废润滑油的再生工艺研究*
2010-09-30刘建锟张忠清蒋立敬
刘建锟,张忠清,杨 涛,蒋立敬
废润滑油的再生工艺研究*
刘建锟,张忠清,杨 涛,蒋立敬
(中国石化抚顺石油化工研究院,辽宁抚顺113001)
针对现有的废润滑油回收利用技术都没有彻底地脱除废润滑油中金属等杂质、没有提出理想的环境友好的回收再生技术、没有很好地提高润滑油基础油的收率等问题,结合废润滑油的性质特点,探索了一种环境友好的回收再生技术,提出了不同常规的再生工艺,基础油收率高,效果显著,再生后符合润滑油基础油标准,可以用作基础油。
废润滑油;加氢;再生
润滑油占世界石油产品总消耗量的重要部分,其耗量仅次于燃油。随着国民经济的迅速发展,近年来我国润滑油消费的增长速度已超过5%,2004年润滑油消费量已消耗量超过400万t。而可供回收的废润滑油资源应为消费量的40%~45%,约有160万t,可以生产再生油品约100万t[1]。
废润滑油是润滑油在使用过程中由于氧化、老化、变质、混入燃料油组分、混入杂质水分而与新润滑油在质量指标上有明显区别的油。一般在粘度、闪点、酸值、水分、颜色、戊烷不溶物等指标上体现出来。因此,废油回收再利用的关键是除去污物等杂质,使其重新达到润滑油的质量指标[2]。
废润滑油可以用于生产其它产品,如进行裂化生产轻质的柴油和汽油产品,也可以处理后回收作为润滑油基础油。将废润滑油通过适当的工艺处理,除去废油中变质污物和杂质,生成质量符合要求的基础油,经进一步生产以及调配各种添加剂后,就可以得到质量优良的成品润滑油。该回线无论从技术、环境保护、资源利用以及经济的角度来看,都是适宜的选择[3]。
国外的废油再生技术已发展到蒸馏—加氢法,年处理量达300×103t/a。而我国的再生技术仍比较落后,规模偏小,工艺简单,平均规模不高于3 000 t/a,现在全国废油回收率只有6%左右,有的还停留在已属淘汰之列的蒸馏—硫酸—白土精制工艺。目前废润滑油回收工艺主要有酸—白土精制工艺、蒸馏—溶剂精制—加氢精制工艺等等[4]。但主要缺点都是基础油回收率低,再生过程中又会造成二次污染,产生了大量的固体废弃物和大量酸性物质,难以去除利用,且消耗了成本较高的无机试剂,因而远远不能满足社会发展及环境保护的需要[5]。
现有的废润滑油回收技术都没有彻底地解决废润滑油中金属等等杂质的脱除,都没有提出理想的环境友好的回收再生技术,都没有很好地提高润滑油基础油的收率。结合废润滑油的性质特点,探索了一种理想的环境友好的回收利用技术,提出了不同常规的回收工艺对废润滑油进行加氢再生处理。
1 试验部分
1.1 废润滑油性质分析
取一废润滑油样品,过滤及脱水处理后进行分析,结果如表1。
由表1可以看出,这种废润滑油样品已经明显氧化、老化、变质,原料中H/C比1.86,偏低;在残炭、粘度、色度等指标上很明显,因氧化、变质等原因严重影响了实际胶质、苯胺点的分析,甚至做不了。除了一些添加剂如清静分散剂、防冻液添加剂、抗氧剂所引入的金属杂质如Ca、Na、Mg外,在使用过程中与阀部件、活塞及气缸壁长期摩擦损耗而产生的金属杂质如 Pb、Mo、Mn、Fe、Al等,也严重影响润滑油的使用性能,同时也给再生利用带来相当的困难。
1.2 废润滑油加氢再生
怎样脱除这些杂质尤其是大量的金属杂质成为废润滑油回收再生的关键。将此废润滑油样品进行实沸点切割,发现金属杂质集中在>520℃的馏分中,且金属含量相当高,这么高的金属含量很难用合适的脱金属催化剂或保护剂来处理,也没有很好的脱除金属的适宜方法。S、N、残炭这些杂质也主要集中在偏重的馏分段内。对此废润滑油样品经过滤脱除机械杂质和脱水后,再进行实沸点切割,各馏分含量如表2。
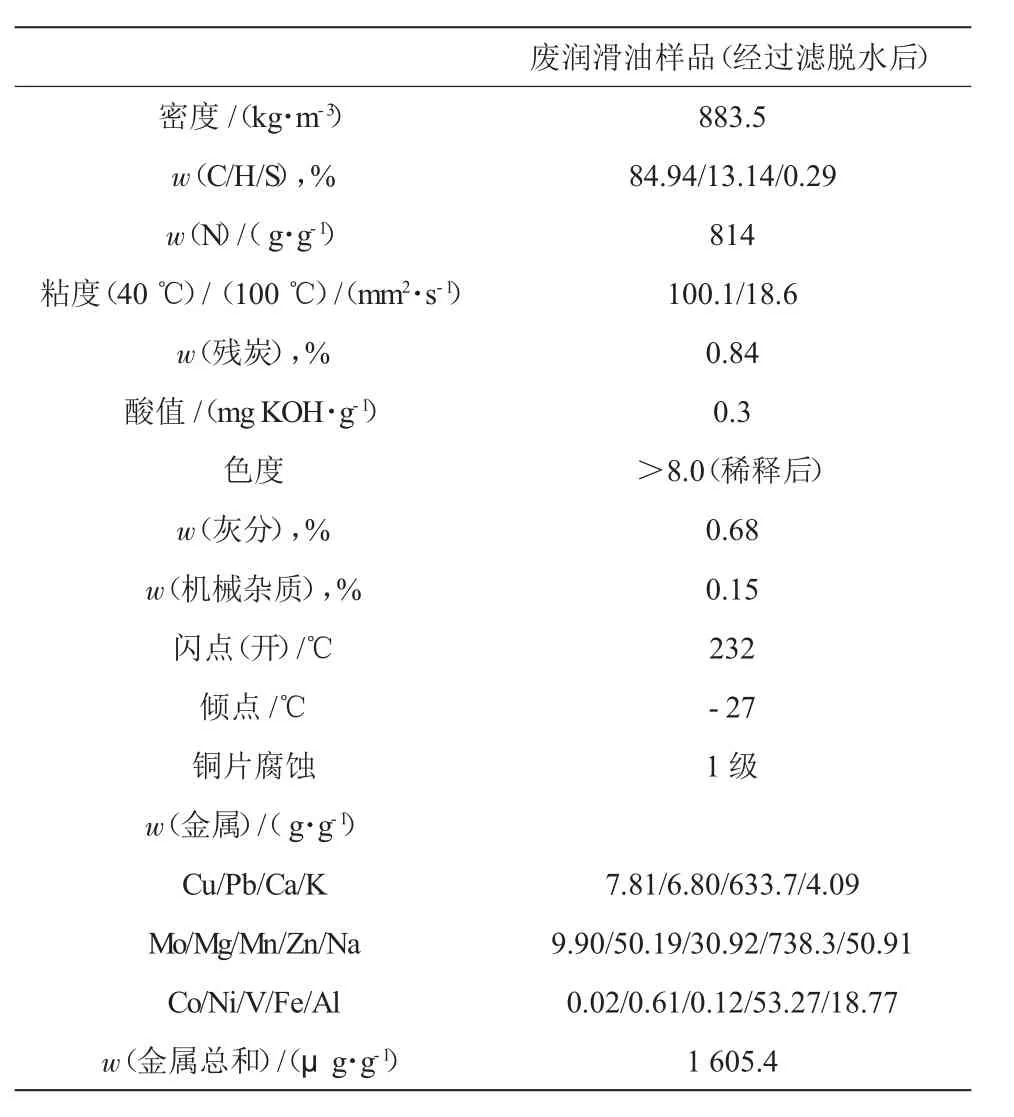
表1 废润滑油基本性质Table 1 Basic properties of waste lube
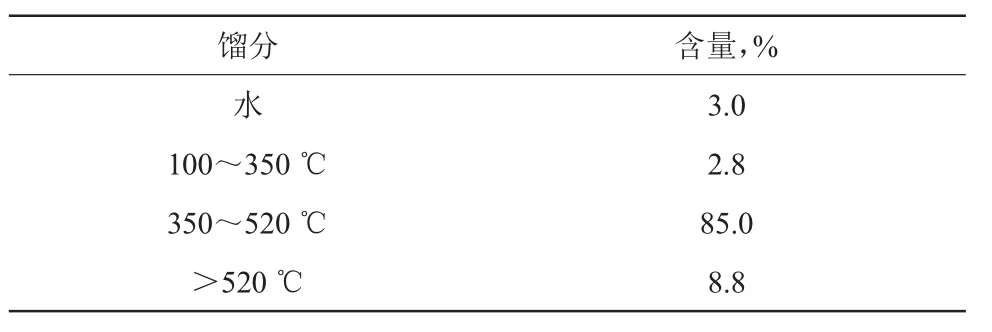
表2 实沸点切割废润滑油馏分及含量分布(过滤后)Table 2 Determination of distillation(after being filtered)
经切割后可以看出,可以切割出350~520℃的馏分,对此部分进行加氢,来对废润滑油进行再生,350~520℃馏分性质(编号WL)见表3。
将废润滑油恢复至润滑油基础油为目的。可将废润滑油进行过滤、脱水处理后,切除<350℃和>520℃的馏分。选择合适的条件及催化剂对350~520℃馏分进行处理并将其恢复至基础油。催化剂为FHL-10,具体物性见表4。
具体过程为:对350~520℃的馏分进行加氢精制,工艺条件及产品(编号WL-1~-6)分析性质数据,见表6。
由表6可以看出,将350~520℃的馏分进行加氢精制,得到的产品性质良好,效果佳,S、N脱除率较高,在酸值和残炭的降低上以及色度的提高上效果明显,收率较高,均达到98%以上。同时,选择产品WL-1,与200ZN基础油标准对比,见表5,可看出,在基本指标上完全达到标准要求,精制后可作为基础油。其它产品与WL-1类似,也可以满足标准要求并可作为基础油使用。
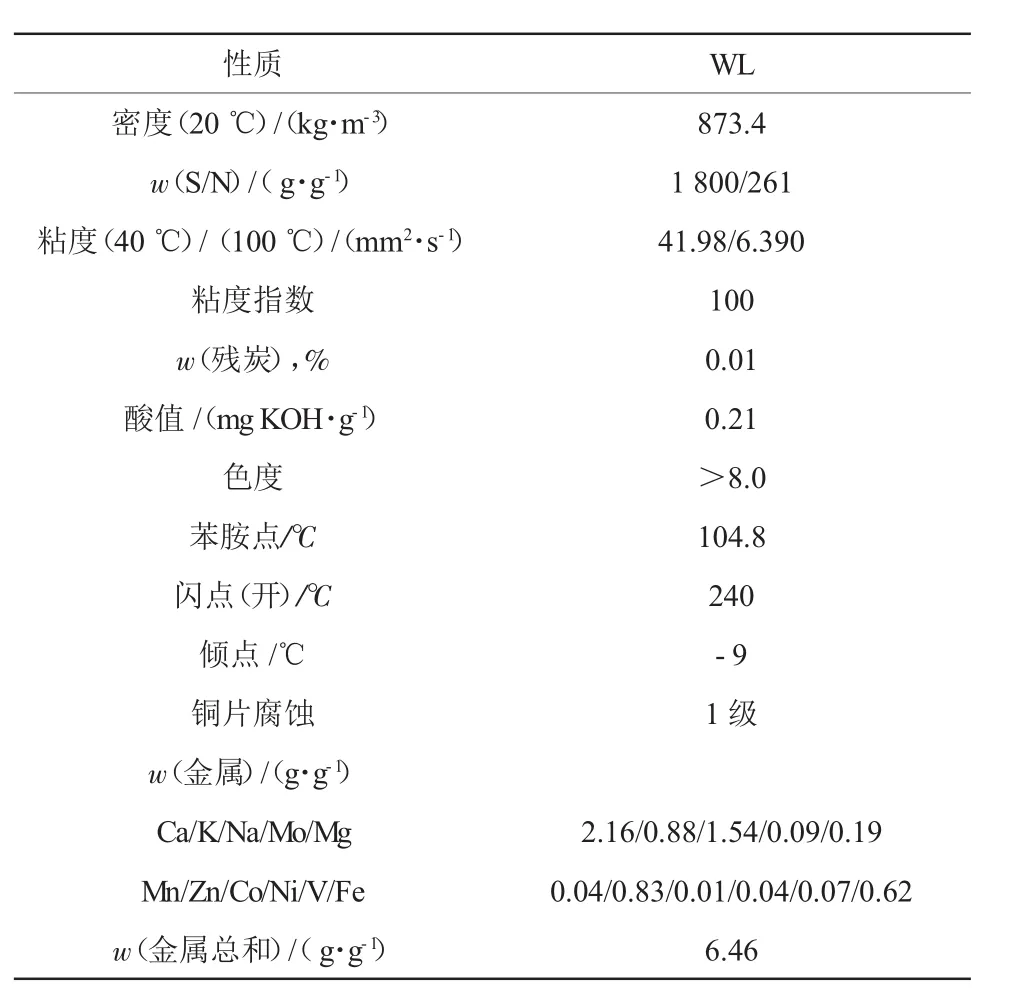
表3 350~520℃馏分基本性质Table 3 Basic properties of 350~520℃fraction

表4 FHL-10催化剂性能Table 4 Properties of FHL-10 catalyst
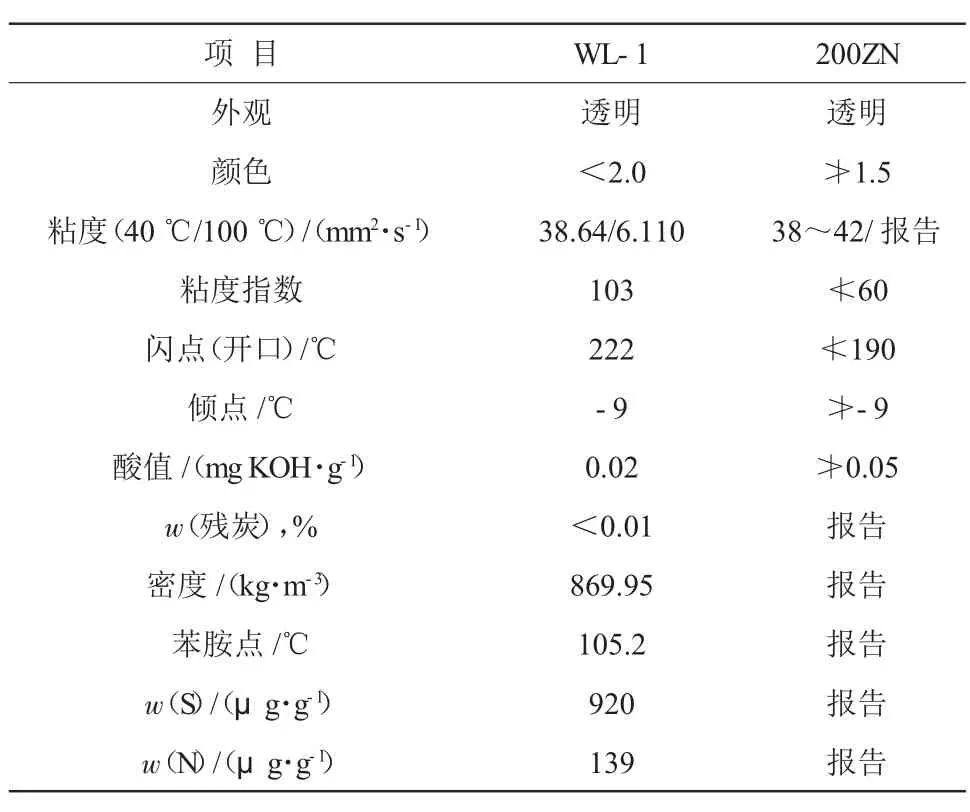
表5 加氢后产品与标准对比Table 5 Comparison between products and standard sample
3 结论
根据所选废润滑油的性质特点,选择一种先切割出350~520℃的馏分,同时切除金属等杂质含量高的>520℃的馏分以及<350℃的馏分,利用加氢工艺对350~520℃的馏分进行处理,在所选工艺条件下得到的产品性质良好,效果佳,S、N脱除率较高,在酸值和残炭的降低上以及色度的提高上效果明显。同时,基本没有改变原料的组成结构和性质,产品间的性质组成差别不大。

表6 加氢精制条件及产品性质Table 6 Hydrotreating conditions and properties of products
选择产品WL-1,与牌号为200ZN的润滑油基础油标准对比,可以看出,在这几种基本指标上以完全达到标准要求,精制后可以作为基础油使用。基础油收率高,效果显著,再生后符合润滑油基础油标准,可以用作基础油。
[1]刘先斌,廖兰.废润滑油再生资源产业化问题的研究[J].资源科学,2006,28(2):186-190.
[2]戴钧樑,戴立新.废润滑油再生[M].北京:中国石化出版社,2007:19-20.
[3]任天辉,王大璞.废润滑油再生加工技术[J].中国资源综合利用,2000(3):8-12.
[4]王仕仙.废润滑油吸附再生技术研究[J].设备管理与维修,2009(3):55-57.
[5]罗继刚,杨开财,赵林花.废润滑油加氢再生研究[J].工业催化,2006,14:158-161.
Study on Recycling Process of Waste Lube
LIU Jian-kun,ZHANG Zhong-qing,YANG Tao,JIANG Li-jing
(Fushun Research Institute of Petroleum and Petrochemicals,SINOPEC,Liaoning Fushun 113001,China)
Existing recycling technologies of waste lube can not completely remove impurities such as metal,are not environment-friendly recycling technology and can not improve yield of base oil.In this paper,combining with characteristics of waste lube,an environment-friendly recycling technology was discussed,an unconventional recycling process was put forward.The process can improve yield of base oil,recovered waste lube can meet the base oil standards.
Waste lubricating oil;Hydrogenation;Recycling
TE 992.4
A
1671-0460(2010)05-0490-03
2010-07-26
刘建锟(1983-),男,吉林靖宇人,助理工程师,2005年毕业于中国石油大学(华东)应用化学专业,主要从事炼油工艺研究工作,已公开发表论文4篇,发明专利4件。E-mail:ljk814@163.com。