低温法F-T合成进展及技术对比
2010-09-06胡志海
吴 昊,胡志海,聂 红
(石油化工科学研究院,北京 100083)
低温法F-T合成进展及技术对比
吴 昊,胡志海,聂 红
(石油化工科学研究院,北京 100083)
对国内外固定床和浆态床F-T合成技术及分别代表固定床和浆态床先进技术的SMDS和SSPD技术进展进行了阐述.从传质传热、产品分布、装置操作、杂质影响、反应器生产能力、装置投资及操作费用等方面对两种技术进行了对比及分析.对不同情况下技术路线的选择进行了分析,并对固定床和浆态床技术开发提出了建议.
F-T合成 固定床 浆态床
1 前 言
随着世界范围内石油资源的日益减少,替代能源技术开发逐渐受到重视,其中F-T合成技术作为可以利用煤、天然气、生物质等含有碳、氢资源的原料来生产高清洁燃料的技术而备受关注.各大石油公司都在开发以F-T合成技术为核心的制取液体燃料技术,其中Sasol公司和Shell公司已成功地将煤间接液化技术和天然气经F-T合成生产液体燃料的技术应用于工业生产[1].
随着F-T合成反应器及工艺技术的不断进步,以F-T合成技术为核心的生产液体油品的技术路线已经具有较好的经济性,全球已建、在建及拟建的合成油工厂达到10座以上.在以燃料油、润滑油基础油、石蜡为主要产品的低温法F-T合成技术中,固定床技术和浆态床技术均得到了较快的发展.
2 低温法F-T合成技术及应用进展
2.1 固定床技术及应用进展
早在1955年Sasol公司就在 Sasol-I 厂投产了年产量为53 kt的5台固定床反应器,这也是Sasol公司的首套合成油装置.由于该反应器采用铁基催化剂,其稳定性较差,70~100天就需要进行一次催化剂的更换工作,频繁地更换催化剂导致该技术的发展受到限制[2].钴基催化剂由于具有活性、稳定性好的特点,可以避免频繁更换催化剂的问题,因而成为目前固定床技术开发的重点.
Shell公司于1985年成功开发出了固定床F-T合成(SMDS)技术,该技术采用热稳定性较好的钴系催化剂,可高选择性地合成长链石蜡烃,其链增长值可控制在0.80~0.96[3].1993年5月,采用SMDS技术设计的12.5 kbbl/d(1bbl≈159 L,以下同)的GTL工厂在马来西亚投产,该厂也是目前世界上唯一运转中的固定床F-T合成工厂,其F-T合成催化剂的运转周期为1年左右,具体取决于操作参数、合成气组成及产品要求等因素[2],催化剂通过原位再生可以再次使用,催化剂总的使用寿命可达5年[4].该装置开工期间一直处于满负荷运转状态[5],通过采用改进后的新一代催化剂,目前该厂产量达到14.7 kbbl/d.第二个采用SMDS技术的固定床F-T合成项目为2006年在卡塔尔动工的Pearl项目,其设计规模为140 kbbl/d,不仅是世界上最大的一体化GTL/CTL项目,也是卡塔尔国内最大的能源项目.
BP公司于20世纪80年代开始钴基F-T合成的研究,1992年在高6 m的单管反应器上完成了7 000 h催化剂稳定性试验,2003年Alaska的300 bbl/d的示范装置投产并产出合成油[6].
2.2 浆态床技术及应用进展
浆态床技术由于具有对热量控制相对容易、反应器容易放大等优点,已成为F-T合成技术开发的主要方向,目前很多公司都完成了中试或更大规模的技术验证.
Sasol公司1990年建成了反应器直径为1 m的示范浆态床反应器,该反应器产量为100 bbl/d,同时开展了动力学、传热和产品分布的研究. 1993年直径5 m、高22 m的工业反应器在Sasol-I厂投入运行,单反应器产量为2 500 bbl/d[7].2006年6月Sasol公司与卡塔尔国家石油公司合作建设的以天然气为原料的Oryx工厂投入运转,该工厂采用Sasol公司的浆态床(SSPD)技术进行烃类生产,规划产能为34 kbbl/d.由于技术上的问题,Oryx工厂2007年的平均产能不到设计产能的35%,通过不断的技术改进,至2008年5月产能超过设计产能的70%,2008年8月接近设计产能的90%.
ExxonMobil公司投资3亿美元经过近20年的研究开发出了AGC-21工艺,该工艺采用Co基F-T合成催化剂和浆态床反应器技术,产品是以蜡为主的烃类.1990年在路易斯安那州的Baton Rouge成功地运行了一套200 bbl/d的中试装置,其中试反应器的直径为1.2 m、高为21 m, ExxonMobil公司认为,基于此中试运转结果可以进行商业化工厂的设计及建设[8].
Statoil公司于1986年开始研究F-T合成技术,其技术核心为钴基催化剂及浆态床技术, 1987-1992年进行了F-T合成中试和进一步的开发.2004年,Statoil与PetroSA公司合作在PetroSA进行了500~1 000 bbl/d的半工业化F-T合成侧线试验,其浆态床反应器的直径为2.7 m、高为40 m.半工业化侧线试验连续运转了10 000 h,完成了催化剂和反应器的连续评价和改进研究,验证了催化剂和反应器的效果,同时获得了有效的工业装置设计基础数据.
Syntroleum工艺[9]采用天然气自然转化法(ATR)将天然气转化为含氮合成气,氮含量高达38%,合理解决了温控问题,然后采用高活性钴基催化剂进行高转化率的无循环的一次通过多级浆态床反应器F-T合成反应.Syntroleum公司于1999年开始浆态床技术的放大研究,在Cherry Point建立了2 bbl/d的中试厂,在中试厂成功运转的基础上于2002年在Catoosa建设了70 bbl/d的示范厂,并于2006年完成示范厂的运转.
3 技术对比
3.1 传热、传质及产品分布
F-T合成是强放热并受强扩散限制的反应体系,传热、传质对合成反应过程及产品分布有较大影响.
Yokota[10]比较了气相、液相F-T合成的传热效果,发现在CO转化率均为60%时,二者床层温度分别上升18 ℃和10 ℃,说明浆态床传热效果要好于固定床.好的传热效果大大降低了反应热转移所需的换热面积,浆态床反应器内部换热面积仅为固定床的1/4左右[11].好的传热效果使浆态床可以在接近等温的条件下操作,从而可采用更高的平均操作温度,以获得更高的反应速率.
Tsubaki[12]比较了气相、液相F-T合成的反应效果,发现气相中CO转化率要高于液相中转化率,同时气相中F-T合成链增长几率α值为0.94,远高于液相的0.85.说明合成气在气相中的传质优于液相,气相中可以获得较高的转化率;在液相中,CO的传递速率要比H2慢,其浓度梯度造成了催化剂表面H2浓度较高,不利于链增长.
表1[3]为SMDS和SSPD技术的转化率及产品分布对比.由表1可以看出,SMDS在较高的转化率下仍然可以获得比SSPD高的C5+收率,说明固定床F-T合成具有较高的液体烃选择性,这与Tsubaki的研究结论一致;同时SMDS技术的(CH4+C2H6)收率也高于SSPD技术,这主要是由于固定床传热效果比浆态床差,由此引起的热点造成了较高的(CH4+C2H6)收率.
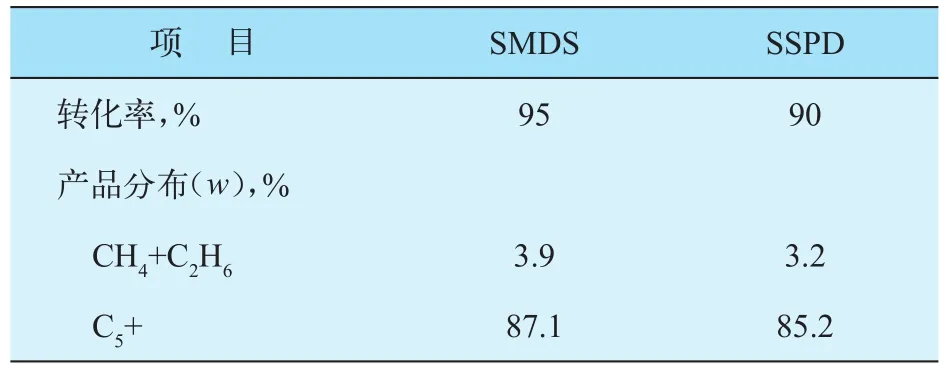
表1 SMDS和SSPD技术的转化率及产品分布
3.2 装置操作
固定床F-T合成操作简单,产物与催化剂可以自然分离,分离过程不存在技术问题.催化剂再生可以在反应器内进行,不需要专门的再生设备,也不存在再生催化剂的输送问题.因此在固定床F-T合成开工过程中,装置操作相对简单.但由于固定床反应器均为列管式反应器,催化剂的装填、更换是一个耗时、相对困难的步骤,尤其在大型化生产时,这一过程将是开工进度的制约性步骤.
浆态床反应器最大的优势在于器内传热效果好、温度分布均匀,温度控制弹性较大、温控相对容易.浆态床催化剂可以在开工状态下在线补充,省去了集中装剂、卸剂工序.相对于固定床,浆态床操作的复杂之处主要在于催化剂和产品的分离及催化剂再生,这也是浆态床技术开发中的一个重点[4].另外催化剂在线输送在一定程度上也增大了操作难度.
3.3 杂质影响
硫是F-T合成催化剂的毒物,微量的硫就可以造成催化剂性能大幅度下降.对于固定床,合成气中的微量硫化物可由反应器顶部床层催化剂吸附,整个装置受硫化物影响有限.浆态床反应器内催化剂始终处于流动状态,反应器内所有催化剂均面临受硫污染的危险,因此浆态床受硫的影响更大.研究表明,在同样的条件下,浆态床反应器由于硫中毒而引起的转化率的下降是固定床反应器的1.5~2倍[4,13].因此浆态床反应器对原料气的硫含量要求更为严格,必须更谨慎地对脱硫装置进行操作,避免原料气硫含量超标.
3.4 反应器生产能力
对于相同产能的装置,浆态床所需催化剂的量是固定床的30%左右[4].文献[11]对尺寸相近的固定床反应器和浆态床反应器进行了产能对比(见表2).浆态床单位质量催化剂烃时空收率是固定床的近3倍,具有较大的基于催化剂质量的烃时空收率优势,但从整个操作周期来讲,这一优势会因浆态床催化剂的强度及稳定性的不同而改变,只有当因强度及稳定性反映出的浆态床催化剂整体运转周期高于固定床的1/3以上,这一优势才有真正的意义.固定床反应器则在基于反应器有效体积的烃时空收率上具有优势,这是因为固定床反应管内装满了催化剂,而浆态床的固含量较低.但是基于反应器总体积的烃时空收率,固定床则低于浆态床,这是因为由于换热因素造成的固定床的有效反应体积低于浆态床.通过数据对比可以看出,增大固定床反应器的有效反应体积可以提高基于反应器总体积的烃时空收率.
反应器尺寸决定其生产能力,F-T合成反应器尺寸主要受到传热性能及反应器压降的控制.固定床反应管直径因受到传热性能的限制而不能太大,高度则受到床层温度分布及反应器压降的限制而不能太高,固定床反应器的放大受到较大程度的限制.浆态床反应器具有优良的传热性能及低的反应器压降,目前工业化的单台浆态床反应器大小及产能均远高于固定床反应器.Shell公司在卡塔尔pearl项目的固定床反应器高20 m,单台反应器生产能力约为5 800 bbl/d,如果运用改进后的催化剂和大型化的反应器,单台反应器生产能力则可以达到7 000~9 000 bbl/d[1].Sasol公司在卡塔尔Oryx项目的浆态床反应器高60 m,单台反应器生产能力为17 000 bbl/d,是固定床生产能力的近3倍.在规模较大的工厂采用浆态床反应器可以大大减少反应器台数,具有明显的优势.

表2 固定床和浆态床产能对比
3.5 装置投资及操作费用
对于合成油工厂,装置投资分为三个主要部分:气化部分、F-T合成部分和油品精制部分.对于固定床和浆态床合成油工厂,装置建设的不同之处主要在于F-T合成部分,因此F-T合成的技术选择很大程度上影响工厂投资.对于大型化反应器,浆态床反应器投资是同等产能固定床反应器的25%~40%,浆态床F-T合成单元的投资是同等产能固定床的75%左右[4,11],考虑到F-T合成部分投资占整个工厂投资的25%~30%,大型化浆态床工厂的总投资应比固定床工厂低6%~7%.但对于小型化工厂,由于浆态床催化剂和蜡的分离系统、催化剂再生系统所占投资比例较高,浆态床的投资优势会有所降低.
Sasol公司第一套工业化的SSPD装置和Shell公司第一套工业化的SMDS装置均于1993年投产,由于技术成熟度较低及装置规模较小,这两套装置建设的投资较大,SSPD投资为12.7万美元/ (bbl.d),SMDS投资为12.5万美元/(bbl.d),二者投资相当.随着技术成熟度的提高及装置规模的增大,Sasol和Shell公司新一代技术的投资均大幅度降低.Sasol公司在卡塔尔的Oryx项目投资为2.36万美元/(bbl.d),Shell在卡塔尔的Pearl项目的预期投资在2.0~2.5万美元/(bbl.d)[1,14].
F-T合成单元的操作费用主要在于气体压缩费用及催化剂费用.浆态床反应器的压降通常为固定床的1/4左右,气体循环比也低于固定床,因此浆态床反应器的循环气压缩费用至少低于固定床费用的1/4.而催化剂费用则和催化剂性能有很大关系,基于浆态床催化剂寿命为60天、固定床催化剂寿命为1年进行计算,浆态床催化剂费用为固定床的2.23倍[11].
4 技术开发建议
4.1 固定床技术
(1)固定床技术最大的缺点在于反应器传热性能较差,由此造成了反应器轴向温度梯度而使反应器无法等温操作、催化剂整体性能不能得到充分发挥.开发传热性能优良的催化剂是改善这一缺点的途径之一,另外应通过分析反应器温度分布开发新的反应器系统来改善床层温度分布.
(2)反应管内部热量的传递是传热过程的控制步骤,如果热量不能及时传递出去,则很容易造成热点的出现.如果将热量在反应管内部吸收,不仅可以降低热点出现的风险,还可以减小换热面积、提高反应器有效利用率以降低反应器投资.
(3)催化剂的稳定性对固定床F-T合成技术尤为重要,它决定了催化剂装填、卸载这一繁杂工作的频率,因此需深入分析催化剂失活机理,开发优良的催化剂及工艺来降低催化剂失活速率.
4.2 浆态床技术
(1)重视高强度催化剂及器内过滤系统的开发.低强度的催化剂会造成催化剂大量跑损,不仅增大过滤系统的负荷,还由此降低了浆态床的烃时空收率优势;有效的器内过滤可以减少由催化剂输送带来的不便.
(2)反应体系的传质效果需要加以改善,目前的传质效果很大程度上抑制了碳链的增长,不利于重质烃的生成.
5 结束语
固定床和浆态床技术各有其技术的优劣性,技术的选择要根据装置规模、产品需求、操作特点等因素来确定,技术选择的关键在于做到技术上可行,经济上合理.
固定床具有装置操作简单、投资相对较低的特点.对于小型合成油工厂,固定床技术应是优选的技术路线.传热性能较好的浆态床具有单台反应器生产能力大的优势.对于大型合成油工厂,采用浆态床技术可以减少反应器个数,不仅可以降低投资,在一定程度上还降低了多反应器操作带来的不便.
由于固定床具有传质好的优势,可以获得更高的碳链长度,因此适合于以高碳烃为主要产品的工厂.低的氢碳比会造成催化剂积炭失活较快[15],在此情况下选用浆态床技术可以对低活性催化剂进行在线更换,避免固定床催化剂的频繁再生及更换工作.
对于没有经过工业化验证的中试技术的商业化应用,技术选择尤其要慎重.在固定床放大过程中,由于单管或者多管中试的传质、传热及反应性能可以较好地代表工业化反应器,因此其放大风险较小.而在浆态床放大过程中,气含量、浆液物性、器内流体力学等均会发生不同程度的变化,最终会导致反应性能的变化,放大过程风险较大.
[1] Matthijs Senden.The shell middle distillate synthesis (SMDS) experience[C].16th WPC Forum,2000
[2] Irving Wender.Reactions of synthesis gas[J].Fuel Processing Technology,1996,48(3):247-250
[3] 舒歌平.煤炭液化技术[M].第1版.北京: 煤炭工业出版社,2003:258
[4] Jager B.Advances in low temperature Fischer-Tropsch synthesis[J]. Catalysis Today,1995,23(1):17-28
[5] Perego C. Gas to liquids technologies for natural gas reserves valorization:The Eni Experience[J].Catalysis Today,2009, 142(1):9-16
[6] Joep J H M. An adventure in catalysis:the story of the BP Fischer-Tropsch catalyst from laboratory to full-scale demonstration in Alaska[J]. Topics in Catalysis,2003,26(1): 3-12
[7] Espinoza R L. Low temperature Fischer-Tropsch synthesis from a Sasol perspective[J]. Applied Catalysis A:General, 1999,186(1-2):13-26
[8] Sie S T. Fundamentals and selection of advanced Fischer-Tropsch reactors[J]. Applied Catalysis A:General,1999,186 (1-2):55-70
[9] 陈赓良. GTL工艺技术评述[J].石油炼制与化工, 2003,34 (1):6-10
[10] Kohshiroh Yokota. Supercritical-phase Fischer-Tropsch synthesis reaction:2. The effective diffusion of reactant and products in the supercritical-phase reaction[J]. Ind Eng Chem Res,1991,30(1):95-100
[11] Bechtel Group Inc. Slurry reactor design studies: slurry VS. fixed-bed reactors for Fischer-Tropsch and methanol(DOE Contract No. AC22-89PC89867)[M]. San Francisco,1990:1-76
[12] Noritatsu Tsubaki. Product control in Fischer-Tropsch synthesis[J]. Fuel Processing Technology, 2000,62(2-3): 173-186
[13] Kohshiroh Yokota. Supercritical phase Fischer-Tropsch synthesis reaction: 3. Extraction capability of supercritical fluids[J]. Fuel,1991,70(8): 989-994
[14] 韩德奇. 天然气制合成油技术进展及经济性分析[J].化工科技市场,2006,29(6): 37-41
[15] Fox J M. Fischer-Tropsch reactor selection[C]. The AICHE spring national meeting. Fischer-Tropsch symposium.paper No.91C,1990: 161-176
AbstractThis paper reviews the development of fixed-bed and slurry-bed Fischer-Tropsch synthesis,emphasizing on SMDS and SSPD which represents the current advanced fixed-bed and slurry-bed technology,respectively. The comparison between these two types of technologies are carried out including the mass and heat transfer,product distributions,operation of unit,influence of impurities,throughput of reactor,initial investment and operation cost. The selection of technologies under various conditions is discussed and some suggestions for the development of these two technologies are proposed.
Key Words:Fischer-Tropsch synthesis; fixed-bed; slurry-bed
ADVANCES IN LOW TEMPERATURE FISCHER-TROPSCH SYNTHESIS AND COMPARISON OF TECHNOLOGIES
Wu Hao,Hu Zhihai,Nie Hong
(Research Institute of Petroleum Processing,Beijing 100083)
2009-10-22.
吴昊(1979-),男,工程师.从事F-T合成及合成油改质研究工作,在F-T合成领域申请专利14项.