Aspen plus应用于环己酮装置烷精馏流程的模拟
2010-09-09胡珏
胡 珏
(中国石化集团资产管理有限公司巴陵石化分公司,湖南岳阳 414014)
Aspen plus应用于环己酮装置烷精馏流程的模拟
胡 珏
(中国石化集团资产管理有限公司巴陵石化分公司,湖南岳阳 414014)
采用Aspen plus数据库软件对环己酮装置烷精馏部分的工艺流程进行模拟,建立了环己酮装置的环己烷三效精馏的稳态模型,对各烷塔的操作温度、热负荷、回流量、产品质量等操作变量进行分析,优化了环己酮烷对塔的操作参数。结果表明:模拟确定了烷一、二、三塔的最佳回流量分别为 30.5,45,29 t/h,降低了装置能耗,节约蒸汽用量 2 t/h。
环己酮装置 环己烷 精馏 流程模拟 优化
Aspen plus是生产装置设计、稳态模拟和优化的大型通用流程模拟工具,可用于医药、化工等多种工程领域的工艺流程模拟、工厂性能监控、优化等贯穿于整个生命周期的过程行为。2000年,中国石化公司引进 Aspen Tech公司的流程模拟软件,广泛应用中国石化公司的科研、工程设计单位和生产企业组织流程模拟。中国石化资产管理公司巴陵石化分公司自 2006年开始进行流程模拟建设和应用工作,以环己酮装置的环己烷三效精馏部分为例,探讨 Aspen plus数据库软件在该段流程的模拟建模过程,得到了环己酮装置的环己烷三效精馏最佳回流量,降低了装置能耗。
1 流程简述
环己酮装置的环己烷三效精馏部分主要由三个精馏塔组成。其流程简述如下:由上一工序来的有机物进入烷一塔进料闪蒸罐,闪蒸后回收环己烷、环己醇和环己酮,尾气送入烷三塔,闪蒸罐底液入烷一塔。烷一塔顶蒸汽进入烷二塔再沸器,其中的凝结液流入烷一塔中间罐再至烷一、二塔回流罐,烷一塔釜出料入烷二塔。烷二塔顶出料入烷三塔再沸器换热后凝结液流入烷一、二塔回流罐,塔釜出料入烷三塔。烷一、二塔回流罐的冷凝烷部分送至烷一、二塔顶作回流,部分送去进行热交换,过量烷压入烷三塔冷凝器。烷二塔釜液进入烷三塔,大部分在烷三塔再沸器中蒸发,塔顶出料冷凝后流入烷三塔回流罐,不凝气直接排空。从烷三大塔中含烷 50%的混合物流到烷三小塔中,通过烷三小塔再沸器进一步蒸发,使烷三小塔塔釜液中含烷降至 10-20%左右。
2 建立模型
2.1 模拟问题分析
用Aspen plus数据库软件对环己酮装置的环己烷三效精馏建立稳态模型,优化装置操作条件,提高装置负荷、降低能耗,以及进行针对各种生产负荷下的工艺参数的摸索,重点分析在保证产品质量的情况下,通过减少回流和合理的分配塔顶采出量来综合降低精馏单元的能量消耗,以降低装置的综合物耗。该模型的问题在于:一方面烷三塔由两个塔嵌套在一起,在软件中没有现成的单元模型,在模型的前期设计中将该塔设计为两个单独的塔串联来进行模拟;另外一方面由于醇酮精馏的最轻组分和最重组分复杂,在模拟中选择替代组分进行模拟比较困难。在满足产品分离质量指标情况下,技术人员利用模型便于离线寻找最优化的操作条件;同时分析回流量与塔顶气相出料中主要组分含量的相应数量关系以及再沸器负荷对产品质量的影响,为工艺技术人员的离线调优提供平台。
2.2 模型的设计
利用 Aspen plus模块库,选择 RadFrac单元模块,定义流程涉及组分,选择热力学性质计算方法,以装置实际数据为依据建立模型,实际数据不足的取标定数据,见表 1。环己酮装置产品烷精馏系统各塔选用模块及塔内关键参数设定见表2,其模型见图 1。
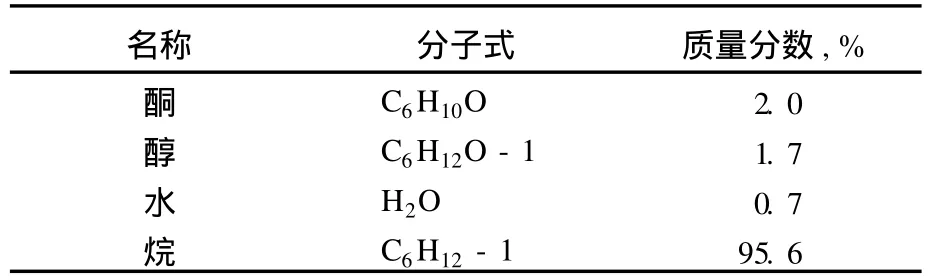
表 1 环己烷精馏系统数据Tab.1 Data for cyclohexane distillation unit
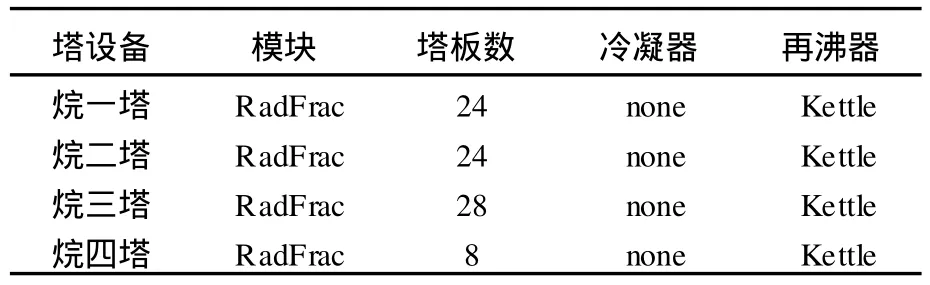
表 2 环己酮精馏系统设计参数Tab.2 Design parameters of cyclohexanone distillation un it
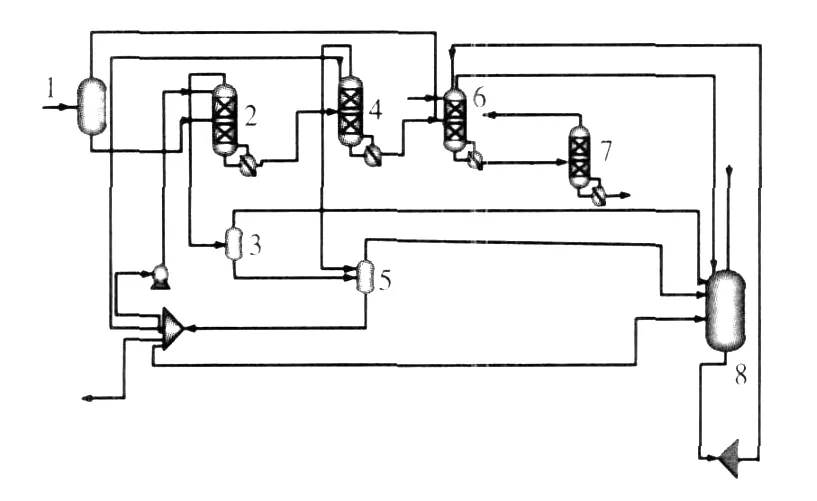
图 1 环己烷三效精馏模型Fig.1 Model of cyclohexane triple-effect distillation unit
3 模型的验证
3.1 环己烷精馏系统操作参数。
由表 3,4看出,烷精馏系统模拟结果中各塔顶、釜操作温度与实际基本相符,模型各抽出物质量指标均符合要求。但塔回流量及顶部出料环己酮、环己醇与实际操作数据有一定差异,主要原因为实际操作过程中进料组分和总量的波动,同时在操作中为保证生产的稳定,一般情况下热负荷都过大;还有理论的塔板效率高于实际的板效率、未知组分也会直接导致数据的偏差。
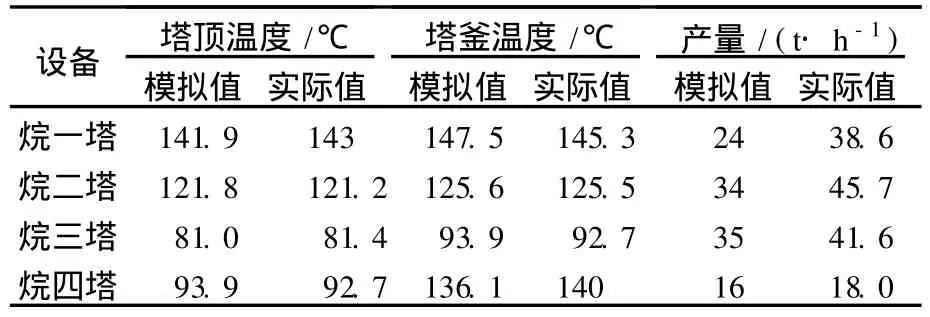
表 3 各塔顶及塔釜温度和各塔产量比较Tab.3 Comparison of column top and column reator temperture and output
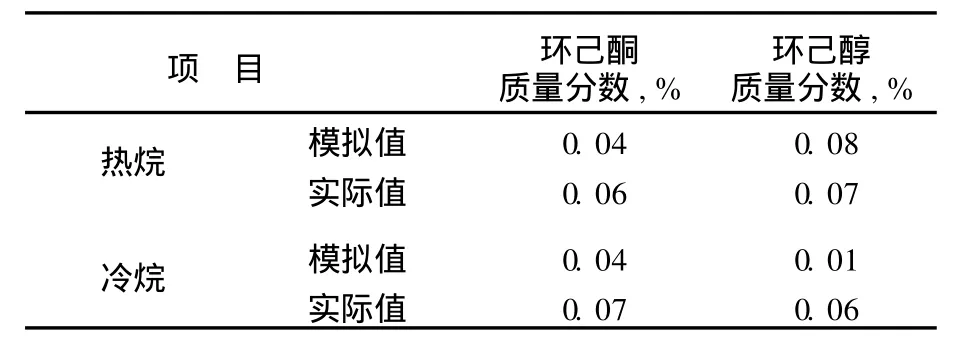
表 4 产品质量指标与模拟值的比较Tab.4 Comparison between actual and s imulated quality index
3.2 烷三效精馏系统操作优化
由图 2可看出,烷一塔出料量越大,说明烷一塔的蒸发量越小,根据三效精馏给热原理,烷一塔间接给烷三塔提供的热量越小,烷三塔釜温越低。
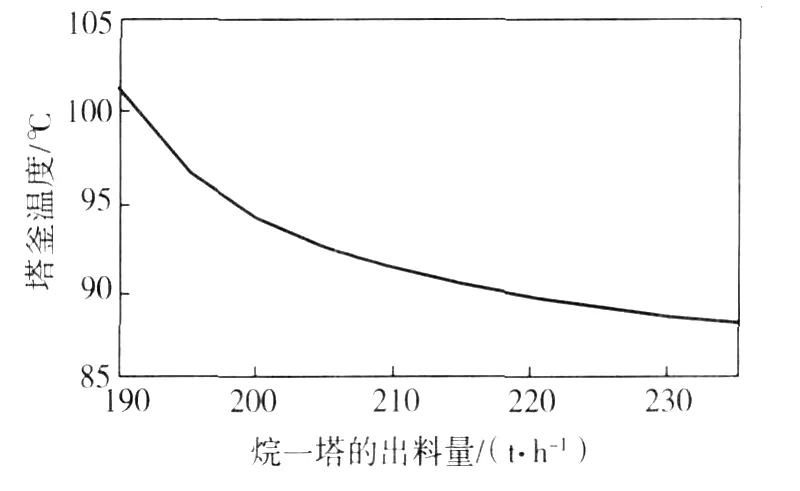
图 2 烷一塔热负荷与烷三塔釜温度的关系Fig.2 Relationship between heat load of the first alkane column and reactor temperature of the third alkane column
从图 3可见,烷一塔回流量增加,塔顶出料醇、酮含量下降明显,但对环己醇含量影响较大。在烷一塔加热负荷不变情况下,烷一塔回流量达30.5 t/h时,满足塔顶出料要求 (醇 +酮小于等于0.15%),回流量再增加对醇、酮含量影响减少。

图 3 烷一塔回流与塔顶质量的关系Fig.3 Relationship between reflux of the first alkane column and componentmass fraction at column top 1—醇 +酮;2—醇;3—酮
从图 4可以看出,烷二塔回流量增加,塔顶出料醇、酮含量下降明显,回流量的增加对环己酮、环己醇影响程度基本相同。在烷一塔加热负荷、回流量不变情况下,烷二塔回流量达 45 t/h时,满足塔顶出料要求 (醇 +酮小于等于 0.15%),但回流量再增加时对醇、酮含量影响仍然较明显,在实际操作时,保证物料平衡的前提下,可增加烷二塔回流量。
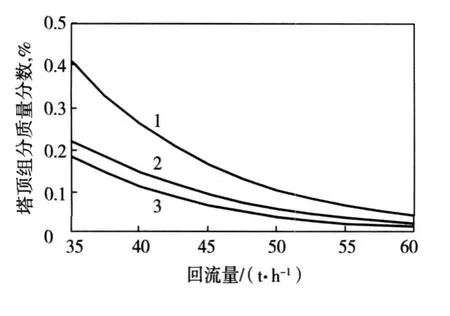
图 4 烷二塔回流量与塔顶质量的关系Fig.4 Relationship between reflux of the second alkane column and componentmass fraction at column top 1—醇 +酮;2—醇;3—酮
从图 5可以看出,烷三塔回流量增加,塔顶出料醇、酮含量下降明显,在烷一塔加热负荷、烷一、二塔回流量不变情况下,烷三塔回流量达 29 t/h时,满足塔顶出料要求。
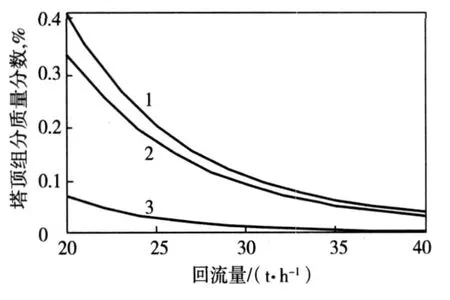
图 5 烷三回流量与塔顶质量的关系Fig.5 Relationship between reflux of the third alkane column and componentmass fraction at column top 1—醇 +酮;2—醇;3—酮
从图 6可以看出,在烷一塔回流量 35 t/h不变的情况下,加热蒸汽量低于 16.5t/h时,顶部出料醇、酮含量满足要求。此分析可以指导实际操作过程中,在保持物料平衡前提下,尽可能减少烷一塔加热负荷。

图 6 烷一塔蒸汽量与塔顶醇和酮含量的关系Fig.6 Relationship between steam quantity of the first alkane column and alcohol and ketone contents at column top
4 效果分析
烷精馏系统中烷三塔的釜温是装置重要的工艺判断点,可以直观地判断烷三效控制的效率高低,结合烷一塔和烷二塔的系统压力阀位值可以对冷烷量和热烷量的分配做直接的判断,对生产进行调优。烷精馏系统模型建立后运用于装置,效果明显,尤其在三效精馏系统冷热负荷匹配问题上,可以很直观的用数据体现出来,减轻了人工计算的工作量,提高了工作效率和计算的准确性。模型对各种生产负荷情况下的模拟数据和实际数据的拟和程度较高,并且能够明显体现装置优化后的直观控制点,并附详细的数据说明,方便实用。对三效精馏进行指导调优后,很快找到了装置的控制最佳点 (冷热负荷的匹配问题),在烷一塔加热负荷不变情况下,烷一塔回流量 30.5 t/h为最优。在烷一塔加热负荷、回流量不变情况下,烷二塔回流量 45 t/h为最优。在烷一塔加热负荷、烷一、二塔回流量不变情况下,烷三塔回流量29 t/h为最优。装置的能耗得到明显的降低,节约蒸汽用量 2t/h,每年可增加经济效益 160万元。
Aspen pluss imulation of alkane distillation process of cyclohexanone plant
Hu Jue
(Baling Petrochem ical Com pany,SINOPEC Assets Management Corporation,Yueyang414014)
Aspen plus databases of tware was used to simulate the alkane distillation process of cyclohexanone plant.Asteadystate model of cyclohexane triple-effect distillation processwas built for the cycloxanone plant.The variables,such as operation temperature,heat load,reflux,product quality,were analyzed for distillation columns.The processparametersof the alkane distillation columnswere opt imized.The results showed that the energy consumptionwas reduced and the steam consumptionwas decreased by 2 t/h when the reflux of the first,second and third columnswere opt imized as 30.5,45.0,29.0 t/h,respectively.
cyclohexanone plant;cyclohexane;distillation;process simulation;optimization
TQ342.2文献识别码:A
1001-0041(2010)04-0059-03
2009-06-20;修改稿收到日期:2010-06-29。
胡珏 (1976—),女,工程师。主要从事科研开发及科研管理等工作。hujue1222@sina.com
中国石化公司项目(306003)。
