基于FANUC系统的车削数控加工正弦曲线宏程序设计
2020-09-10冯金广程改兰
冯金广 程改兰



摘要:本文通过选取生产案例中的典型结构,利用数控机床自身基础的宏变量功能,设计典型轮廓可循环式的加工路线。数控机床在识别该程序时,自动进行内部数据处理和运算,并输出执行功能。通过对宏程序结构的优化,使宏程序运行顺利,在保证生产质量的同时又提高了生产效率。
关键词:用户宏程序;正弦曲线 ;宏程序;通用性
0 引言
数控加工程序会随着加工设备和零件复杂程度,在金属切削范围中表现出加工工艺的核心地位。在实际生产案例中,针对曲面加工需要进行大量而复杂的数据计算、同类产品的程序重复编制,利用用户宏程序功能进行二次程序的特殊功能开发,从而实现进一步智能化程序的使用。数控机床中都有用户宏程序功能,根据零件特征进行宏程序开发,其本质是将数控机床的加工能力进一步优化提升,对于加工程序的使用有着使用简单、修改方便、通用性行强、生产效率高等优点,是对企业生产的效率与质量方面提升的有效措施之一。因此开展数控加工设计具有重要的意义。
本程序在使用注意事项:设定地址号数据时,注意直径与半径值的使用。在程序中的函數计算中,如果系统以弧度计算时,可将360转换为弧度2π。G65宏调用参数不能缺少。此程序为外形正弦曲线精加工通用性程序,粗加工以后的正弦曲线轮廓结构。因此本程序具有较高的使用性能,易于广泛推广。
1 宏程序理论基础
宏程序编程方法虽然属于一种手工编程方式,通过给出由数学公式代替的几何轮廓表达,不需要对单个轮廓进行几何坐标点计算,而是由数控系统来计算节点坐标计算。所谓用户宏程序(简称“宏”),并赋予循环语句、条件语句、跳转语句等所编写的数控程序。简单地说,宏程序就是具有计算能力和决策能力的数控程序。适合用来编写具有一定通用性的程序,如“赋值宏”、“计算宏”、“循环宏”、“执行宏”等,以及非圆曲线的逼近加工宏程序,进行G代码的扩展开发等,是进一步学习手工编程需要掌握的高级编程语言。
FANUC数控系统变量分为四类,具体见表1所示。
2 正弦曲线宏程序设计
大多数的计算机数值控制(CNC)已经有了自己特定的功能识别格式,为了处理不同类型的数控加工程序,通用数控程序处理器存储特定的NC程序规范或生成典型的加工功能。采用普通的手工编程方法,则需要计算大量的节点数据,而且容易出错,程序存储量较大,如果多次出现类似零件结构需要加工时,需要重新编制程序,整个过程十分繁琐。采用自动编程时,操作虽然简单,但是需要完成绘图、后置处理、程序传输等环节,如果零件结构发生变化时,需要重新完成这一系列操作过程。这种方法通用性较差、操作过程较长、程序量较大、不便于修改。通过对宏程序基本指令合理应用或定制其特殊程序功能,可提高编程效率和加工质量。
针对以上问题,需要编制一种通用性较强、程序简洁、存储量较小、便于修改的程序。下面针对此类零件结构进行宏程序处理。
如图1所示为正弦曲线轮廓结构,需要在数控车床上完成加工,根据曲线轮廓特征编制一套通用的宏程序。
2.1 工艺路线
多刀路循环切削对加工设备有一定的稳定性要求。加工设备带有加减速控制模型具有易于实现的特点,稳定和低冲击运动。加工坐标系:在编制数控加工程序时,首先应当建立一个工件坐标系,程序中的坐标值均以此坐标系为依据。根据该零件的结构特征选取正弦曲线最右端回转中心为编程原点。在切削加工中,刀具的选择和参数的确定非常重要,决定设备的加工性能和加工效率。根据该类型结构的零件,选用加工刀具为30°外圆右偏车刀,由右向左端加工。针对被加工轮廓特征应采用仿形走刀轨迹,以改变刀具偏置补偿来实现分层切削。采用仿形加工补偿算法可有效克服异形曲面仿形加工过程中的过切和机床颤震,有利用保证加工质量。仿形走刀路线等距于曲线轮廓,采用坐标轴系统变量实现粗加工走刀,仿形走刀路线如图2。
2.2 程序执行流程
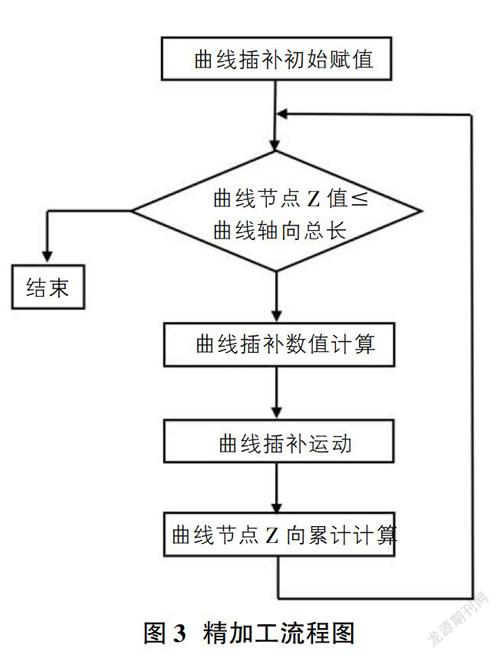
流程图能把复杂的程序结构表达清楚,绘制流程图再编写程序的良好习惯,开发和使用流程图绘制系统显得尤为重要。宏程序要完成曲线的走刀轨迹,要遵守一定的逻辑运算和循环规律,其运行过程如下流程图。宏程序精加工流程图如图3所示。
回转曲线类型的零件加工其难点在于编程,任何一种数控系统都没有针对二次曲线的直接编程指令。通用性数控加工程序的开发,宏编程语句结构较为复杂。但是,宏变量程序式的语言可以使程序的加工效率和加工质量较为明显。本案例采用的宏编程方法是以两个嵌套的语句来实现循环处理功能。数控系统中设定有宏指令G65,其相当于一个程序循环功能,从而实现了加工程序的参数化设计,提高了加工程序的编制速度。
3 结束语
宏程序的设计弥补了G代码手工编程和自动编程的优缺点,在很大程度上已经将生产的效率提升很多。宏变量基本参数设定简明直观,通过对宏程序的存储和调用,就可以很方便的完成同类零件结构的走刀程序,给周期性的生产或不定期间隔式生产带来了极大的方便。
参考文献:
[1]周德民,刘葵.FANUC系统中模块化编程方法的研究与应用[J].新技术新工艺,2020(03):29-32.
[2]韦应琴.宏程序在数控车床椭圆加工中的应用探究[J].冶金与材料,2020,40(01):49-50.
[3]胡明哲.宏变量在数控铣床加工中运用[J].数字通信世界,2020(02):189.
[4]陈发金.数控车床加工梯形螺纹B类宏程序的设计[J].数字技术与应用,2019,37(12):16-17.
作者简介:冯金广(1983-),男,河南西平人,硕士,讲师,从事于机械设计制造及自动化工作。