利用红薯燃料乙醇生产中产生的废糟生产生物饲料的研究
2010-11-15易金华李尊华
刘 凯 刘 惠 易金华 肖 琼 虞 礼 唐 杰 李尊华
(湖南科技学院 生命科学与化学工程系,湖南 永州 425100)
利用红薯燃料乙醇生产中产生的废糟生产生物饲料的研究
刘 凯 刘 惠 易金华 肖 琼 虞 礼 唐 杰 李尊华
(湖南科技学院 生命科学与化学工程系,湖南 永州 425100)
红薯生产燃料乙醇产生了大量的废酒糟,其营养价值低,特别是粗纤维很难被利用。采用好氧发酵,厌氧青贮,纤维降解酶酶解的方法分别处理红薯燃料乙醇废酒糟,以降低粗纤维的含量,提高营养价值,生产节粮型的生物饲料。通过对处理后酒精糟营养成分和感官指标的比较,发现好氧发酵营养成分提高最多,厌氧青贮的色香等感官指标最佳,酶解周期最短,粗纤维降解最明显。
酒糟;生物饲料;发酵;青贮;酶解
红薯酒精糟是以红薯为原料生产燃料乙醇的副产物。干红薯的淀粉含量超过60 % ,是酒精生产的理想原料,但是红薯酒精糟水分大,营养价值低,利用困难,容易造成环境的污染。与啤酒糟和白酒糟相比,红薯酒精糟粗蛋白质低,粗脂肪低,粗纤维高,很难满足饲料营养的需求。
目前只有部分红薯酒精糟直接出售给农户作粗饲料或者肥料,大部分被视作废物,既浪费了资源,又造成了环境污染。利用生物的方法处理酒精糟,提高营养价值,发展生物饲料是红薯酒精糟利用的有效途径。这不仅充分利用了资源,降低了环境污染,也是解决人畜争粮的有效途径之一,具有极大的经济效益和社会效益。文中初步探讨了以红薯酒精糟为原料生产生物饲料的一些方法,并对这些方法进行了比较。
1 材料与方法
1. 1 原料
红薯酒精糟:永州市永大生物能源科技有限公司提供;麸皮,尿素等当地购买。
1. 2 菌剂和酶
好氧发酵菌剂:河北南和春熙生物工程有限责任公司提供。
厌氧青贮菌剂:江西宜春高新技术专利产品开发中心提供。
纤维降解酶:宁夏和氏璧生物技术有限公司提供。
1. 3 分析方法
粗蛋白质的测定:采用GB/ T 6432 —1994饲料中粗蛋白质的测定方法;
水分的测定:采用GB/ T 6435 —1986饲料水分的测定方法;
粗纤维的测定:采用GB/ T 6434 —1994饲料中粗纤维的测定方法;
粗灰分的测定:采用GB/ T 6438 —1992饲料中粗灰分的测定方法。
1. 4 培养基组成
麸皮2 %、尿素0. 2 %和酒精糟97. 8 % (以半烘干后水分65 %计) 。
1. 5 试验方法
新鲜的酒精糟含水分85 % ,pH 5. 5 左右,需按发酵或酶解的要求做一些调整。试验步骤如下:鲜湿酒精糟→半烘干→添加辅料→接入菌剂或酶剂→混合→发酵或酶解→烘干→检测
2 结果与讨论
2. 1好氧发酵试验
好氧发酵菌剂是由嗜热性侧孢霉和其他多种有益微生物组成的复合菌剂。在培养基中按0. 05 %的量加入好氧发酵菌剂,于30 ℃的室温下,堆积发酵,堆积高度为25 cm ,pH= 6。观察菌种的长势,以粗蛋白质和粗纤维为考察指标,每天测定1 次,观察第2 天到第12 天指标变化。结果如图1 所示。

图1 粗纤维和粗蛋白含量与发酵时间的关系
根据观察,培养基可以满足好氧发酵菌剂的生长,发酵的第4 天,物料表面开始出现白色的菌丝,第7 天物料表面已布满了白色的菌丝,第10 天白色的菌丝开始变为灰色,小部分菌丝死亡。发酵过程中物料的颜色逐渐从黄褐色变为黑色,第4天可以闻到淡淡的酒香味,第7 天酒香味浓烈,第9 天,酒香味变淡,出现氨味。由图1 可知,第7 天时,蛋白质含量到达最高19 %。第5~7 天时,蛋白质含量增加较快,第8 天开始,蛋白质含量又开始下降,并且下降很快。粗纤维呈现一直下降的趋势,到第12天时,已经降到28 %。第6~9 天,粗纤维降解较快,以后下降的趋势变缓。
按上述粗蛋白,粗纤维,气味,菌丝生长情况的变化,确定最佳的发酵时间为7~8 d ,此时酒精糟的蛋白质含量达到最高,纤维的降解幅度较大,气味也较好。酒精糟的好氧发酵不能是彻底发酵,不能让菌丝长透物料,过早或过晚的结束发酵都会影响蛋白含量的提高和感官质量。发酵结束的判断需要综合菌种生长情况、气味、温度变化的曲线等各个因素综合判断。
2. 2厌氧青贮试验
厌氧青贮菌剂是由50 多种微生物,配合渗透剂和固定剂等组成的复合菌剂。在培养基中按0. 05 %的量加入厌氧青贮菌剂,于30 ℃的室温下,堆积压实青贮,并用塑料薄膜覆盖表面,以隔绝空气。堆积高度50~200 cm ,pH= 6。观察物料的变化,以粗蛋白和粗纤维为考察指标,每天测定1 次,观察第2 天到第12天指标变化。结果如图2 所示。
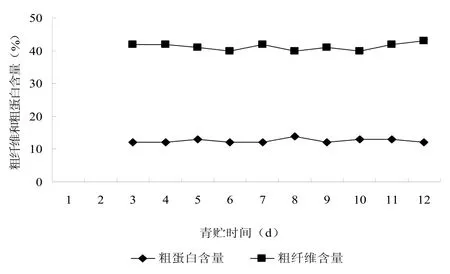
图2 粗纤维和粗蛋白含量与青贮时间的关系
根据观察,随着青贮时间的延长,酱香味越来越浓,第9 天已经很浓烈;颜色逐渐变为诱人的金黄色,第7 天时适合饲喂动物。由图2 可知,粗蛋白提高了1 百分点左右;粗纤维降解很少,含量基本没有变化。
按上述粗蛋白,粗纤维,气味,颜色情况的变化,确定青贮时间7~9 d 为宜。此时气味,颜色均较佳。青贮虽然可以提高酒精糟的气味、颜色和适口性,但是对粗蛋白的提高和粗纤维的降解作用不大。
2. 3 纤维降解酶酶解试验
纤维降解酶由β- 葡聚糖酶、纤维素酶、半纤维素酶和果胶酶组成,最佳使用条件为pH= 4. 8 ,温度50 ℃。影响纤维降解酶酶解效果的因素除温度,酸碱度外,还有水分、酶解时间、酶剂加入量。考察水分、酶解时间、酶剂加入量3 个因素,做3 因素3 水平正交试验。因素水平见表1 ,试验结果,见表2。

表1 酶解因素水平
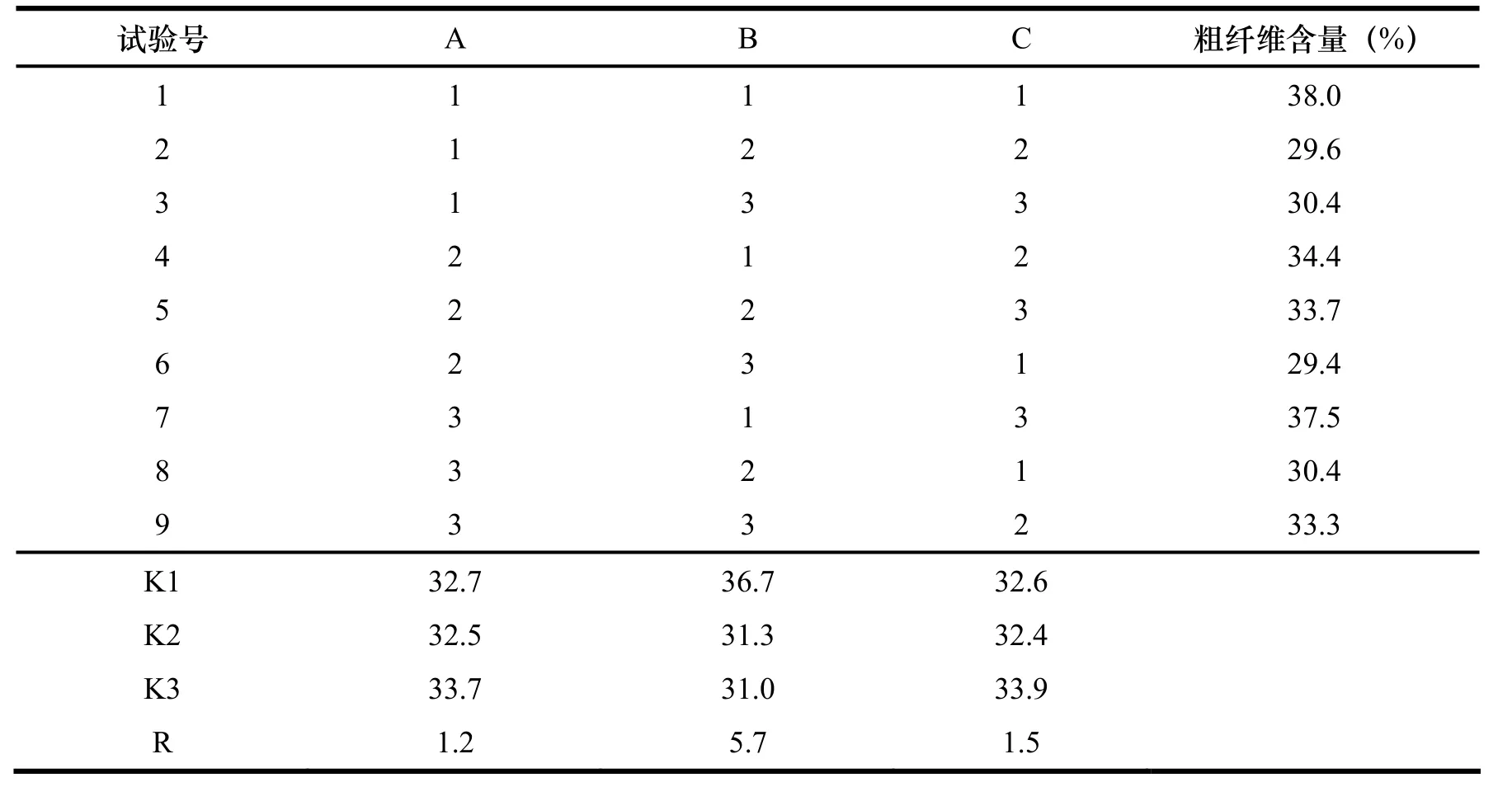
表2 酶解正交试验结果
由表2 结果可知,各因素影响作用大小为B、C、A ,最优的条件为A3B1C3。纤维降解酶可以较大幅度的降解纤维,酶解4 d 后粗纤维降到29. 4 %。该方法虽然不能提高蛋白含量,但是粗纤维的含量大大降低,有利于动物对物料的消化吸收。
2. 4 3 种处理方法的比较
好氧发酵、厌氧青贮和纤维降解酶酶解均能对酒精糟产生一定的作用,但各有优劣。处理后效果比较见表3 ,好氧发酵粗蛋白提高最多,提高了109 %,但灰分增加也较多;青贮的色、香等感官指标最佳,但营养成分提高很少,粗蛋白仅提高了19 %;酶解周期最短,粗纤维降解效果最明显,降解幅度为28 %,但蛋白没有提高。

表4 处理后物料的成分变化
3 结 论
试验初步探讨了好氧发酵、厌氧青贮和纤维降解酶酶解3 种方法处理红薯酒精糟的效果。总体来说,每种方法都有优势和缺陷。好氧发酵,营养成分提高最多,粗蛋白质含量可达19%;厌氧青贮的色、香等感官指标最佳,颜色金黄,有诱人的香味;酶解周期最短,粗纤维降解明显,可降至29. 4 %。因此处理时可根据不同的情况,选择适当的方法。
红薯酒精糟直接饲喂动物,不仅营养价值低,还极有可能导致动物酒精中毒,经过生物处理后可解决这些问题,大大提高其利用价值和范围。
[1]李向前, 吴振国, 胥传来等. 酒糟的生物技术处理—固态发酵法生产菌体蛋白和纤维素酶的研究[J]. 粮食与饲料工业, 2000 (11) :26~27.
[2]张俊荣, 陶运平, 邢锴,等. 酒糟菌体蛋白饲料生产及喂猪效果[J]. 山西农业科学, 2000, 28 (4) :74~76.
[3]臧晋, 王东梅, 薛刚,等. 利用酒精糟开发生物酶高蛋白饲料的研究[J]. 饲料工业, 2003, 24 (7) :38~39. (责任编校:何俊华)
O69
A
1673-2219(2010)12-0067-03
2010-11-01
湖南省大学生研究性学习和创新性实验计划项目。
刘凯(1986-),男,湖南科技学院生命科学与化学工程系2005届化学专业学生。
