不锈钢电抛光技术
2010-11-07姚颖悟卢遵铭
姚颖悟,贺 亮,张 鑫,卢遵铭
(1.河北工业大学化工学院电化学表面技术研究室,天津 300130;2.河北工业大学材料学院,天津 300130)
不锈钢电抛光技术
姚颖悟1,贺 亮1,张 鑫1,卢遵铭2
(1.河北工业大学化工学院电化学表面技术研究室,天津 300130;2.河北工业大学材料学院,天津 300130)
研制出了适用于奥氏体不锈钢和铁素体不锈钢的以磷酸和硫酸为主体的无铬酐电化学抛光溶液,研究了抛光溶液各组分及工艺参数对不锈钢抛光质量的影响,并对溶液的配制和维护进行了讨论,这种抛光液不仅减少了环境污染,而且降低了抛光成本,可以使不锈钢表面达到镜面光亮的效果。
不锈钢;电抛光;环保
引 言
不锈钢具有耐腐蚀、耐磨损及易加工等优良性能,广泛应用于化工、石油、仪表、家电、五金、食品及机械制造等行业。对不锈钢表面进行抛光,是不锈钢制品中最为常用的一种工艺。工业上常用的不锈钢抛光方法一般分为机械抛光、化学抛光及电化学抛光。机械抛光由于抛光设备及辅料价格贵,电耗大而导致成本高。化学抛光的成本低,适用于不锈钢制品任意的几何形状,但是难以达到镜面光亮的效果。
电化学抛光具有生产效率高,设备投资低,电解液可以连续使用等优点,而且加工成本低于机械抛光[1]。目前对不锈钢电化学抛光的研究已经取得了不少进展,但大多数电化学抛光液中使用铬酐[2,3],而且抛光液温度较高[4],电流密度较大,导致能耗较高,对环境也有不良影响。本实验去除了铬酐,研制出了适用于奥氏体不锈钢和铁素体不锈钢的以磷酸和硫酸为主体的电化学抛光溶液,该溶液具有抛光速度快,质量高,适应性强,成本低等优点。
1 实验部分
1.1 工艺流程
电化学抛光工艺流程为:
脱脂→水洗→电化学抛光→水洗→中和→水洗→钝化→水洗→干燥→检验。
1.2 溶液配方及操作条件
1)脱脂液配方及操作条件
氢氧化钠 30g/L
碳酸钠 20g/L
磷酸三钠 50g/L
OP乳化剂 5mL/L
θ 常温
t 10~15min
2)中和液 5%碳酸钠溶液
3)钝化液 50 mL/L柠檬酸钝化液
4)电化学抛光液配方及操作条件
磷酸 250~400mL/L
硫酸 60~200mL/L
甘油 40~100mL/L
添加剂 SSEP-A10mL/L
添加剂 SSEP-B10mL/L
θ 40~60℃
Ja10~30A/dm2
t 3~6min
阴极 铅板
阳极 奥氏体不锈钢(304,201)
铁素体不锈钢(430)
1.3 检验方法
1)目测法 抛光后进行目测,观察不锈钢表面是否光亮,有无麻点,能否达到镜面光亮水平。
2)金相显微镜法 通过OLY MPUS-ST M6金相显微镜观察抛光前后不锈钢表面的形貌。
3)分光光度计法 通过紫外-可见分光光度计(UV-2450型)测试抛光后样品表面的反射率来表征抛光效果,以反射率100%的镜面作为参考基准。
2 抛光液各组分的作用及工艺条件
2.1 磷 酸
磷酸是中等强度的三元无机酸,是不锈钢抛光液的主要成分。磷酸的酸度低,黏度大,在抛光过程中,既能起到溶解作用又能在不锈钢表面形成磷酸盐保护膜,可以阻止不锈钢表面发生过腐蚀。当ρ(磷酸)低于300mL/L时,抛光液黏度小,离子扩散速度快,金属溶解快,不利于不锈钢表面的整平和抛光;当ρ(磷酸)高于350mL/L时,不仅溶液黏度增大,成本提高,抛光速度和样品光亮度也会降低。磷酸用量应控制在300~350mL/L为宜。
2.2 硫 酸
硫酸是无机强酸,在溶液中能完全电离,有助于提高抛光液的电导率。硫酸具有良好的分散性,可提高溶液的分散能力和阳极电流效率,使不锈钢表面抛光均匀。加热后硫酸浸蚀能力会大大提高,有助于形成扩散层[5]。当ρ(硫酸)低于120mL/L时,试样难以达到整平的效果;当ρ(硫酸)超过160 mL/L时,不锈钢表面会发生过腐蚀,使表面粗糙度增加,还可降低抛光液使用寿命。ρ(H2SO4)应控制在120~160mL/L为宜。
2.3 甘 油
甘油吸附到阳极的表面能够与磷酸在不锈钢表面形成一层牢固的阻挡膜,可以抑制过腐蚀,便于获得光亮而细致的表面。当ρ(甘油)低于60mL/L时,不锈钢抛光面粗糙度较大;当ρ(甘油)超过80mL/L后,溶液黏度增加,操作难度提高。
2.4 添加剂
通过加入SSEP-A与SSEP-B两种添加剂以提高不锈钢表面的抛光质量。SSEP-A是以乌洛托品和明胶为主的复配溶液,作用是控制不锈钢反应速度,阻止不锈钢表面保护膜生长过厚。SSEP-B的主要成分为糖精,起整平与光亮的作用,以利于获得光亮平整的不锈钢表面。
2.5 阳极电流密度
在适当的电流密度下,保持一定量的氧气析出才有利于不锈钢表面的成膜或溶解。当Ja小于15 A/dm2时,不锈钢表面析出氧气量少,起不到抛光效果;当Ja超过20 A/dm2时,氧气析出剧烈,形成气流,会造成局部过腐蚀,在不锈钢表面出现刮痕,同时导致抛光液温度急剧升高,同样也会降低抛光质量。因此Ja应控制在15~20 A/dm2范围内。
2.6 温 度
一般而言,抛光整平速率会随温度升高而增大,温度升高能有效降低抛光液黏度,减少阳极表面黏膜的厚度,加速阳极溶解产物的扩散,使溶液对流加快,阳极上滞留的气泡容易脱附,有利于获得光亮平整的表面。但当θ超过60℃时,不锈钢表面的黏膜层难以维持,溶液对流加快,使样品表面产生过腐蚀或气带条纹,影响抛光质量;当θ低于50℃时,溶液黏度提高,阳极黏膜厚度增加,传质困难,不利于阳极产物扩散,抛光整平效果明显下降,样品表面会出现雾状表面,镜像模糊不清。抛光θ应控制在50~60℃之间。
2.7 反应时间
反应时间过长,会使样品表面腐蚀量加大,增加抛光液的损耗与能耗。t一般控制在3~6min。图1为利用金相显微镜得到的不锈钢表面金相照片。
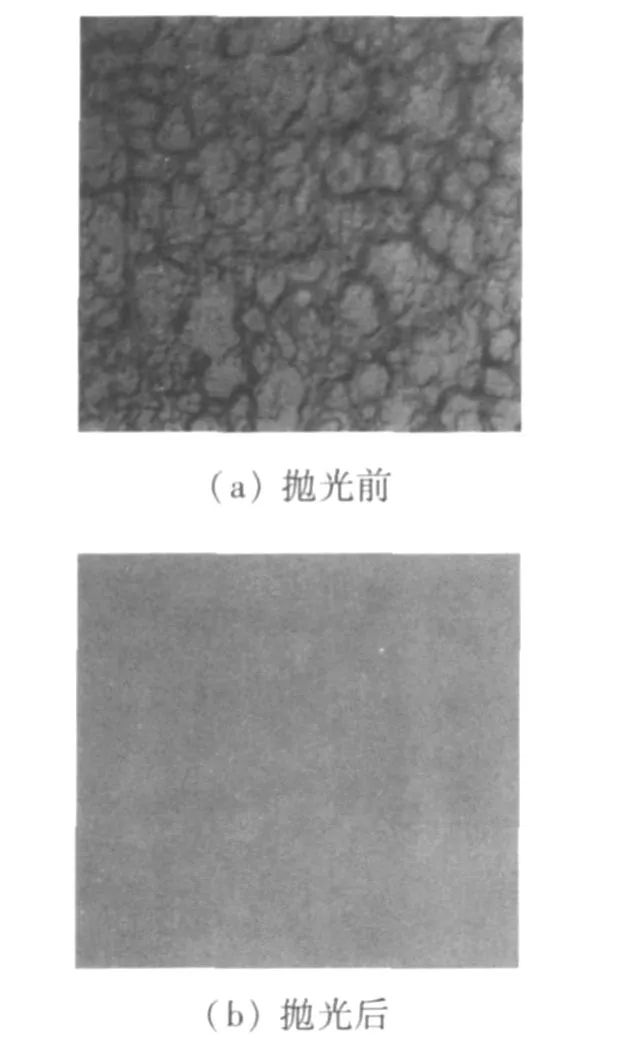
图1 电抛光前后不锈钢表面金相照片
图1(a)为抛光前的不锈钢表面,表面坑洼不平,经紫外-可见分光光度计测试,反射率为18%,图1(b)为在最佳工艺条件下获得不锈钢的表面,不锈钢表面平整如镜,经紫外-可见分光光度计测试,反射率为92%,接近镜面光泽。
3 溶液的配制与维护
1)配制抛光液时,先加入计量的蒸馏水,再按组分顺序加入。添加硫酸过程中应注意搅拌,待其冷却到室温后,再将甘油、添加剂等在搅拌中缓慢加入。由于氯离子可引起电抛光工件表面发生点蚀,在进行抛光前处理过程中应避免使用盐酸溶液。
2)由于抛光液黏度较大,在使用过程中,要注意充分搅拌均匀,使槽中溶液温度均匀,以避免导致工件表面光亮度下降。当溶液黏度降低时,要及时补加新溶液进行调整,并对溶液底部沉淀进行过滤。在抛光过程中阴极极板表面会沉积铁、镍及铬等杂质,会影响阴极导电效果,需及时将沉淀物除去,以保持电路通畅。
3)定期分析溶液中的铁离子含量,w(Fe3+)若超过15%,表明溶液老化,应部分或全部更换溶液。
4)工作间隙时应将抛光槽上部封闭,防止杂质进入槽内,同时防止溶液吸水,降低溶液黏度。
4 结 论
1)本抛光液不包含铬酐,无挥发性成分,对环境无害,符合国家环保要求。
2)本抛光液维护方便,成本低,能耗低,稳定性高,使用寿命长。
3)抛光后不锈钢表面的光亮度高,抛光效果好,具有广阔的应用前景。
[1] 杨建桥,霍苗.不锈钢杯内壁的电化学抛光[J].电镀与精饰,2009,31(5):24-25,29.
[2] 文斯雄.不锈钢电抛光[J].电镀与精饰,1997,19(3): 20-21.
[3] 郭贤烙,易翔.不锈钢电化学抛光技术研究[J].电镀与涂饰,2001,20(5):11-13.
[4] 李广武,赵芳,井涛.不锈钢电抛光工艺的研究[J].电镀与环保,2005,25(2):27-29.
[5] 彭敏,曲宁松,朱荻.不锈钢电解抛光工艺研究[J].航空精密制造技术,2001,37(3):6-10.
Electropolishing technology of Stai nless Steel
YAO Ying-wu1,HE Liang1,ZHANG Xin1,LU Zun-ming2
(1.Hebei University of Technology,School of Chemical Engineering and Technology,Electrochemical Surface Technology ReascherLaboratory Tianjin 300130,China;2.Hebei University of Technology,School ofMaterial Science and Engineering,Tianjin 300130,China)
The non-chromic anhydride electropolishing solution,which were used for austenitic and ferrite stainless steel and mainly constituted by phosphoric and sulfuric acid,was developed.The effects of the components in electrochemical polishing solutions and process parameters on the polishing performance were investigated.Furthermore,preparation andmaintenance of that solution were discussed.According to this technology,the environmental pollution and production cost could be reduced,and mirror-like surface could be obtained on the stainless steel.
stainless steel;electropolishing;environmental protection
TG175
:A
1001-3849(2010)05-0016-03
2009-10-14
:2010-01-07
姚颖悟(1977-),男,河北沧州人,河北工业大学副教授,博士.