate, temperature, pH, the size of particle,stirring rate, heavy metals and so on, are discussed. Finally, the prospect of further directions is demonstrated.
cellulosic matter; hydrogen-production; marsh gas production; clean energy
X382
A
1006-5377(2010)01-0022-05
注:复旦大学学术研究资助计划(FDUROP)曦源项目资助。
蔡璇,1987年生,女,硕士,研究方向:水污染控制。
代瑞华,Email:rhdai@fudan.edu.cn;电话:021-55664244。