基于宏程序的正弦曲线零件的数控车削加工
2013-09-29张文俊
制造技术与机床 2013年3期
张文俊
(鄂东职业技术学院,湖北黄冈438000)
在湖北省黄冈市首届数控车工技能状元大赛的比赛题目出现了包含正弦曲线零件的图样。由于正弦曲线很少出现在零件的图样中,很多比赛选手对正弦曲线零件的加工无法进行,导致比赛成绩不佳。笔者使用用户宏程序编写正弦曲线零件的加工程序,使问题得以解决。
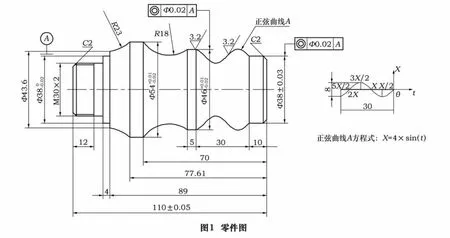
零件图样如图1。
编程分析:本零件中正弦曲线用宏程序编程,以正弦的角度t为变量,该正弦曲线为5/4个周期,所以变量t的变化范围为0°至450°,将t代入正弦曲线方程所得2倍(直径编程)加上正弦曲线起点处的基准直径38 mm得到正弦曲线每一点X坐标值;该5/4个周期的正弦曲线Z向长为30 mm,即正弦的角度t从0°变化为450°,该正弦曲线Z值从0变化为30,故曲线每一点的Z坐标值为30×(t/450)mm,知道正弦曲线的每一点的X和Z坐标即可编程。
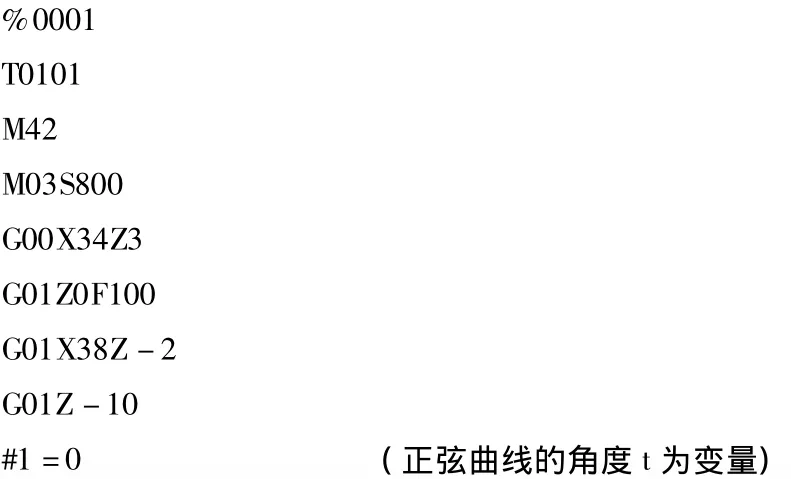
程序(仅到正弦曲线终点处的精加工程序)如下:
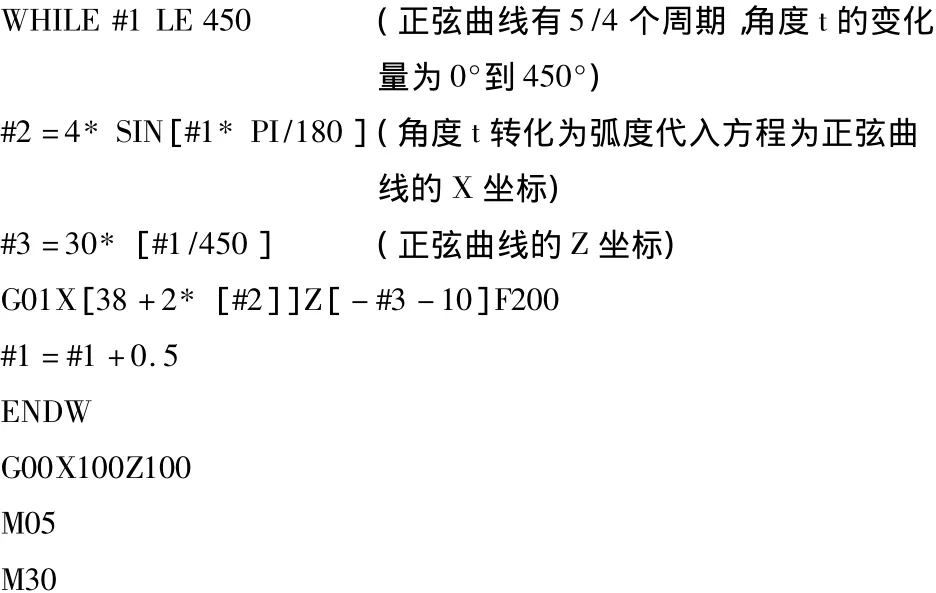
将精加工程序放入粗车复合循环G71指令中可顺利加工出此正弦曲线,正弦曲线是此零件的难点,如能加工出正弦曲线,此零件即可容易加工,在编写正弦曲线的宏程序时,关键是变量的选取和曲线上每一点的X、Z坐标算法公式,这些能正确解决,正弦曲线编程和加工可迎刃而解。同理,包含余弦曲线的零件按相同方法也可解决。加工的刀具应选择尖刀,防止刀具后刀面与加工的曲面干涉。
[1]张文俊.球头车刀在数控车床加工中的应用[J].机床与液压,2010(18):110-111.
[2]张文俊.刀具补偿技术在不等距偏心槽中应用[J].机床与液压,2009(6):256-257.
