消防车干粉罐焊接质量控制
2010-11-14宗小艳
宗小艳
(中铁宝桥股份有限公司,陕西 宝鸡 721006)
消防车干粉罐焊接质量控制
宗小艳
(中铁宝桥股份有限公司,陕西 宝鸡 721006)
消防车干粉罐是干粉消防车的关键构件,其质量的好坏直接关系到该类消防车的正常使用和安全。制定合理的质量控制措施对保证焊接接头质量及干粉罐的安全运行极为重要。在干粉罐纵、环缝接头的焊接过程中,通过人、机、料、法、环等各方面的质量控制措施,保证了干粉罐的焊接质量。实践证明,所采用的质量控制措施切实可行,可供同类钢结构压力容器焊接制造借鉴。
干粉罐;压力容器;焊接质量控制
0 前言
干粉消防车由干粉罐、氮气钢瓶、干粉氮气系统和气控系统等组成,以高压氮气为发射干粉的动力。主要用于城市、工矿企业和机场等消防队扑救可燃、易燃液体、可燃气体和带电设备的火灾。其中干粉罐是用来盛装灭火用的干粉灭火剂,为压力容器,是整个干粉消防车关键构件之一,其质量的好坏影响着该类消防车的正常使用。干粉罐的结构主要包括上封头、筒体、下封头及其他附属件等,如图1所示。筒体纵向对接接头、筒体与封头连接的环向对接接头采用全熔透的对接接头型式,其焊接过程是干粉罐制作的关键工序。

图1 消防车干粉罐示意
1 人员资格
人员指焊工和焊接检验员。为确保焊接质量应健全和严格执行焊工、检验人员的培训及考核制度。规定干粉罐的焊接应由持有相应类别的“锅炉压力容器焊工合格证书”的人员担任。焊缝无损检测人员应由持有相应类别的“锅炉压力容器无损检测人员资格证”的人员担任。另外,对所持证件定期检查,验证其有效性,对复查到期的证件进行再次培训取证,对持证焊工加强管理[1]。
2 焊接电源、焊接设备
先进的焊接设备是提高焊接接头质量、焊接生产率的重要保证,由安全资产部归口管理。设备的使用、维护严格按照设备管理规定进行,设备由专人定期维护保养。焊机供电源的品质会直接影响到焊接质量,要求所使用的焊机有对电网电压的补偿能力和对不同频率的适应能力。设备的电流、电压等仪表应在有效期内经专业部门检验、校正,并保证与焊接相关的翻转架、工装、胎具的完好,定期验证和保养工装等。
3 原材料质量控制
(1)对低合金高强度钢压力容器来说,最重要的是根据使用条件选择合适的钢种,并提出相应要求。消防车干粉罐采用16MnR,在设计时规定采用P、S含量低、冲击性能高、晶粒细化的高韧性16MnR。通过复验材料并对材料供货单位进行考察、评审、追踪等方法,确保所用压力容器材料符合标准,在投料使用前检查有效的材料质量证明文件,并核对材料上的有效标志。材料标志应与质量证明书完全一致,否则不得使用。
(2)焊接材料一旦确定就不可随意代料,对于被选定的焊接材料在使用前也要查看质量证明书,并按规定逐批复验,检验合格后方可使用。使用前要按照要求烘干、保温等,使用过程中严格按照工艺要求,杜绝误用和串用焊接材料。
4 焊接过程控制
4.1 焊接工艺
筒体纵向对接焊缝为直焊缝,上、下封头与筒体连接焊缝为环焊缝。根据不同焊接工艺因素,按照《钢制压力容器焊接工艺评定》(JB4708-2000)标准进行焊接工艺评定,焊接工艺评定试件由本单位技术熟练的焊工(不允许用外单位焊工)施焊[2]。焊接工艺评定完成后,提出完整的焊接工艺评定报告,并根据该报告和图样的要求,制定合理可行的焊接工艺指导书,施工前技术人员对焊工进行技术交底。焊工必须严格执行焊接工艺,质检员要加强这方面的监督检查,这是保证焊接质量的关键。
焊工进行工序交接时首先检查工件组装是否符合图纸和有关技术文件要求,做到“五不焊”:(1)间隙、钝边超差不焊;(2)接缝处的油、水、锈等油污除不净不焊;(3)工件组装不正不焊;(4)图纸工艺不明不焊;(5)未移交不焊。做到确保焊接工艺正确实施。
4.2 坡口加工及对口错边量的控制
装配工艺在压力容器生产中影响焊接接头质量的因素是实际存在的,在某种意义上来说与焊接同等重要。在压力容器生产中,注意焊接因素对焊接接头质量影响的同时,也应高度重视装配工艺对压力容器焊接接头质量的影响。压力容器纵向、环向焊缝对口错边量在《固定式压力容器安全技术监察规程》中被列为筒体和封头制造的主要控制项目。根据《钢制压力容器》(GB150-1998)规定,壁厚小于等于12 mm的干粉罐直焊缝与环焊缝接头对口错边量b小于等于板厚的1/4,如图2所示。纵缝焊接接头的对口错边量相对比较容易控制,而环焊缝焊接接头的错边量就需要装配工人有较高的基础知识和操作技能。由于热压成形封头的几何尺寸与公称直径有一定的误差,而且同一公称直径、同一板厚经热压成型的封头封口尺寸也有一定的差值,同一规格的干粉罐上有两个封头,为了使对口错边量控制在规定的范围内并趋近于最小,采取以下措施:

图2 对口错边量示意(δ≤12 mm,b≤1/4δ)
(1)上、下封头坡口在封头转动架上采用火焰切割加工。首先对封头进行选配,即用卷尺仔细测量封头、封口端面的直径和周长。同一封头各方向的封口直径差应符合封头验收标准,在合格的封头中选两个端面周长尺寸相近,且周长差最大值小于等于10 mm的封头作为同一罐体的上、下封头。
(2)当两封头选配完毕后,根据封头、封口尺寸确定圆筒的下料尺寸,另外圆筒的下料一定是矩形,圆筒的展开料两边相等,其对角线误差应在1/1 000以内。筒体坡口有纵缝坡口和与封头连接的环缝坡口。纵缝坡口在滚圆之后进行,滚圆前用龙门刨刨环焊缝坡口,圆筒卷制后接头间隙一定控制在工艺要求的尺寸范围内,且保证该焊接接头的间隙在全长上趋近一致。筒体组对时放置牢固,并采取措施防止焊接过程产生变形。筒体纵缝焊接完成后按要求进行校圆。
由于组对后清理干净的接头易生锈,无论是纵缝焊接接头还是环缝焊接接头,装配工人组对后应立即转入焊接工序,其时间间隔越短越好,组对后的接头不应超过48 h。
4.3 焊接过程的工艺纪律
电站锅炉炉内燃烧产物对受热面的传热以辐射为主、对流为辅。燃烧产生的烟气具有光学厚度,高温烟气的辐射能在空间所有方向上被吸收与反射[10-11]。在BRL设计参数下,燃用设计煤种,对于固定炉型,炉内理论燃烧温度不变。由能量守恒定律,炉内辐射换热量越大,炉膛上部受热面烟气所携带的热量越少,此烟气温度越低。把进入炉膛上部受热面前的烟气温度定义为屏底温度,则屏底温度反映炉膛辐射吸热量与尾部受热面对流吸热量比例的变化。
在生产过程中,焊接操作者按图样、工艺、标准来执行焊接工艺规程、焊接工艺作业指导书和相关工艺文件的情况称为工艺纪律。焊工及配焊人员要严格执行焊接工艺纪律,并填写《工艺纪律检查记录表》,各单位对本部门的工艺纪律执行情况每季度检查一次。在质量管理体系中,明确规定生产单位技术人员、质量部质检员应定时监督检查操作者执行工艺情况。焊接过程的工艺纪律情况检查内容包括:焊接操作者是否具有与实际焊接项目相应的资格;焊接设备性能是否得到验证,焊接设备的电流、电压等仪表是否在有效期内;领用的焊接材料牌号、规格是否正确;焊接材料的管理、烘干、发放、回收是否符合规定;焊接操作者是否严格按照焊接工艺规程施焊。对有特殊焊接工艺要求的项目,应重点检查。
4.4 检验
4.4.1 焊缝外观检验
待焊缝金属冷却后对其进行外观检查,焊缝形状、尺寸、外观应符合技术标准和设计图样的规定。焊缝不得有表面裂纹、弧坑、表面气孔和肉眼可见的夹渣等缺陷,其质量应符合验收标准规定。
咬边深度小于等于0.5 mm,连续长度小于等于100 mm,焊缝两侧咬边的总长度不得超过该焊缝长度的10%,合格后方可进行X射线探伤。
焊接接头环向形成的棱角E,用弦长等于1/6Di、且不小于300mm的内样板或外样板检查,如图3所示,其E值不得大于(δs/10+2)mm,且不大于5 mm。
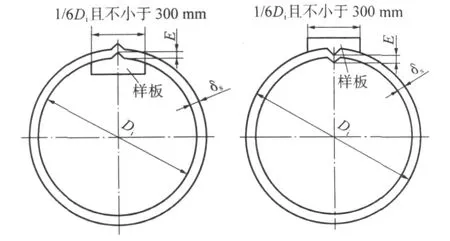
图3 环向形成的棱角示意
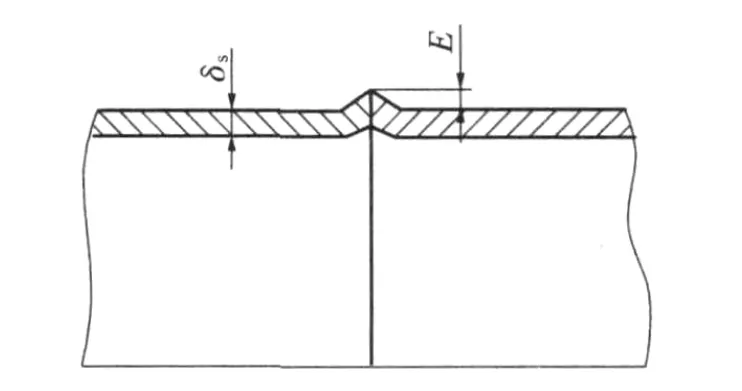
图4 轴向形成的棱角示意
4.4.2 焊缝X射线探伤
纵、环焊缝经外观检验合格后,且在施焊完成24 h后进行X射线探伤。干粉罐筒体纵向对接焊缝X射线探伤时在焊缝两端各贴一张胶片进行X射线探伤检查,评定标准执行《金属熔化焊焊接接头射线照相》(GB/T3323-2005),检测技术等级不低于AB级,合格级别不低于Ⅱ级,若不合格应标明缺陷种类、部位,以便返修。环焊缝X射线探伤长度占焊缝总长的20%,胶片均布,以丁字接头为第一张胶片中心。评定标准执行《金属熔化焊焊接接头射线照相》(GB/T3323-2005),检测技术等级不低于AB级,合格级别不不低于Ⅲ级。若发现不合格时,应在罐体上标明缺陷种类、数量,以便返修[3]。
4.5 焊缝返修
焊缝返修前要对其进行返修焊接工艺评定。埋弧焊焊缝局部返修,可采用相应牌号的焊条,采用焊条电弧焊进行焊补。当原有已评定合格的工艺按有关规定能覆盖返修工艺,则返修前不需要再进行评定。
焊缝的返修应由合格的焊工担任。返修工艺措施应得到焊接技术负责人的同意。同一部位的返修次数不应超过二次。对经过二次返修仍不合格的焊缝,如再进行返修,须经总工批准后,方可返修。返修的次数、部位和无损探伤结果等,记入压力容器质量证明书中[3]。返修时应根据标记和底片确定缺陷部位和深度,找准缺陷,使用砂轮修磨、碳弧气刨等方法去除缺陷。每进行一道工序,须在检验和技术人员的指导同意下进行,应由具有丰富焊接经验的持证焊工担任。
返修部位经宏观检验合格后,再进行X射线探伤检查,应与原焊缝相同的合格级别,其中,环焊缝返修完成后要加倍探伤。压力试验后,一般不应进行焊缝返修。确需返修的,返修部位必须按原要求经无损探伤检验合格。由于焊缝而进行的返修,或返修深度大于1/2壁厚的压力容器,还应重新作压力试验。
4.6 焊接质量的可追溯性控制
在产品的生产制造过程和以后的运行中,焊接质量的可追溯性控制是焊接质量控制和管理的一个重要内容。为了实现消防车干粉罐焊接质量的可追溯性控制,拟定以下措施:
(1)材料的“标记移植”。材料入库时的标记,在切割下料时,工件和余料都做相同的材料标记,该过程称为“标记移植”。“标记移植”的内容包括:材料的名称、规格、炉批号和入库验收标号等。“标记移植”不仅可防止生产中混料,也为将来焊接接头质量的分析提供方便,是生产现场管理的重要内容。
(2)焊接接头的施焊记录。焊接接头的外观检查和施焊记录是干粉罐焊接过程重要的现场检查记录,内容包括:产品名称、产品工号、焊接工艺文件编号、焊缝编号、焊缝位置、焊工姓名、焊工钢印号、焊接材料牌号、规格、焊接参数、焊接时间及检验员章等。焊缝的施焊记录、返修、无损检测、以及产品整体试压记录等质量控制记录将在产品档案中备案,并建立产品档案正副件,正件随产品的交付而移植交给使用单位管理,副件存档备查。
(3)焊工完成受控焊缝的焊接后,在规定的位置按要求打上自己的钢印号。
5 结论
确保质量主要体现在一个有效运作的完整的质量体系上,其中包含了目的、范围、材料、设备、文件及如何控制、记录等。其中各个环节相互联系,每个环节都是核心、不容忽视。抓住每个环节,贯彻规章制度,严格工艺纪律,才能使整个质量保证体系运转正常,生产出高质量的压力容器。
[1]国家技术监督局.GB150-1998.《钢制压力容器》[S].
[2]国家机械工业局、国家石油和化工工业局.《钢制压力容器焊接工艺评定》(JB4708-2000)[S].
[3] 国家质量监督检验检疫总局.《固定式压力容器安全技术监察规程》(TSG R0004-2009)[S].
The control of welding quality for powder fire truck
ZONG Xiao-yan
(China Railway Baoji Bridge Group Co.,Ltd.,Baoji 721006,China)
The quality of dry powder which is key component of powder fire truck directly affects the normal use and safety of fire truck.Making out reasonable measures of quality control of it is of great importance to the quality of welded joint and safe running of dry powder tank.Several quality control measures including man,machine,material,method,and environment were proposed to ensure the quality of dry powder tank.It has been proved that these quality control measures were practicable for the production of dry powder tank,and these measures can be used for reference in welding fabrication of same steel structured pressure vessel.
dry powder tank;pressure vessel;welding quality control
TG441.7
B
1001-2303(2010)02-0077-04
2010-01-19
宗小艳(1976—),女,陕西三原人,工程师,学士,主要从事低合金高强钢压力容器焊接技术及钢桥、大型建筑钢结构工程的焊接技术工作。
