用于超低温环境的轻质反射镜制造技术
2010-11-06宋淑梅谢京江
陈 亚,宋淑梅,宣 斌 ,谢京江
(中国科学院长春光学精密机械与物理研究所光学系统先进制造技术重点实验室,吉林长春 130033)
1 引 言
近几年来,各国的遥感卫星和空间光学技术得到了迅猛的发展,而光学系统是空间遥感的重要有效载荷,其质量的大小和适应空间超低温环境的能力直接决定了发射成本和工作性能的高低,因此必须在保证刚度和强度的前提下对空间光学系统结构进行最大程度的轻量化。其中反射镜的轻量化是整个光学系统轻量化中最基本、最重要的关键技术之一。
本文研究的椭圆形平面反射镜应用在超低温真空筒体内,外形尺寸为:长轴 730 mm×短轴525 mm,厚度 90 mm,面形精度要求优于 0.025λ(均方根,λ=633 nm),轻量化率大于 30%,应用的环境温度最高 +50℃,最低 -150℃。
2 轻质反射镜结构设计与分析
2.1 材料选择
轻质反射镜材料的选取主要应考虑到刚性、热稳定性、化学稳定性、操作安全性与加工质量。现有的材料很难同时达到这些性能要求,选择材料时必须综合比较,选出尽量满足系统性能要求的材料。目前常见的用作空间反射镜的材料主要有微晶玻璃 (Zerodur)和碳化硅 (SiC),表1列出了两种材料的性能参数[1~3]。
由表1可知,碳化硅的比刚度高于微晶玻璃,因此,用碳化硅作材料的反射镜轻量化率可以做得较高,但微晶玻璃的热膨胀系数低,素有零膨胀微晶玻璃之称,且价格相对便宜,工艺比较成熟,可以获得极高质量的光学表面。考虑到本文研究的轻质反射镜是工作在超低温的环境中,而且轻量化率不高,所以选择微晶玻璃作为反射镜的材料。

表1 两种常用材料的性能参数Tab.1 Parameters of two commonly used materials
2.2 结构设计
反射镜背部蜂窝状轻量化孔的形状主要有三角形孔、四边形孔、六边形孔、扇形孔、圆形孔、异形孔及各种孔的混合使用。轻量化孔的疏密程度和布局需按照光学系统对主镜的面形要求来整体考虑。其中圆形孔工艺性好,易于加工,但是轻量化率比较低;扇形轻量化孔一般应用于带有中心孔的圆形反射镜的轻量化,根据其加强筋排布的不同又可分为连续加强筋式和断续加强筋式的轻量化孔。就可加工性能和结构刚度而言,圆形孔的工艺性最好,三角形孔、四边形孔和扇形孔的工艺性相差不多,三角形孔和六边形孔结构刚度较好,其中三角形孔更佳;三角形孔与六边形孔及四边形孔内接圆尺寸相同时,其面型精度优于后两者。从筋的连续分布角度考虑,六边形孔刚度有所下降,四边形孔的稳定性不太好,而只有三角形孔的综合条件较为合理,且具有较好的各向同性[4~6]。考虑到轻量化率不高,所以反射镜背部的轻量化孔形状设计成三角形。
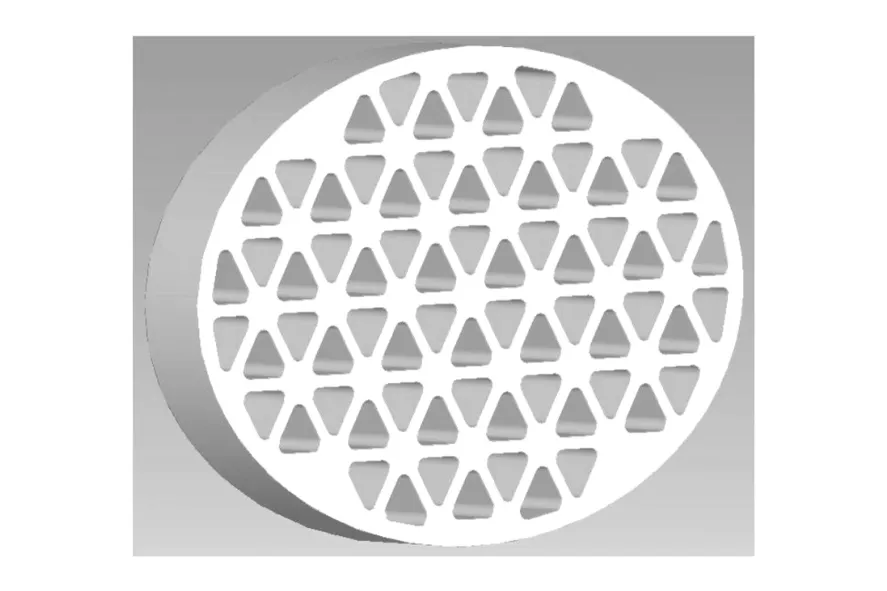
图1 轻质反射镜 CAD三维图Fig.1 CAD drawing of lightweighted mirror
经 CAD优化设计,轻质反射镜的轻量化率为33%,镜面厚度为 20 mm,三角形孔筋厚度为14 mm,质心距反射镜镜面 39.95 mm,如图1所示。
2.3 有限元分析
有限元分析包括以下两个方面的内容:
(1)轻质反射镜在自重状态下的镜面变形;
(2)轻质反射镜在 +50~-150℃的镜面变形。
轻质反射镜采用吊带支撑方式,工作状态如图2所示。
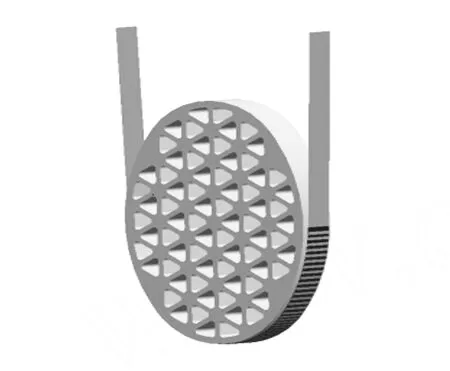
图2 吊带支撑工作状态Fig.2 Supported with a belt hanging system
轻质反射镜单元与节点的数目见表2,整体结构的有限元模型如图3所示。轻质反射镜与吊带之间采用 GaP单元模拟连接。
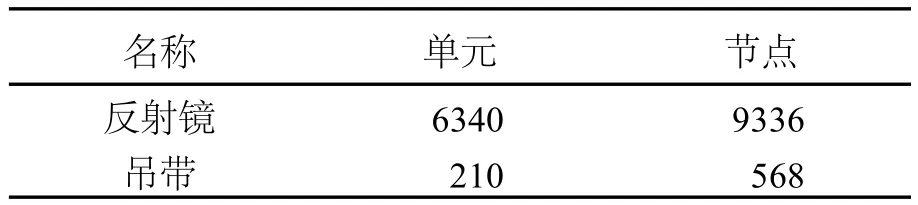
表2 反射镜、吊带的单元、节点数目表Tab.2 Elements and nodes of m irror and belt
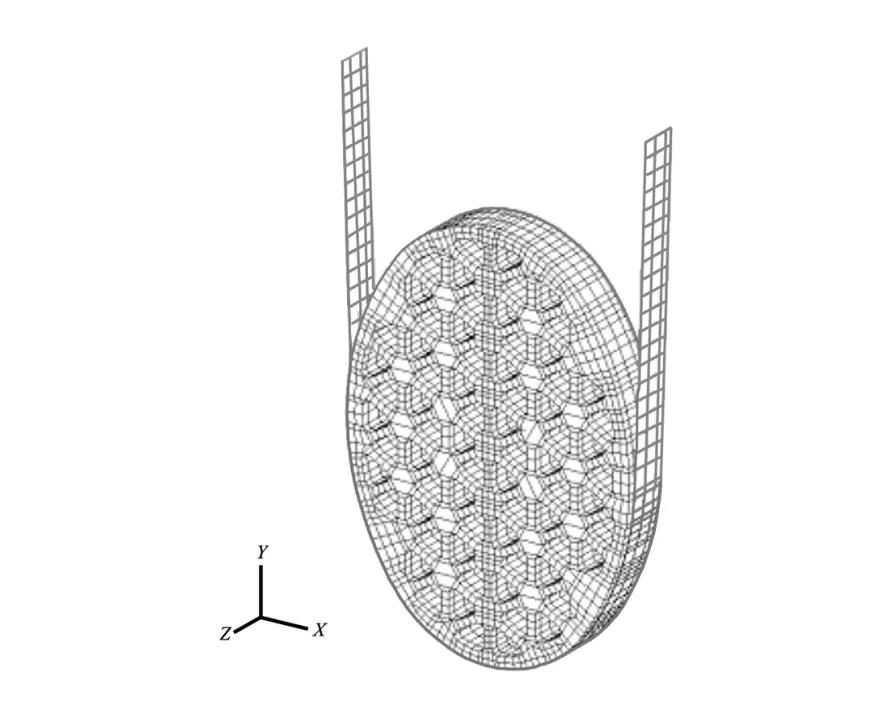
图3 整体结构的有限元模型Fig.3 Finite-elementmodel ofwhole structure
椭圆形轻质反射镜竖直放置,其约束情况如下:吊带末端节点 6个自由度全部约束;由于镜体结构对称,因此可以只计算 1/2模型,故需要约束模型对称面上所有节点在X方向的平移自由度,如图4所示。
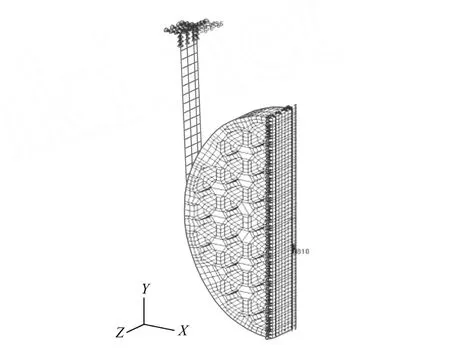
图4 反射镜结构约束示意图Fig.4 Constraint sketch map ofmirror structure
通过计算得出重力作用下镜面变形结果,如表3所示,镜面变形云图如图5所示。
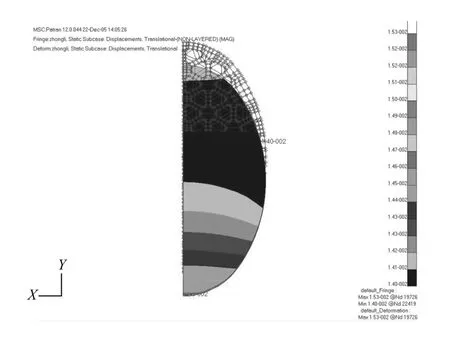
图5 反射镜在重力作用下的变形云图Fig.5 Displacement contour of mirror under gravity effect

表3 反射镜在重力作用下的镜面变形结果Tab.3 Surface errors under gravity effect
轻质反射镜在 +50~-150℃下的镜面变形量如表4所示,镜面变形云图如图6、图7所示。
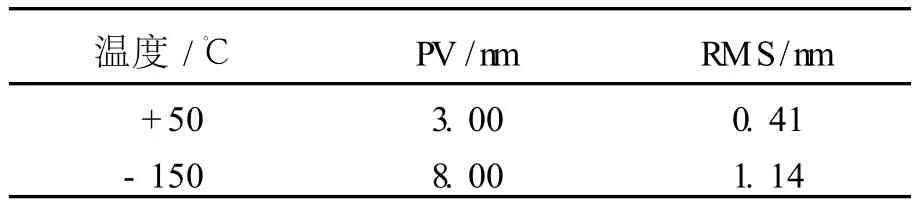
表4 在 +50~-150℃下的镜面变形Tab.4 Surface errors in+50~-150℃
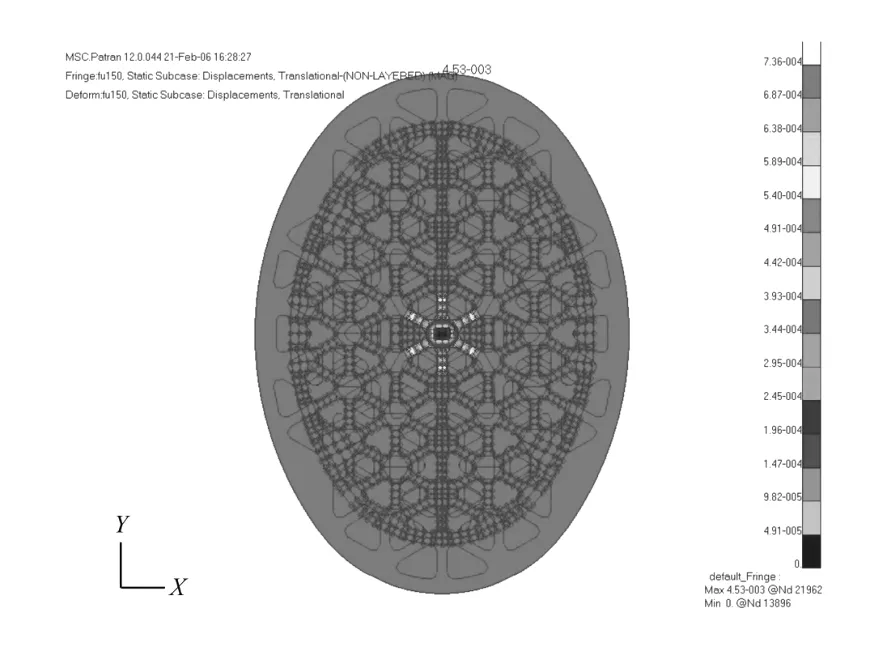
图6 +50℃下的镜面变形云图Fig.6 Displacement contour ofmirror in+50℃
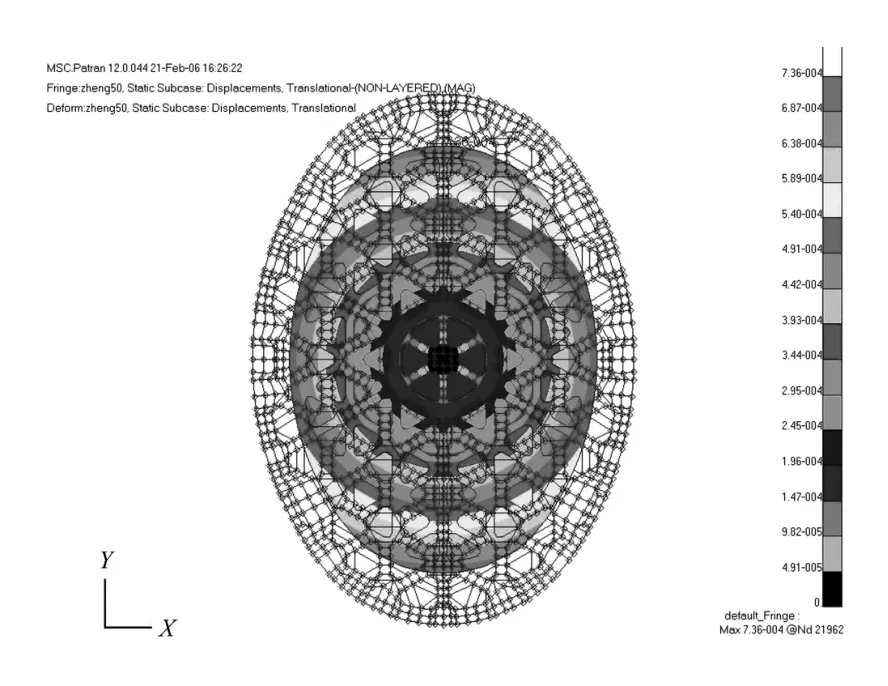
图7 -150℃下的镜面变形云图Fig.7 Displacement contour ofmirror in-150℃
通过以上的有限元计算结果可知,轻质反射镜由自重引起的镜面变形量 PV值与 RMS值仅为 1/20λ和 1/70λ,而另一重要因素超低温环境引起的镜面变形量 PV值和 RMS值仅为 1/80λ和 1/550λ,此变化量不会对反射镜的正常使用造成影响,可以忽略不计。因此,本文研究的椭圆形轻质反射镜无论材料选择还是结构设计都是可行的。
3 轻质反射镜加工
3.1 轻量化加工
玻璃质轻型反射镜的制作方法主要分为 3类:浇铸成型法、高温熔接或熔接物封接法、机械减重法[7,8]。考虑到工艺的成熟性及实验室现有的加工设备,采用了机械钻铣减重法。
根据 CAD设计出的轻量化结构图,利用 CAD软件在图上搜索需轻量化加工的区域,然后选择加工该区域所用的刀具半径 (加工不同区域所用刀具半径可能不同),对该封闭区域求等距曲线,记录等距曲线中各线段的数据,存作 TPH轨迹数据文件。
根据 TPH轨迹数据文件,编写数控系统的零件加工程序,存入数控系统的 RAM中进行测试。当所有程序通过测试后,进行工艺实验。工艺实验要模拟实际加工,观察加工过程与结果,如果发现问题,重新编辑程序中的工艺参数,修改后再实验,直至检查无误再进行实际加工。实际加工可在系统的图形方式下对零件的切削阶段进行监控,显示页面将实时地显示出刀具的移动情形,这样更加有利于实时了解加工状况,也更有利于控制加工。
轻量化加工后的反射镜不可避免地会残留加工过程中产生的应力,以及在与金刚石刀具接触的光学玻璃表面产生微小裂纹,如果对此不加以处理,则会严重影响到反射镜面的光学成像质量和使用寿命。利用一定配比及浓度的酸性溶液完全浸没轻量化加工后的反射镜,恒温放置一段时间就可以解决上述问题。
3.2 光学加工与检测
椭圆形轻质反射镜的光学抛光加工在 1.2 m环形抛光机上进行。由于反射镜外形为椭圆形,不能直接放置到转台上回转加工,所以还需要做一个外圈为圆形,里圈为同心椭圆形的玻璃套圈,把反射镜放到套圈里一起放到抛光机的转台上,由圆形套圈带动里面的椭圆形反射镜一起做回转运动进行光学抛光加工。由于轻质反射镜的口径比较大,且为椭圆形,为了提高抛光效率,当进行到抛光加工后期的时候,可以取下反射镜,根据面形检测结果进行人工局部修磨,从而能够较快达到所需要的面形精度。实例如图8所示。
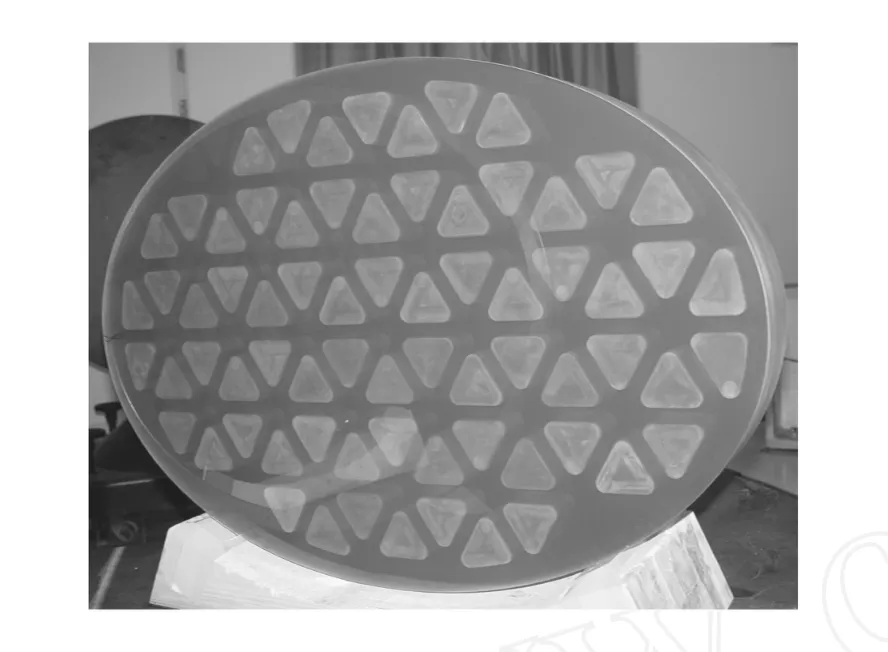
图8 抛光后的轻质反射镜Fig.8 Ligh tweighted mirror after polishing
抛光初期主要是改善反射镜的表面粗糙度,该时期用光学样板检验;当光学样板已经无法再判断反射镜面形精度的时候,使用美国 ZYGO干涉仪进行检测,由于椭圆形反射镜的长轴达到了730 mm,而实验室现有的 ZYGO 24″平面干涉仪口径只有 φ610 mm,无法对反射镜进行全口径检测,因此,采用 Ritchey-Common法进行检测[9],检测方法如图9所示。
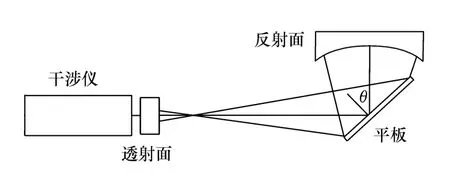
图9 Ritchey-Common法检测示意图Fig.9 Sketch map of Ritchey-Common test
从图9中可以看出,在检测光路中,检测光束在被测平面上反射两次,在标准球面和干涉仪参考球面上各反射一次。因此,标准球面和干涉仪参考球面的面形误差对检测结果的贡献减少一半。
实验室使用的标准球面是 Ф500型激光干涉仪的参考球面镜,其通光孔径为 Ф540 mm,曲率半径R为 4400 mm,面形精度为 0.032λ,干涉仪参考球面为 ZYGO GPI4″干涉仪的F/7.2参考球面镜,其面形精度为 0.009λ。检测系统的精度由此可以求得为:,与被检测的平面面形精度 0.025λ相比符合检测精度要求。
轻质反射镜的最终面形精度达到 0.022λ(均方根,λ=633 nm),如图10所示。
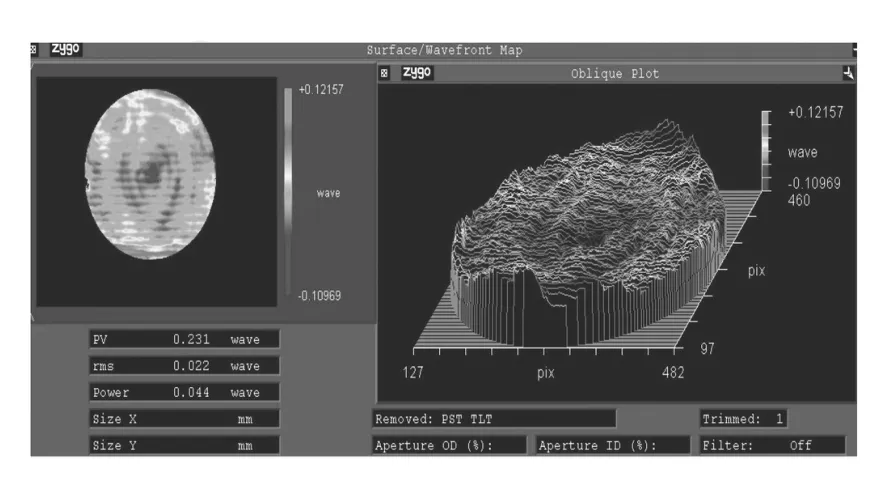
图10 反射镜面形检测结果Fig.10 Test result of lightweighted mirror
4 温度拉偏实验
本文研究的轻质反射镜在超低温环境下工作,所以环境温度的变化对反射镜面形精度的影响尤为令人关注。
由于实验室不具备大范围温度变化的条件,所以只能采取电炉升温的办法进行小范围温度拉偏实验,在室温 20.8℃下检测反射镜面形精度,再将室温加热到 28.5℃,恒温一段时间后再检测反射镜的面形精度,结果如图11所示。
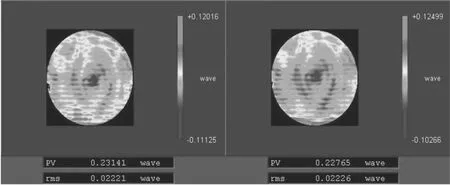
图11 20.8℃(左)时与 28.5℃(右)时测得的面形值Fig.11 Test results in 20.8℃(left)and 28.5℃(right)
从实验结果可以看出,在 7.7℃的温度变化范围内,反射镜面形精度变化量仅有 0.03 nm,与有限元的分析结果是一致的。
5 结 论
本文设计了一种椭圆形平面反射镜,研究了该反射镜的加工制造方法,并对其进行了实验测试。目前,设计的椭圆形轻质反射镜已经成功地应用在某卫星环境实验中,并且取得了很好的效果。
随着未来空间光学遥感器分辨率的不断提高,空间光学遥感器反射镜的口径越来越大,对其结构的轻量化要求越来越高,对其适应空间环境变化的要求也越来越高,这就进一步导致了材料选择、结构设计、加工方法等诸多方面的革新;同时由于支撑方式的不同,环境温度的变化以及加工过程中产生的应力也会对反射镜的面形精度产生影响。因?
此,反射镜设计阶段应充分考虑到影响反射镜面形精度的各个因素,对其进行精确的分析并找到解决问题的方法。
[1] ZHANG YM,ZHANG J H,HAN J C,et al..Large-scale fabrication of ligh tweight Si/SiC ceramic composite opticalmirror[J].Mater.Lett.,2004,58:1204-1208.
[2] 杨力.先进光学制造技术[M].北京:科学出版社,2001.YANGL.Advanced optical manufacture technology[M].Beijing:Science Press,2001.(in Chinese)
[3] LEE Y J,JOO H J.Ablation characteristics of carbon fiber reinforced carbon(CFRC)composites in the presence of silicon carbide(SI C)coating[J].Surface and Coatings Technol.,2004,(180-181):286-289.
[4] 刘宏伟,张芹,丁亚林,等.基于有限元分析的长条状主镜支撑结构设计[J].光学精密工程,2003,11(6):556-558.L IU H W,ZHANGQ,D ING YL,et al.Design of strip primarymirror supporting structure based on finite element analysis[J].Opt.Precision Eng.,2003,11(6):556-558.(in Chinese)
[5] 吴清彬,陈时锦,董申.参数优化方法在轻质反射镜结构设计中的应用[J].光学精密工程,2003,11(5):467-470.WU Q B,CHEN SH J,DONG SH.Optimization of parameters structural design of ligh tweight reflector[J].Opt.Precision Eng.,2003,11(5):467-470.(in Chinese)
[6] 闰勇,金光,杨洪波.空间反射镜结构轻量化设计[J].红外与激光工程,2008,2(1):98-100.RUN Y,J ING G,YANG H B.Lightweight structural design of spacemirror[J].Infrared and Laser Eng.,2008,2(1):98-100.(in Chinese)
[7] MOR IAN H F,MAUCH R.Zerodur for lightweight secondary/teriarymirrors[J].SPIE,1998(3352):140-150.
[8] 宋淑梅,陈亚,王延风,等.计算机控制的轻质大型反射镜坯钻铣加工技术[J].光学技术,2001,27(6):549-555.SONG SH M,CHEN Y,WANG Y F,et al.Manufacturing of large lightweightted mirror substrate by CNC machining[J].Opt.Technol.,2001,27(6):549-555.(in Chinese)
[9] HAN S,NOVAK E,SCHUR IGM.Application of Ritchey-Common test in large flatmeasurements[J].SPIE,2001,4399:131-136.