计量科研用氦液化装置和回收系统①
2010-11-02汪洪军
李 准,汪洪军
(中国计量科学研究院,北京昌平十三陵石牌坊北路18号 102200)
计量科研用氦液化装置和回收系统①
李 准,汪洪军
(中国计量科学研究院,北京昌平十三陵石牌坊北路18号 102200)
以中国计量科学研究院氦气液化装置和回收系统为例,阐述了其工作原理,并对氦气压缩机、冷箱、透平膨胀机等主要部件的构造进行了较为详细的描述,最后给出了该装置及回收系统所能达到的预期技术指标,通过该装置和系统的介绍,以期能对类似装置和回收系统的设计和选型提供一定的参考。
计量;氦气液化;回收
氦气作为现在已知物质中沸点最低(4.2 K)的特殊气体,因为它的临界点相当低,又最接近于理想气体,常被应用在超低温技术、气体温度计、气体激光器以及核反应堆和氦气的光谱研究与特殊生产行业上。而中国计量科学研究院(以下简称“计量院”)作为我国最高法定计量机构,承担着建立、维护国家计量基标准等多项科研和量传任务,液氦作为从事低温超导等科研任务必备的特殊物质,在计量院主要体现在量子计量、电磁计量、光学计量、热工计量以及医用和核磁共振等实验和研究方面,足量的制备和存储是保证以上实验成功进行的先决条件。为此,计量院特申请购置了一套完整的L70型氦气液化装置及回收系统,以满足科研和实验工作需要。
1 工作原理
1.1 氦气液化装置
氦气液化装置作为该系统的核心,其工作原理如图1所示,在循环系统中,首先开机调试时必须补入足量的原料氦气,且补充量与该装置液氦输出的指标量相当,补入的纯度为99.999%高纯原料氦气通过高压纯氦气汇流排排出贮藏在容积为8 m3的中压缓冲罐内。
正式运行后,主要依靠回收氦气作为氦液化主要原料氦气,不足时再次依靠中压缓冲罐内氦气补充。正常情况下,高压回收氦气汇流排的氦气,经高压减压阀减压后,进入干燥器去除水分,再进入冷凝冻结滤器去除氦气中的氧、氮等气体杂质,自此完成了高纯原料氦气的减压、干燥和过滤阶段。
过滤完成后,干燥纯净的氦气流入主氦气压缩机完成对气态氦的压缩过程。压缩后的高压气流进入冷箱中的热交换器组,在必要的情况下,经过液氮的预冷过程,之后按照不同的温度等级,抽取部分氦气进入透平膨胀机。第一台透平膨胀机,在第一台热交换器后抽气;第二台透平膨胀机在第三台热交换器后抽气。该两台透平膨胀机为并联运行。余下的氦气进一步冷却,在过冷器中,即可以获得按设计要求选择的超临界氦,最后采用焦耳—汤姆逊阀节流膨胀至氦液化压力,此时部分氦气被液化,液化的气体经专用同轴传输管线输送至1000 L贮存杜瓦瓶内,未液化的氦气返回到装置中与透平膨胀机膨胀后的氦气汇合返流,同时与高压氦气热交换,吸收热量后的氦气再次进入主氦气压缩机的吸入口进行重复压缩。
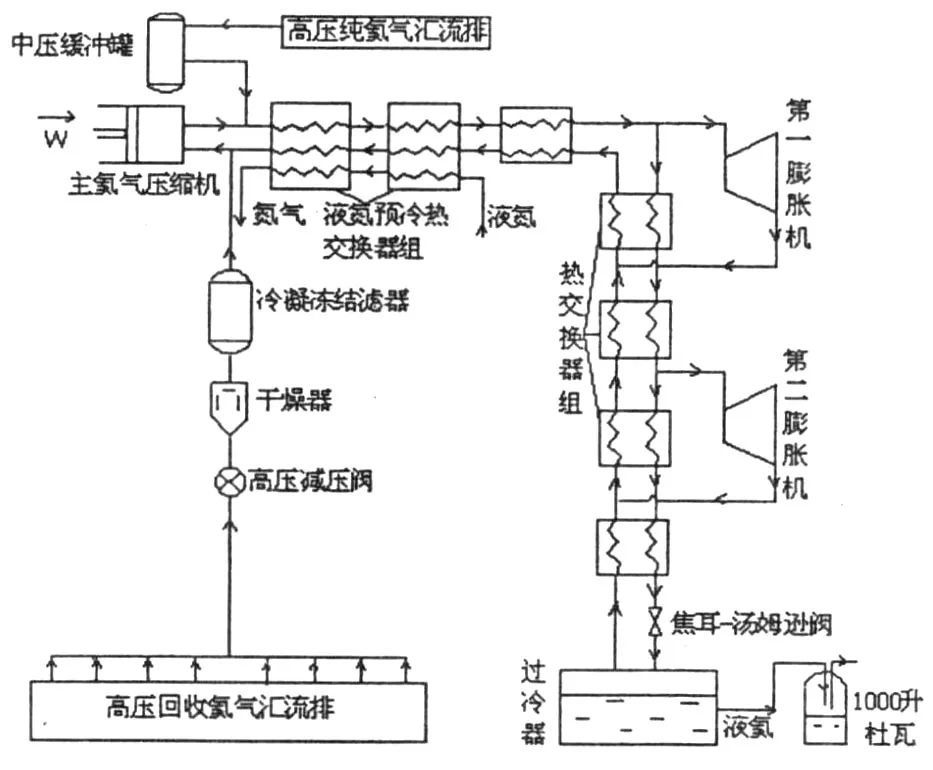
图1 氦气液化系统流程图Fig.1 Helium liquefaction system
1.2 回收系统
氦气作为一种特种稀缺气体,价格较为昂贵,大量液氦在实验完成后,会产生大量的氦气作为废气直接排出,造成极大的资源浪费;再者,通常情况下,1 m3液氦全部气化可生成700 Nm3的气体氦[1],在现代化密闭性较好的实验室内,如果大量氦气排放室内,很有可能会造成实验人员因缺氧而窒息,造成人身危害。因此,计量院出于以上两点考虑,特配套氦气液化装置建立了一套氦气回收装置,如图2所示。

图2 氦气回收系统Fig.2 Helium Recovery System
该回收系统主要由氦回收压缩机、高压氦气干燥器、气囊、高压回收氦气汇流排等组成。实验室使用过的液氦气化后经由回收管路,首先回到容积为30 m3的气囊中,为了节约空间,气囊悬挂在液氦制备间的顶部,工作压力为0.102 MPa,下面放置高压回收氦气汇流排。气囊的一侧设有高低限位器,当回收的氦气充入气囊,达到设定上限位时,限位器的传感器发出信号,起动氦回收压缩机,将气囊中的氦气经由高压氦气干燥器和除油装置后,压缩至高压回收氦气汇流排中,随着气囊中的气体量减少,气囊中的氦气余量达到设定下限位时,限位器的传感器发出信号,氦回收压缩机停止工作。
2 主要部件
2.1 主氦气压缩机
主氦气压缩机的各项技术参数见表1,该压缩机为45 kW电机驱动的单级喷油螺杆压缩机,依靠喷油对氦气提供密封和冷却。对压缩机进行冷却用的喷油在第一级分离器内部通过引力和离心力被分离,之后第一级分离器能聚结和沉淀含油杂质,使分离器出水口的剩余油含量小于10×10-6。喷油被空气冷却(中间冷却)后,再用泵送回到压缩机。被压缩的氦气经过滤器送到分离器并同样用空气进行冷却。

表1 主氦气压缩机的性能参数Table 1 The main performance parameters of helium compressor
压缩机按设定的进气压力和排气压力进行操作。当进气压力低于设定吸气压力时,压力调节器控制缓冲气,对系统进行补气;当排气压力高于设定压力时,调节器动作,将系统多余的氦气充入缓冲器。所有的压缩机部件、阀门和仪表与减振底座和消音罩组装在一起,使机组振动和噪音的指标达到技术要求规定的标准。
2.2 冷箱液化器
为了使高压氦气和低压氦气进行良好换热,冷箱液化器采用真空钎接铝制板式换热器。该换热器换热面积大,结构设计紧凑。在垂直冷端下的真空绝热冷箱内装上该换热器。为防止热渗透备有超绝热层,换热器采用加固悬挂安装以减少导热的热渗透。
冷箱本体配置一台RV5型旋片式机械真空泵和一台低温高真空泵,机械真空泵用于对冷箱内系统进行初步抽真空,真空度可达到2×10-1Pa;当冷箱内温度低于120 K时,高真空泵起动,真空度可达到10-7mbar(注:1bar=0.1 MPa)。
2.3 透平膨胀机
制冷循环中所需的冷量由透平膨胀机产生。透平膨胀机采用气体轴承。为了转子轴无接触定中心和平衡轴向力,轴承系统装有两个动态径向和轴向轴承。这种轴承的动态结构在稳定的运行中不需要外部气源,仅在起动和停止过程中从循环中来的气体输送到轴承,以保证其足够的润滑。为了控制转速,透平膨胀机装有压缩机制动,在封闭的冷却水循环中压缩热被导出。透平膨胀机转速可达到5600 r/min。
透平膨胀机的冷却循环水由一台制冷机组提供,制冷机组的额定功率为3.5 kW,冷媒采用R407C,冷却水源来自经过处理的软化水,可提供低于25℃,大于0.2 m3/h的水量。
3 技术指标
目前该系统经过3个月的精心设计安装,已经进入了初步调试阶段,调试完成后将达到如下的预期技术指标:对于纯度为99.996%的干燥氦气,在没有液氮预冷的情况下,氦气液化能力不低于20 L/h,在有液氮预冷的情况下,氦气液化能力约为39 L/h;氦气回收能力约为380 L/min。
4 结 论
1.本套氦气液化装置及回收系统自动化程度高,工艺条件要求精细。该液氦装置由林德公司生产,在国内外液氦装置行业处于较领先的地位。
2.本套装置每天能生产液氦约300 L,每月的液氦产量可达上万升,此产量足可满足计量院热工计量、电学和量子计量、光学与激光计量、电离辐射和医学工程等多学科的国家计量基准标准实验室在低温环境下开展研究以及精密测量技术的工作需求,这为我国开展以量子物理为基础的现代计量科学基础性研究提供了坚实的保障。
[1]HSIEH Jui Sheng.热力学原理[M].北京:人民教育出版社,1980.
[2]Linde AG.L70 technicalmanual book[G],2009.
Helium L iquefaction Plant And Recovery System For M etrology Study
LI Zhun,WANG HongJun
(National Institute of Metrology P.R.China,Beijing 102200,China)
For example National Institute of Metrology P.R.China helium liquefaction plant and the recovery system,described itsworking principle and given a more detailed description of the structure of helium compressors,cold box,turbo expanders,the technical specifications of the device and the recovery system were achieved at last.Through the introduction of devices and systems,providing a reference of design and selection for similar devices and recovery system.
metrology;liquid helium;recovery
TB657.8
:B
:1007-7804(2010)04-0007-03
10.3969/j.issn.1007-7804.2010.04.003
李 准(1980),男,助理工程师,硕士,主要从事低温氦气液化技术与高纯特殊气体的工程应用研究工作。
2010-05-11;
:2010-06-01
