冷冲模激光淬火工艺中值得注意的几个问题
2010-09-23杨安林杨志勤
杨安林 杨志勤
(湖南工业职业技术学院,湖南 长沙 410208)
冷冲模激光淬火工艺中值得注意的几个问题
杨安林 杨志勤
(湖南工业职业技术学院,湖南 长沙 410208)
本文针对冷冲模激光淬火的质量、生产率和经济效益方面存在的问题,提出了五项优化措施。
冷冲模激光淬火;工艺;优化措施
一、引言
冷冲模用于冲压件的分离工序和成形工序,如落料、冲孔、拉深、弯曲和翻边等,常用碳素工具钢、合金工具钢和滚动轴承钢等含碳量高的钢制造,其中凸模、凹模或凸凹模等关键零件要求硬、耐磨和一定的韧性。用淬火和低温回火的传统热处理制造的上述关键零件,硬度、耐磨性和韧性常常满足不了需要,模具刃口不锋利、或者磨损快、或者刃口崩刃等缺陷,直接影响生产效率和模具的寿命。
激光淬火时加热速度极快,可达每秒 104℃以上,加热时间很短;淬火区域可控性好,可对形状、位置特殊的工件部位进行淬火;冷却方式为自冷,不需冷却介质,冷却速度极快,理论上可达每秒 105℃以上。工件经激光淬火后的硬度一般比传统热处理的高 20%;耐磨性好,因激光淬火冷却顺序由里到外,与传统热处理相反,淬硬层的硬度分布无梯度,不像传统淬火件那样,表硬里次,越磨越不耐磨;激光淬火后的晶粒极细小,细晶强化作用极强,残余奥氏体多,且残余奥氏体被位错强化和固溶强化,韧性比传统淬火好;变形小,因激光淬火区域窄,热影响区小,热应力和组织应力小。但激光淬火工艺参数选择复杂,设备价格与维护费用高昂,除少数零件,在生产中应用外,目前仍然停留在实验室阶段。冷冲模具中的凸模、凹模或凸凹模等关键零件要求硬度高,耐磨性好,韧性好,变形小,很适合应用激光淬火。用激光淬火冷冲模零件,获得好的淬火质量,高的生产率和经济效益,有几个问题值得注意。
二、选好激光器,有利提高激光淬火质量与效率
激光器是激光淬火系统的核心,应稳定可靠。目前,国内CO2激光器和 YAG激光器应用最广泛。CO2激光器光电转换效率较高,易实现大功率输出,波长 (10.6μm)较长,不能穿过常规光学材料 (如玻璃),传输不方便,金属材料吸收率较低 (见表1—1),淬火深度较浅。YAG激光器波长 1.06μm,为 CO2激光的 1/10,传输方便,铁的吸收率为 CO2激光的 10倍,淬火深度较 CO2激光的深,且变形小,热处理效果好,还有,YAG激光器构成的系统结构紧凑、可靠耐用、操作容易、运行费用低。
选择激光时,除了考虑它的波长外,还要选择激光模式,基准单模激光在照射区能量成高斯分布,加热不均匀,淬火后组织不均匀,影响激光淬火质量,多模激光就不会这样,因此,激光淬火应选多模激光。
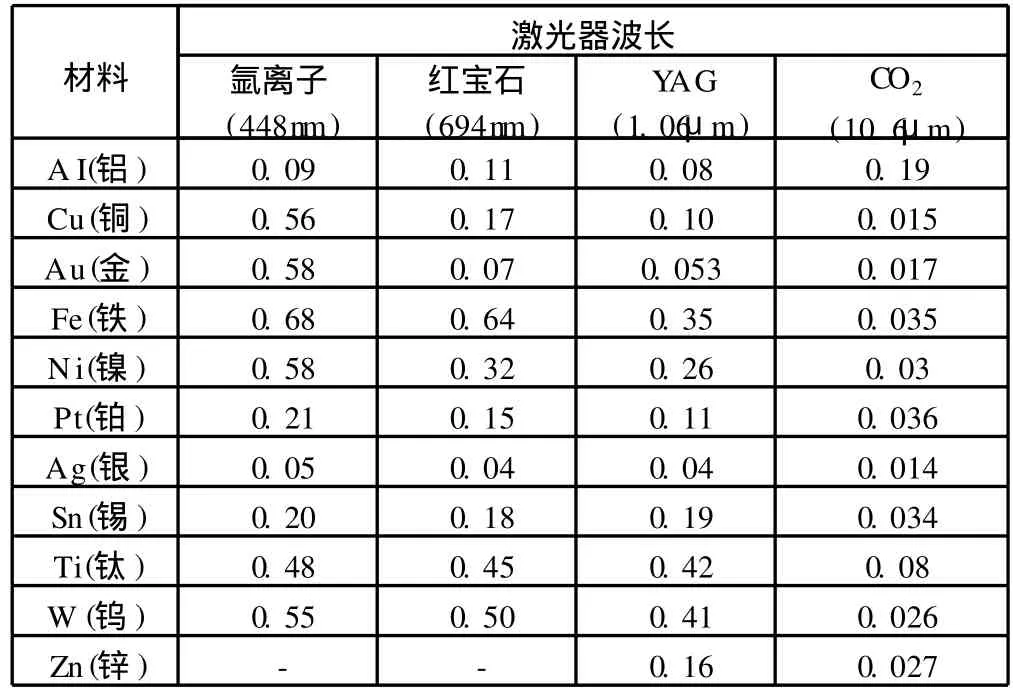
表 1—1 金属材料吸收率与激光器波长的关系
三、合理匹配激光功率、光斑尺寸和扫描速度,获得所需的硬度和硬化层深度
激光淬火提高钢材硬度的主要途径是相变强化,约占强化份额的 60%,即由奥氏体转变为马氏体。要获得马氏体,首先要获得奥氏体,激光加热时,钢由铁素体转变为奥氏体的相变临界温度为:

式中 D—扩散系数
k—由 Fe-C合金二元相图决定的参数,k=110℃
a0—珠光体的层间距,a0=10/ρ,ρ为被加热钢的位错密度
V—激光的加热速度
由 1—1式可知,钢的奥氏体相变临界温度不仅与加热温度有关,而且与钢在加热前的原始组织有关,原始组织类型不同,其特征参数层间距或位错密度不同。
要获得钢的奥氏体相变临界温度需要能量,这个能量来自激光束。钢被激光照射区域温度的高低关系激光淬火的成败。温度高,奥氏体晶粒粗大,淬火后得到的马氏体性能不好,温度太高,甚至会造成钢表面熔化,无法进行淬火处理。温度太低,铁素体无法转变为奥氏体,冷却后得不到马氏体,也达不到淬火的目的。钢被激光照射区域的温度取决于激光功率、光斑尺寸和扫描速度等工艺参数。同样,激光淬硬层深度也主要取决于这些参数。同一种金属材料,用同一种波长的激光淬火,淬硬层深度与激光功率成正比,激光功率越大,淬硬层深度越深;淬硬层深度与光斑尺寸、扫描速度成反比,光斑尺寸越大、扫描速度越快,淬硬层深度越浅。
激光功率、光斑尺寸和扫描速度可以互补。冷冲模零件激光淬火时,要匹配好这三个工艺参数,常用实验法,也有用计算机模拟法的,模拟后最好先试验,再用于零件的激光淬火。
四、用传统热处理细化晶粒,为激光淬火作好组织准备
从公式 1—1可以看出,激光淬火的质量与钢的原始组织有关,钢的原始组织越细,激光淬火后,钢的晶粒越细小,力学性能越好。传统热处理的退火、正火、调质和淬火相比较,以淬火的晶粒最细小。冷冲模具所用的钢,属于过共析钢,含碳量较高,要想得到细晶粒的淬火组织,除了优化淬火工艺参数外,钢在淬火前应球化退火处理,加热温度在 A c1以上 20℃~30℃。因加热温度较低,渗碳体没有全部溶解,未溶解的渗碳体弥散分布在奥氏体的基体上。在随后的缓冷过程中,以未溶解的渗碳体质点晶核,均匀地长成颗粒碳化物,形成球状组织,使钢的组织均匀,晶粒细小,这种组织用于淬火加热,奥氏体晶粒细小,冷却后马氏体的晶粒也细小,而且,冷却时钢件变形和裂纹的倾向也小。
综上所述,为了提高冷冲模零件的激光淬火质量,激光淬火前应先球化退火,后淬火,再激光淬火。
五、选用合适的预处理方法,提高模具用材对激光的吸收率
影响金属对激光吸收率的因素主要有激光波长,金属的直流电阻率、金属温度和表面粗糙度等。金属的吸收率α与激光波长λ、金属的直流电阻率δ的关系为:

由公式 1-2可知,金属的直流电阻率δ越大,金属的吸收率α越大;激光波长λ越长,金属的吸收率α越低,表 1-1中的测量数据证实了这一点。
又因金属的直流电阻率δ的值随温度升高而变大,所以金属的吸收率α与温度 T之间的线性关系为:

式中β—常数。
由公式 1-3可知,金属的吸收率α随温度升高而增大。公式 1-3虽然是在真空条件下建立的,但实际上,在空气中进行激光淬火时也是这样,而且,金属温度升高,其表面氧化加重会增大金属的吸收率。
金属表面状态对金属的吸收率α影响是,表面越粗糙,金属的吸收率α越大。
由于激光波长越长,材料的吸收率越低。波长为 10.6μm的 CO2激光,在一般情况金属材料的反射达 70%~90%,必须进行预处理,才能提高激光加热的效率。常用的预处理方法又称作黑化,一般在激光照射区涂上黑墨水、碳黑或进行磷化处理,提高激光的加热效率,其中磷化处理效果较好,激光吸收率可达 40%-50%。国内学者张光钧、刘其斌、邹昌谷等开发了专用涂料,激光吸收率均在 80%以上,据报道最高可达 93%。还有,用改变金属表面粗糙度提高激光吸收率的方法简单易行,也常在实际中采用,但效果不及黑化措施好。激光淬火时,应根据具体情况,选用适当的措施。
六、选用合适的扫描路径,降低激光淬火成本
仔细分析冷冲模的关键零件的失效形式及失效部位发现,只要在易失效的部位用激光淬火强化,就会对延长模具寿命收到显著的效果。例如,落料模和冲孔模,用激光淬火强化刃口,效果显著,既能提高质量,又能降低成本。不言而喻,这时的扫描路径应沿模具刃口扫描。对于需要整个表面强化的模具零件常用网纹激光淬火强化,一般激光淬火硬化面积占整个面积的比率达 30%就够了,网纹的图案有多种,如螺旋纹、正弦纹、以及菱形交叉网纹,其中菱形交叉网纹的效果最好。扫描路径应事先规划好,从始点到终点,连续不断地走出网纹,网格均匀,扫描路径不间断、不重复。
[1] 刘其斌 .激光加工技术及其应用[M].北京:冶金工业出版社,2007.
[2] 王秀凤等 .模具刃口的激光淬火试验与数值模拟[J].现代制造技术与装备,2009(2).
[3] 李同道等 .45钢多次激光相变硬化组织与性能研究[J].中国表面工程,2007(4)
[4] 吴钢 .激光相变硬化工艺及参数优化研究[].[博士学位论文]2006.
[5] 张光钧等.激光表面改性的发展趋势[J].金属热处,2006(11).
[6] 张国顺 .现代激光制造技术[M].北京:化学工业出版社,2006.
[7] 张光钧,陈振耀 .激光相变硬化中的纳米氧化物吸收涂料[J].金属热处理,2004(8).
[8] 刘其斌等.激光热处理用新型吸光涂料与炭素墨汁的比较研究[J].现代机械,2003(5).
[9] 张光钧等 .45钢激光相变强化梯度组织研究[J].应用激光,2003(10).
[10] 庄其仁等 .模具表面的激光相变硬化研究[J].中国激光,2002(3).
[11] 邹昌谷等 .新型激光吸收涂料产品研制与开发[J].热处理,2002(4).
[12] 王秀彦等 .模具及模具材料激光相变硬化的初步探索与实验[J].锻压机械,2002(2).
[13] 王秀彦等 .激光相变硬化在模具表面强化中的应用研究[J].锻压机械,2001(2).
[14] 田芊,廖延彪,孙利群编著 .工程光学 [M].清华大学出版社,2006.
Som e Prob lem sM er iting A tten tion on D ie Laser Quench ing Technology
YANGAn-L in,YANG Zhi-Q in
(Hunan Industry Polytechnic,Changsha,410208,Hunan)
Five betterm easu resw ere putted forw ard fo r the p rob lem of quality,p roductivity and econom ic efficiency on die laser quenching techno logy.
die laser quenching;techno logy;bettermeasures
TH 12
A
1671-5004(2010)06-0007-02
2010-11-06
[基金课题] 湖南工业职业技术学院院级课题,课题编号:GYKYZ200710。
杨安林 (1945-),男,湖南祁阳人,长沙第三机床厂教授级高工,研究方向:机械工程。杨志勤 (1971-),男,工学硕士,湖南工业职业技术学院副教授,高级工程师。
