不锈钢轧制过程板面缺陷分析及对策
2010-09-11张旭杨小幺
张旭,杨小幺
(中国石化润滑油研发(上海)中心,上海200080)
不锈钢轧制过程板面缺陷分析及对策
张旭,杨小幺
(中国石化润滑油研发(上海)中心,上海200080)
介绍了不锈钢薄板轧制过程中设备状态及轧制油对板面质量可能产生的影响及相应的解决办法。分析了东北某精密不锈钢公司轧制过程中板面产生缺陷的主要原因,提出相应的改进措施。指出合理的轧制工艺、良好的设备状态、性能优异的轧制油相互配合才能生产出高质量的产品。当板面质量出现问题时,应当从轧制工艺、设备状态、轧制油几个方面进行分析,找出主要矛盾对症下药,才能制定出合理的改进措施。
不锈钢;轧制;轧制油;板面缺陷;改进措施
Abstract:The potential i mpacts of equipm ent status and rolling o il on plate surface quality in rolling process of stainless steelplate and the corresponding so luti ons are described.The m ain causes of plate surface defects in a precious stainless steel company in Northeast China are analyzed and the corresponding i mprovem ent m easures are put forw ard.It is pointed out that the reasonable rolling process,steady device status and excellent rolling oils should comp lem ent each o therw ell to p roduce high-quality products.W hen the plate surface has som e defects,the principalcauses should be found out in order to deter m ine reasonable i mprovem ent m easures.
Key words:stainless steel;rolling;rolling oil;plate surface defect;i mprovem ent m easure
0 前言
轧制油是冷轧轧制过程的重要因素之一,轧制过程中如果没有冷却润滑,冷轧是无法进行的。轧制过程中,变形区由于压力的作用,轧辊产生弹性变形,带材产生塑性变形。轧制油通过带材的楔入作用进入变形区,粘附在钢板及轧辊上起润滑作用。轧制油使用性能好坏,直接影响轧制过程的稳定性和板面质量。文章介绍轧制油性能对板面质量的影响。
东北某精密不锈钢公司是目前我国东北地区最大的精密冷轧不锈钢薄带生产基地。公司主要生产(0.03~1.0)mm×(40~600)mm的硬态、半硬态、软态精密冷轧不锈钢薄带,表面质量为2B、2D、BA的产品,钢种包括300、400系列,代表钢种为SUS304、SUS301、SUS430等。公司现有一台14辊可逆式轧机用于生产。设备工艺参数如下:
轧机型号:BYJ-600B14;
轧机形式:可逆式14辊冷轧机;
工作辊:Φ42 mm×600 mm;
轧制速度:240 m/min;
轧制力:最大1250 kN;
生产钢种:不锈钢;
坯料规格:≤1.0×(250~500)mm;
成品规格:(0.05~0.3)mm×(250~500)mm。
该生产线2007年7月安装调试完毕,使用某进口品牌的不锈钢轧制油,使用半年后发现如下问题:
(1)轧制油颜色变深较快,玻璃瓶中室温下放置4个月呈深红色,轧机系统使用中轧制油呈褐黑色。
(2)轧后板面有或明或暗的条状色差。
(3)轧后板面有拖尾坑状缺陷。
1 原因分析
不锈钢精密薄板的轧制十分重视板面质量,不但要求板形好,精度高,而且要求板面光亮,因而除要求使用一定粗糙度的轧辊外,对轧制油也有较高的要求。要求轧制油有适宜的粘度、良好的氧化安定性、优异的润滑和冷却性能。设备状态不良和不能满足工艺要求的轧制油都可能造成轧制薄板板面缺陷,因此可以从设备状态和轧制油两个方面对该公司14辊轧机目前存在的问题进行分析。
(1)设备状态对板面质量的影响因素分析
不锈钢薄板生产过程中,设备状态对板面质量的影响可能有如下几种,见表1。
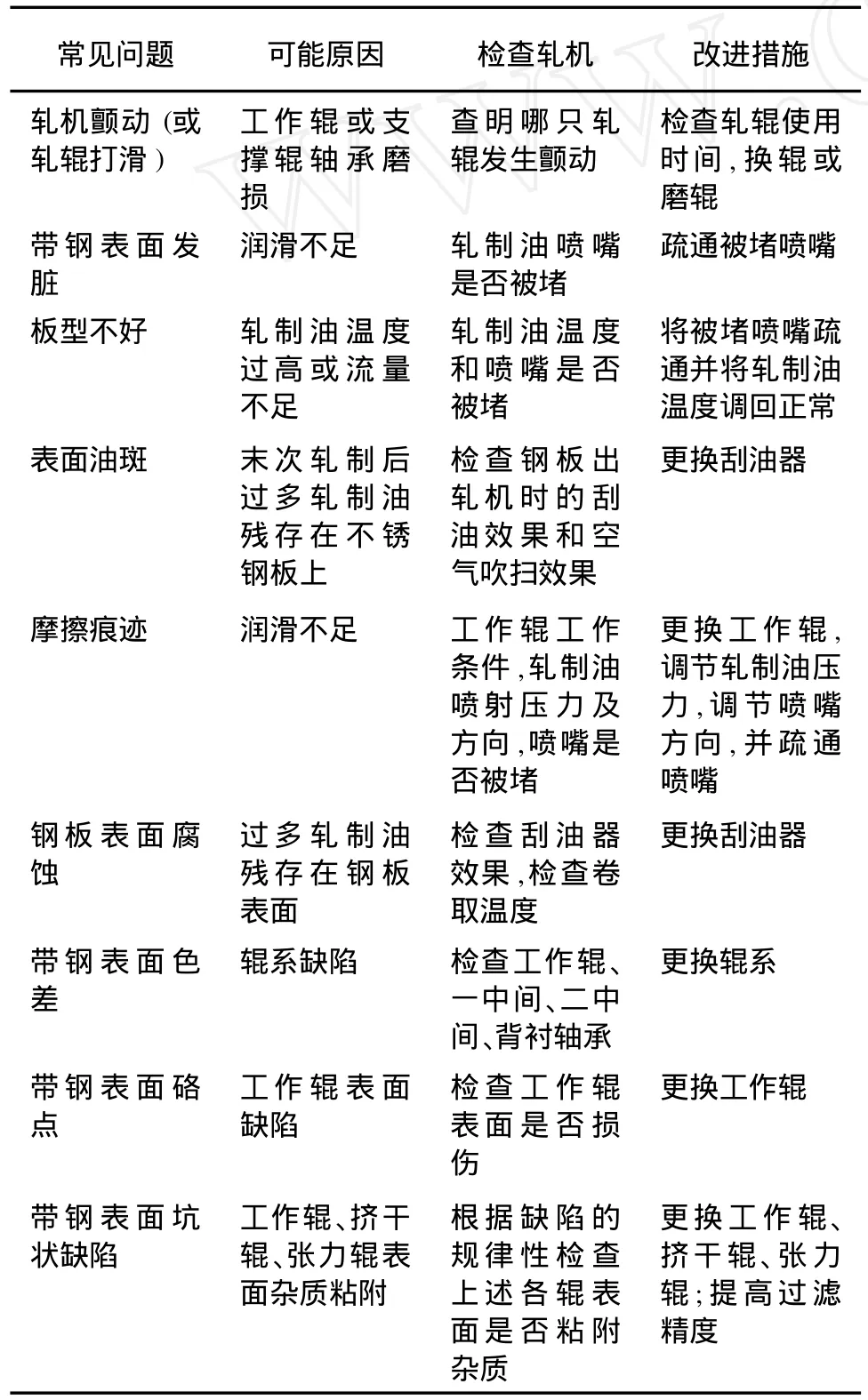
表1 不锈钢轧制过程中与轧机调整相关的常见问题分析及改进措施
由表1分析可知生产过程中出现的板面色差、坑状拖尾缺陷都与辊系缺陷有关,通过更换工作辊、支撑辊、挤干辊、张力辊,提高轧制由过滤精度防止大颗粒杂质粘附在辊系上,可以解决上述缺陷。
(2)轧制油性能对板面的影响因素分析(见表2)。
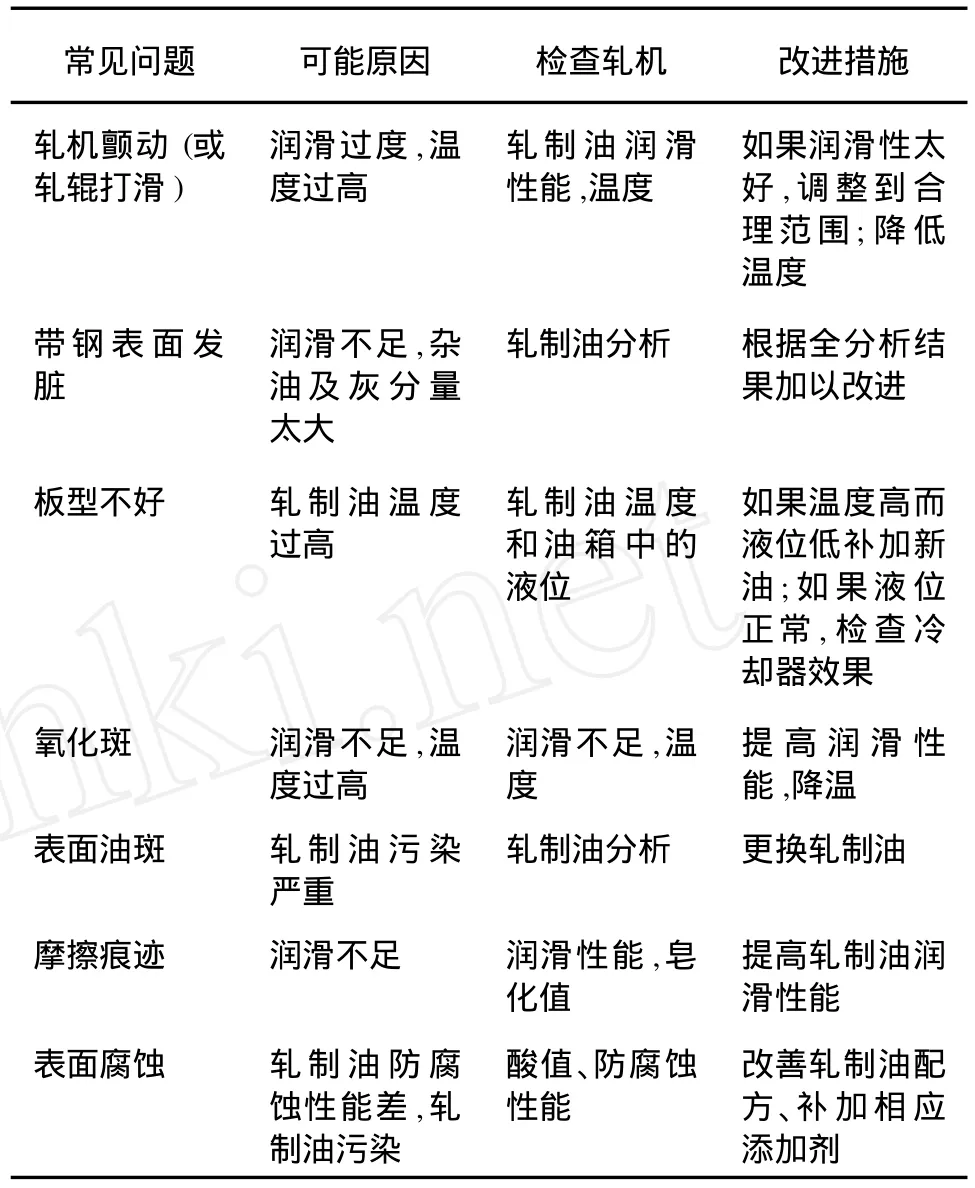
表2 不锈钢轧制过程中与轧制油相关的常见问题分析及改进措施
为了进一步分析轧制油性能对板面缺陷的影响,还对14辊轧机在用油及新油进行了取样分析,结果如表3所示。

表3 14辊轧机在用油及新油理化性能分析
从表3数据可知,轧制油运动粘度、酸值略有增加,氧化安定性、油膜强度明显下降。新旧轧制油的粘度指数、皂化值变化不是很明显,结合新旧油的红外谱图(见图1、图2)可知,轧制油的主体成分在使用过程中变化不是很大。
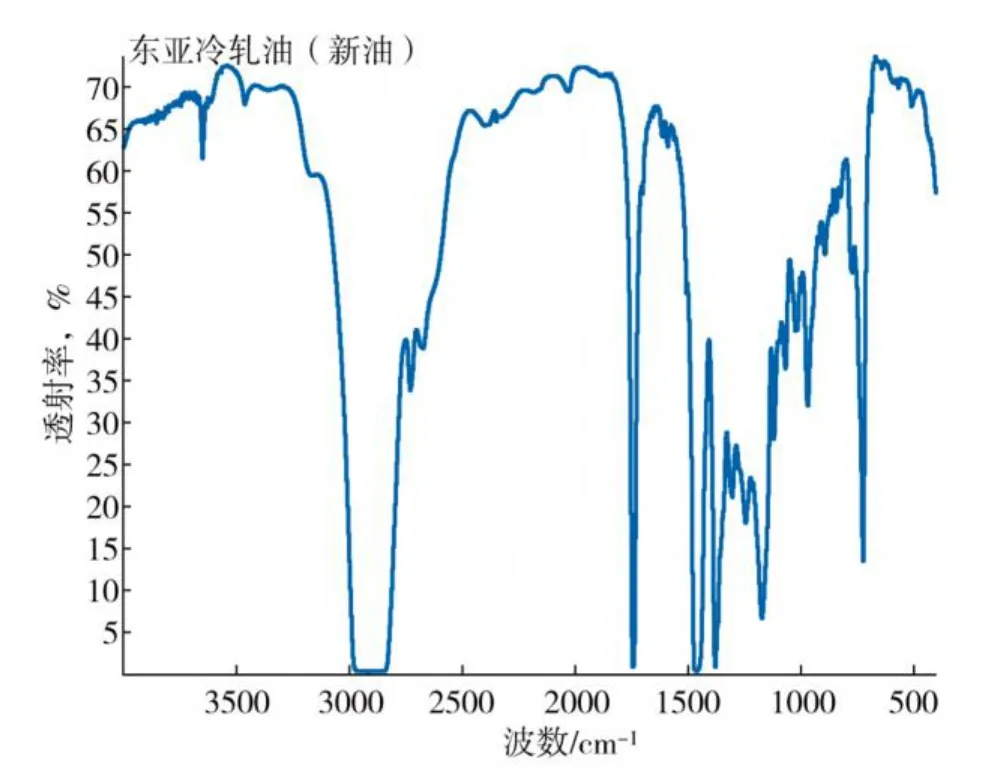
图1 进口新油红外谱图
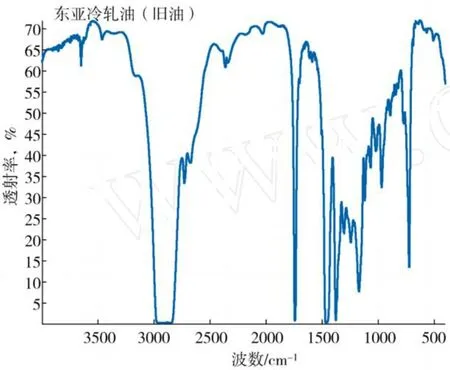
图2 进口在用油红外谱图
根据该公司轧机特点及轧制产品规格要求应该使用润滑性更好的轧制油,即要求所用轧制油有更高的皂化值和油膜强度。现用轧制油皂化值、油膜强度偏低说明轧制油润滑性能不能满足要求,可能导致板面擦伤、轧制力偏大,也会导致轧制油老化过快,这也是轧制油颜色很快变深的原因之一。另外现用轧制油玻璃瓶中室温下放置4个月呈深红色,说明轧制油本身的氧化安定性不好,也是轧制油颜色很快变深的主要原因。
从上述两个方面的分析可知,目前生产过程中出现的问题可能来自于设备状态和轧制润滑油两个方面,因此需要针对这两个方面存在的问题采取改进措施。
2 改进方案
中国石化润滑油公司指派润滑、轧钢方面的专家到现场实地考察,对板面缺陷形状、规律性进行分析,检查辊系缺陷。认为轧后板面条状色差和规律性出现的拖尾坑状缺陷和轧机辊系表面缺陷有关,建议对工作辊、支撑辊进行更换。
轧制油方面,根据该公司轧机参数、工艺质量要求及现用油状况而专门开发了调整用添加剂T9102,主要性能见表4,添加比例为在用油质量的25%,调整后油品粘度指数、皂化值、PB值、氧化安定性等指标均有较大改善,调整后油品的综合性能见表5。混兑方式为将轧机系统中现用油总量的25%的T9102加入系统中,温度维持在30~40℃,循环2 h左右,循环均匀后即可正常生产。

表4 T9102性能指标
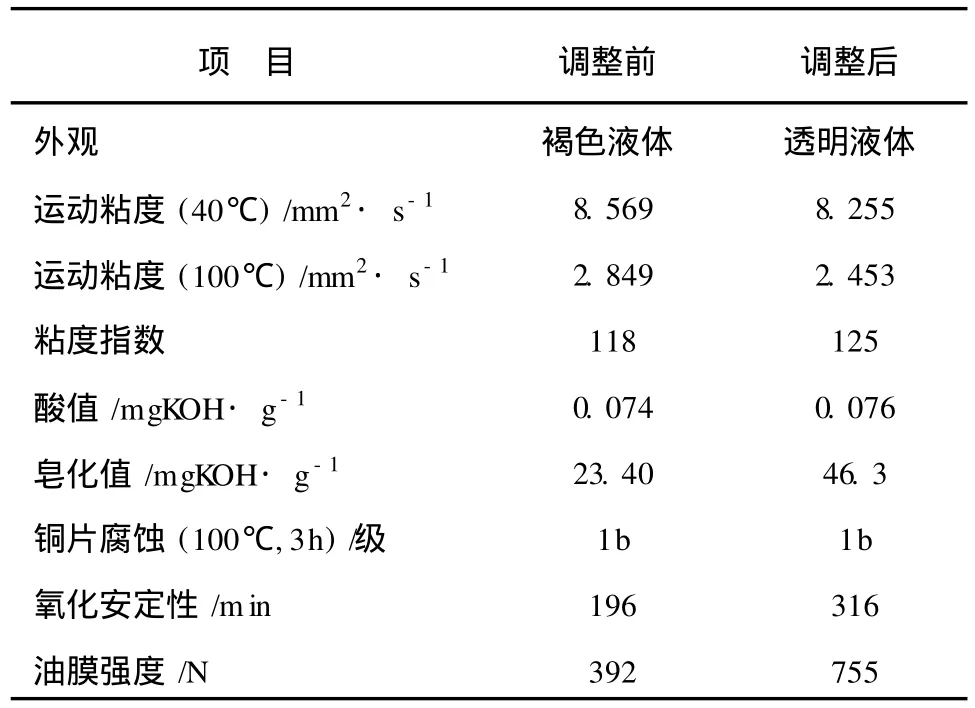
表5 调整后油品性能指标
3 预计效果
通过采取对设备状态存在问题的分析、调整,及补加添加剂提高轧制油的氧化安定性和润滑性能两项措施,预计可以解决目前生产过程中存在的问题,达到如下的效果:
(1)消除轧后板面缺陷,得到良好的板面质量。
(2)维持轧制油较好的使用性能,延长轧制油使用寿命。
4 工业应用
2008年5月将添加剂T9102加入到14辊轧机油槽中,使用后油品颜色有所好转,轧制油润滑性能、冷却性能有所提高。同时配合更换辊系、调整轧制工艺,使得先前的问题得到解决,生产进入正常状态。
5 结论
不锈钢薄板轧制过程中要想生产出板面质量符合要求的产品,除要求合理的轧制工艺外,各设备都要处于良好的工作状态,还要使用与轧机和所要求板面质量相一致的轧制油。轧制工艺、设备、轧制油配合才能生产出高质量的产品。当板面质量出现问题时,应当从轧制工艺、设备状态、轧制油几个方面进行分析,对症下药,才能找到合理的改进措施。
新晨动力50万台动力总成异地重建项目开工
2009年11月28日,由五粮液集团和华晨汽车集团共同投资的绵阳新晨动力机械有限公司、绵阳新华内燃机股份有限公司动力总成异地重建项目在绵阳启动。该项目投资18亿元,落成后将分别建成轻型汽油机、轻型柴油机、小排量发动机的铸造、缸体/缸盖精加工和自动变速器、发动机管理系统等关键零部件生产线,产品主要有自主研发的1.5 L增压、1.5 L缸内直喷、1.5 L混合动力、2.4 L均值燃烧发动机。最终将形成50万台汽车发动机和关键零部件生产规模。
北汽收购萨博整车平台、发动机及变速箱技术
近日,北京汽车工业控股公司与瑞典萨博汽车公司完成了相关知识产权收购工作,其中包括现款萨博等3个整车平台和2个系列涡轮增压发动机、变速箱技术所有权以及部分生产制造模具。此外,萨博还将支持北汽运用萨博技术研发制造自主品牌车型。
Analysis and Improvement M easures of Plate Surface Defects in Rolling Process of Sta inless Steel Plate
ZHANG Xu,Y ANG Xiao-yao
(ShanghaiR&D Center of S I NO PEC Lubricant Company,Shanghai200080,China)
TE626.39
A
100223119(2010)0120027204
2009-03-17。
张旭(1968-),男,高级工程师,硕士,多年来一直从事金属加工润滑剂及添加剂的研制开发和推广应用工作。
