钛白废酸喷雾浓缩装置的研发
2010-09-13李亮
李 亮
(攀枝花学院材料工程系,四川攀枝花 617000)
钛白废酸喷雾浓缩装置的研发
李 亮
(攀枝花学院材料工程系,四川攀枝花 617000)
针对传统钛白废酸回收工艺存在的不足,提出了采用喷雾浓缩技术处理钛白废酸。通过实验室模拟试验并借鉴喷雾干燥技术,设计并研制了钛白废酸喷雾浓缩装置。该装置对钛白废酸的浓缩质量分数可达80%以上。通过条件试验,确定了喷雾浓缩装置的最佳工艺参数。
钛白废酸;回收利用;喷雾浓缩;装置
硫酸法生产钛白过程中产生大量废物(硫酸亚铁、稀硫酸和酸性废酸),对环境造成污染[1]。国内外对钛白废酸的综合利用开展了广泛研究,已形成4大途径:1)浓缩后返回钛白生产主流程;2)热解制新酸;3)中和后排放(用石灰石、氨和碱性化工副产品等中和);4)其他工艺,如三圣技术[2]。浓缩技术有较好的适应性,但传统的浓缩技术存在热效率低和管路及设备易堵塞2大问题,致使成本较高。针对传统浓缩技术中的问题,提出了喷雾浓缩法,旨在提高废酸浓缩效果、降低浓缩成本。借鉴喷雾干燥技术进行实验室模拟喷雾浓缩试验,提出了喷雾浓缩装置的设计方案,并组建喷雾浓缩装置。经多次试验及改进,最终研制成了喷雾浓缩装置。该装置对废酸的浓缩效果明显,可将20%废酸一步浓缩至88%,酸回收率>85%。通过试验,获取了喷雾浓缩工艺参数[3]。
1 试验方法及过程
来自钛白工艺的清废酸(硫酸质量分数约20%)进入废酸贮槽,用泵打入废酸供料槽,再泵向喷雾浓缩装置。在喷雾浓缩装置的高效雾化作用下,废酸由喷雾塔上部往下喷出,被分散成粒度很细的液滴(~100μm),液滴与热空气充分接触,水分大量蒸发。空气通过电加热升温至250~350℃,从喷雾塔下部进入,从上部喷出。废酸液滴与热空气在喷雾浓缩器中逆流换热,废酸中大量水分被蒸发,水蒸气由喷雾塔引风口排出,尾气经喷淋塔二级喷淋,不凝气体从烟囱排出,弱酸水从底部排出,送钛白厂废水处理设施加以处理[4]。由于大部分水分蒸发,废酸中的硫酸盐(主要是铁盐)会析出,与浓废酸形成悬浊液从喷雾塔底部排出并流入到浓废酸中间槽,用泵打入离心分离机中离心分离。滤液返回生产钛白,滤饼送堆场安全堆放。喷雾浓缩工艺流程如图1所示。
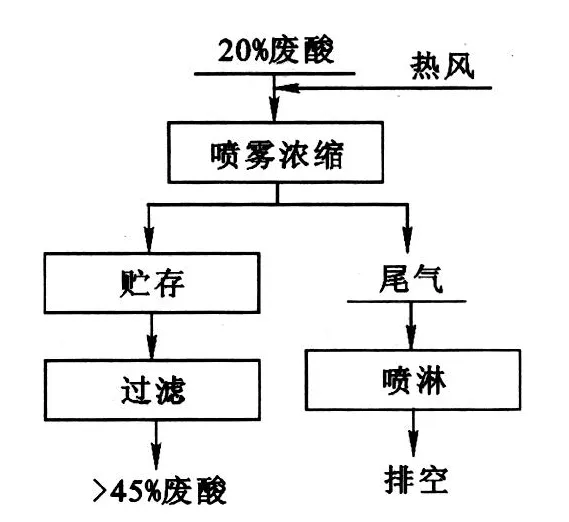
图1 废酸喷雾浓缩流程
2 喷雾浓缩装置的设计
2.1 喷雾塔的设计参数
浓缩装置中的喷雾塔的设计参数采用干燥强度法确定[5]。
1)干燥容积(V)
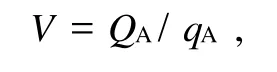
式中:V——干燥塔容积,m3,此值求得后,先确定直径,再求出圆柱体的高度;QA——水分蒸发量,kg/h;qA——干燥强度,经验数据,单位容积的蒸发能力,kg/(m3·h-1),此值愈大愈好。
2)塔径和塔高
喷雾浓缩装置的处理能力取值8 kg/h,废酸浓缩质量分数以 70%计,则蒸发水量为 4.5 kg/h。由表1可知,qA取值应为6,热风入口温度为300~400℃,则喷雾塔体积为:

根据表1塔高 h与塔径 d的关系可知,h/d=7.5,则塔直径和高度应分别为0.50 m和3.75 m。
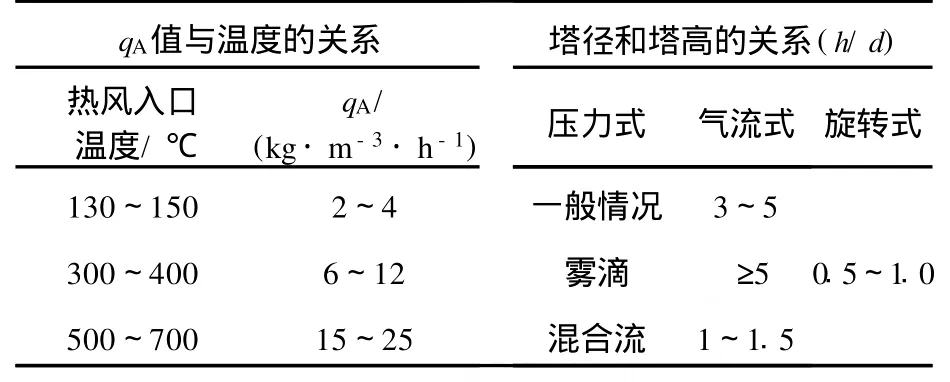
表1 喷雾塔设计经验值表[6]
2.2 雾化器的选择
气流式、压力式、旋转式3种雾化喷嘴的雾化效果试验结果见表2。
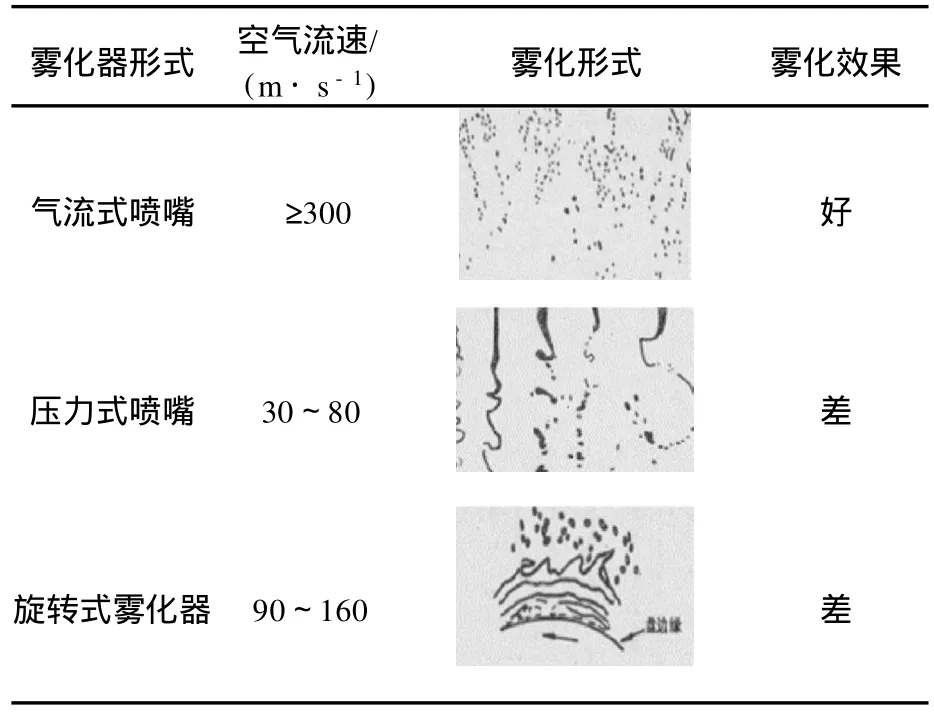
表2 不同形式雾化器的雾化效果
从表2看出:气流式喷嘴的雾化气速最大,雾化液滴为颗粒状,雾化液滴粒度最细且分散效果最好;其他2种喷嘴喷出的物料分别为丝状和膜状,雾化效果和雾化液滴的分散性均没有气流式好。气流式喷嘴的雾化液滴的表面积最大,与热空气接触最充分,热交换最快,热效率利用最高,废酸中的水可在瞬间完成蒸发。所以,试验选择气流式喷嘴进行喷雾。
2.3 雾化角度的选择
20°和40°雾化角度下的雾化结果如图2所示。
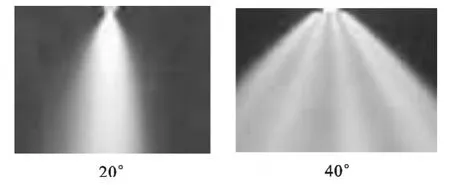
图2 不同雾化角度下的雾化效果
从图2看出,在塔径一定条件下,随雾化角度增大,雾化液滴的范围增大,雾化和分散效果越好。但是如果雾化角度过大,雾化液滴会在与热空气充分进行热交换时喷淋到喷雾塔的内表面而凝聚,反而影响雾化效果和热交换效率。
试验设计的喷雾塔内径为500 mm,雾化角度选择 15°~25°。
2.4 热交换方式的选择
热空气与物料的接触方式有逆流和并流2种,如图3所示。
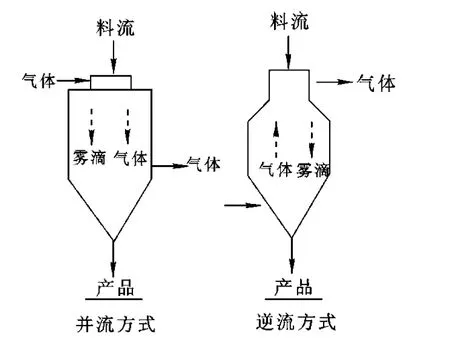
图3 喷雾塔内酸雾与热空气的热交换方式
不同的接触方式其热交换效率不同。采用并流方式,废酸中的水分蒸发量少,因为酸雾与热空气的流向一致,且热空气的流速大于酸雾的流速,在热空气的带动下,酸雾还没有来得及与热空气进行充分热交换就逸出喷雾塔;而采用逆流方式,酸雾与热空气逆向流动,酸雾速度小,在塔内停留时间长,与热空气热交换充分,蒸发的水分多,尾气管道水蒸气多。试验选择逆流方式。
2.5 分离器及喷雾浓缩装置的设计
喷雾塔分离装置的剖面结构如图4所示,喷雾浓缩装置设计简图如图5所示。
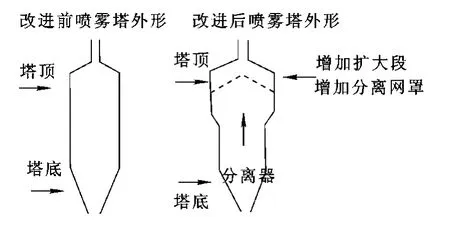
图4 改进前后喷雾塔示意图
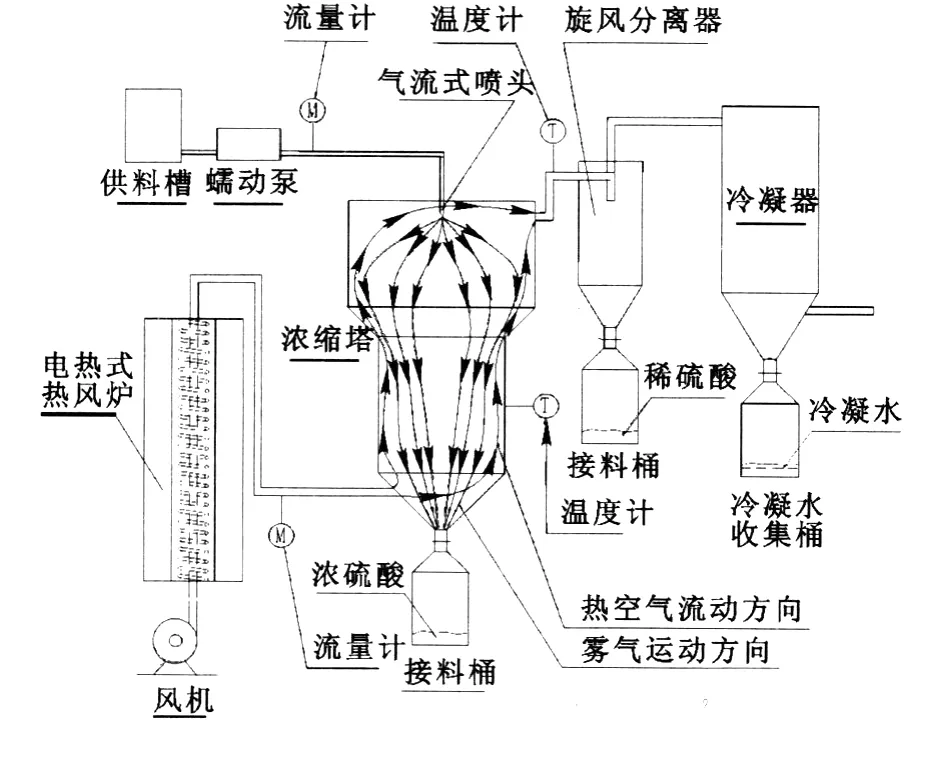
图5 喷雾浓缩装置设计简图
在热空气速度15 m/s、工作温度110 ℃、废酸流量4.4 kg/h条件下,分离器改进前后冷凝水中酸的质量分数分别为1.83%和0.1%。
相同条件下,增加锥形网罩并扩大冷凝段,可是冷凝水中酸质量分数降至5%。因为扩大冷凝段可降低来自浓缩段物流的气速,进一步扩大硫酸液滴、水蒸气、热空气之间的速率差,加速其分离。锥形网罩上的小孔可以加速优先到达的、速率较大的热空气和水蒸气的速率,使它们优先通过,而质量较大、速率较慢的硫酸液滴被网罩上的挡板收集,并逐渐汇聚成液流,流向浓缩器底部的浓酸出料口。扩大冷凝段可降低气速、锥形网罩小孔可增加气速。假设浓缩段直径为 d,物料流量为Q,则气速为4Q/πd2。如果扩大段直径为1.5d,则气速为1.76Q/πd2;如扩大段直径为2.0 d,则气速为1.0Q/πd2;如锥形罩所有小孔的直径总和为0.5d,则小孔过孔气速为扩大段气速的4倍。所以,在浓缩段末端增加扩大段和锥形罩可增大酸的回收率。
3 试验结果及分析
3.1 热空气气速对冷凝水中酸质量分数的影响
入口热空气的气速直接影响雾化物料在塔内的停留时间,影响喷雾塔内的负压程度,并将直接影响喷雾浓缩时酸的回收率。因此,在废酸喷雾量8 kg/h,热空气入口温度260℃条件下,改变热空气流速,考察热空气流速对冷凝水中酸质量分数的影响。试验结果见表3。

表3 冷凝水中酸质量分数随热空气流速的变化情况
从表3看出:随入口热空气气速的降低,冷凝水中酸质量分数降低。这主要是因为随热空气气速的降低,热空气对雾化酸雾向上的作用力随之减小,从而酸雾向下运动,向尾气方向运动的几率减小,故尾气冷凝水中的酸质量分数也逐渐降低。要保证尾气冷凝水中的硫酸质量分数在1.0%以下,热空气气速必须控制在15 m/s以内。
3.2 空气入口温度对浓缩酸质量浓度的影响
在热空气入口流量为144 m3/h,废酸喷雾量为7 kg/h条件下,考察了热空气对浓缩废酸质量分数的影响。试验结果见表4。
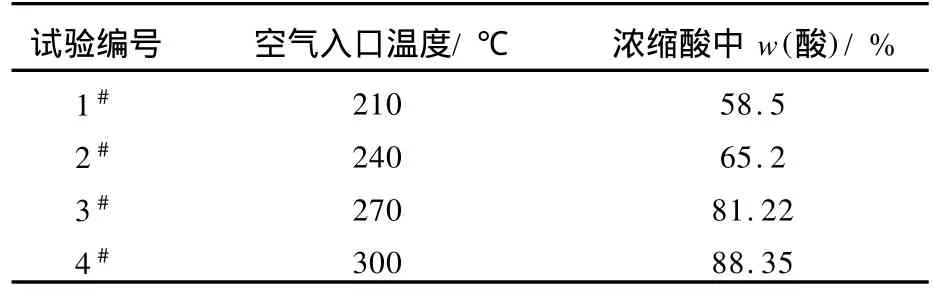
表4 浓缩酸质量分数随空气进口温度变化情况
从表4看出:随入口空气温度升高,浓缩酸的质量分数升高。这是因为入口温度越高,热空气与雾化液滴之间的温差越大,热传递更快,废酸中水的蒸发量越多,从而浓缩酸质量分数越高。考虑到将废酸浓缩至60%~70%即可返回钛白工艺,故选择热空气入口温度为240~270℃。
3.3 热空气流量对浓缩酸质量分数的影响
为了获得最佳热空气流量,进行了热空气入口流量对废酸浓缩质量分数的影响试验。空气进口温度270℃,废酸喷雾量7 kg/h。结果见表5。
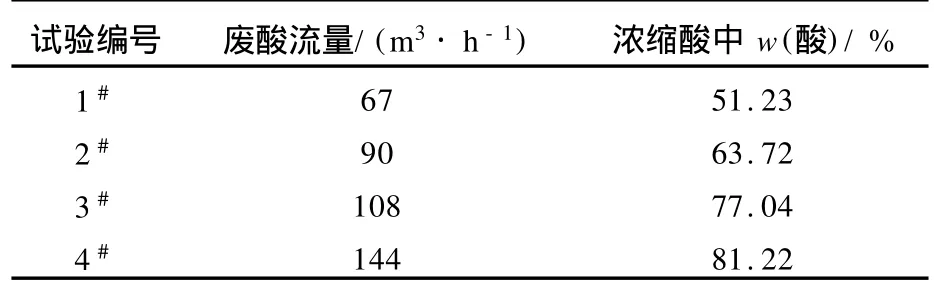
表5 浓缩废酸质量分数与空气入口流量的关系
从表5看出:随入口空气流量增加,浓缩废酸质量分数逐渐增大。这是因为热空气进口流量增加,单位时间内带入塔中的热量增加,在废酸流量一定条件下,每单位质量雾化液滴所获得的热量增加;另外,热空气气速越大,单位时间流量越大,雾化液滴与热空气之间接触几率也越大,热传递更充分,从而使废酸水分蒸发的越多,浓缩酸质量分数也就越大。试验选择热空气入口流量为90~108 m3/h。
3.4 废酸流量对浓缩废酸质量分数的影响
在热空气入口温度270℃、热空气入口流量144 m3/h条件下,试验考察了废酸流量对浓缩废酸质量分数的影响,试验结果见表6。
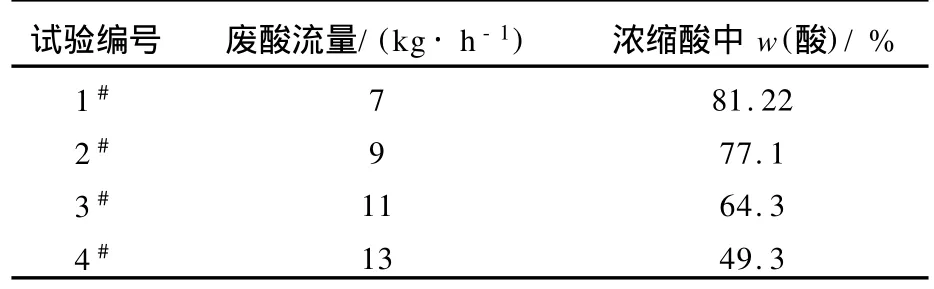
表6 浓缩废酸质量分数与废酸流量的关系
从表6可知:当废酸流量由7 kg/h增加至13 kg/h时,废酸的质量分数也由81.22%降低至49.3%。在气压一定条件下,气流式喷嘴的雾化能力也一定,废酸流量增加,雾化效果就会越差,雾化液滴颗粒的平均直径也越大,从而导致液滴与热空气的接触面积减小,热传递所需时间延长,在固定气速下,水分的蒸发量也越少,浓缩废酸的质量分数也越低。试验确定最佳废酸流量为9~11 kg/h。
4 结论
1)经过多次试验与改进,所研制的废酸喷雾浓缩装置可以运行稳定,不易堵塞,并可以实现废酸一步浓缩。
2)通过喷雾浓缩试验确定了喷雾浓缩装置的最佳运行参数:热空气入口温度为240~270℃,热空气入口流量为90~108 m3/h,废酸流量为9~11kg/h。在最佳条件下,浓缩废酸的质量分数可达65%~70%,回收率≥90%。回收的废酸可以返回硫酸法钛白生产工艺。
3)采用煤或燃气作燃料,废酸浓缩燃料成本不高;利用煅烧余热作热源,可进一步降低浓缩成本。该装置具有较好的推广应用价值。
[1]王敬欣,王宗慈,郑钟斌.硫酸法铁白三废治理[J].化工环保,1999,19(5):291-293.
[2]周志明,刘宗海,赵登武.喷雾蒸发浓缩稀硫酸的实验室试验[J].化学工业与工程,2001,18(2):115-119.
[3]罗武生,喻胜飞.钛白生产过程中废酸和酸性废水的治理[J].现代涂料与涂装,2006,25(8):48-52.
[4]许惠,傅敏.钛白废液的治理与综合利用研究进展[J].矿产综合利用,2006,8(4):34-37.
[5]国家医药管理局上海医药设计院.化工工艺设计手册:上册[M].2版.北京:化学工业出版社,1996:105-119.
[6]时钧.化学工程手册[M].北京:化学工业出版社,1982:300-315.
Abstract:On account of existing recycling technology for titanium white waste acid,a new spray concentration technology was developed.By simulated tests in laboratory and drawing on the technology of spray concentration,a spray concentration equipment for treating titanium white waste acid is designed.The concentration of waste acid concentrated is over 80%by this equipment.The optimal process parameters are decided by condition tests.
Key words:titanium white waste acid;recycling;spray concentration;equipment
Development of Spray Concentration Equipment for Titanium White Waste Acid
LI Liang
(Material Engineering Department,Panzhihua Universtiy,Panzhihua,Sichuan 617000,China)
TQ051.73
A
1009-2617(2010)02-0130-04
2009-11-20
攀枝花市环境治理重大项目(2008KY019);攀枝花学院预研项目(2008KT064)。
李亮(1970-),男,大学本科,副教授,主要从事钒钛资源综合利用和钛白废酸综合利用研究工作。