激光焊接的特性
2010-09-06徐国建王虹唱丽丽杭争翔常云龙邢飞
徐国建,王虹,唱丽丽,杭争翔,常云龙,邢飞
(1.沈阳工业大学,辽宁沈阳110178;2.沈阳新松机器人股份有限公司,辽宁沈阳110168)
激光焊接的特性
徐国建1,王虹1,唱丽丽1,杭争翔1,常云龙1,邢飞2
(1.沈阳工业大学,辽宁沈阳110178;2.沈阳新松机器人股份有限公司,辽宁沈阳110168)
激光焊接特性和激光焊接工艺有紧密的联系,掌握激光焊接特性、制定良好的激光焊接工艺过程才能够实现良好的焊接质量,因此研究激光焊接特性有很重要的意义。对光的波长和用途,特别是对激光的波长和用途作了较详细的说明。在激光焊接方面,以激光焊接热源—激光器,以及其输出特性—光束质量入手,来阐述不同种类的激光在不同输出功率下输出的光束质量的特性,结合实例对激光焊接的几大焊接特性以及激光焊接时容易出现的问题及解决方法进行了论述。阐述了激光焊接的发展前景。
激光焊接特性;光纤激光器;半导体激光器;碟片激光器
0 前言
激光是一种电磁波,具有许多自身特殊的性质,在工业领域获得了广泛应用。根据电磁波的波长、名称、激光种类和特征用途,归纳总结如表1所示[1]。
激光是通过人工增幅产生的,不是在自然界中自然形成的,它是由美国的C.H.Townes和T.H.Maiman等科学家在1960年开发出来的[2]。因此,激光的语源是英语的LASER,即Light Amplification by Stimulated Emission of Radiation(受激辐射的光放大)的缩写。
从T.H.Maiman等科学家们在1960年发明红宝石激光和A.Javan等科学家们发明He-Ne激光以来,经过了十多年,先进工业国家从20世纪70年代开始出现了利用激光加工技术的“光产业工业”,并随着时代的发展大约经历了45年时间,其规模越来越大。例如美国GM公司在1971年利用CO2激光切割点火线圈用绝缘纸。在日本,1983年光产业领域的生产额约4 667亿日元,1989年光产业领域的生产额达到了约2兆860亿日元,2005年光产业领域的生产额超过了10兆日元,在经济泡沫的不好时期仍然保持着正增长的趋势。
随着激光技术的不断发展,激光作为一种新型能源在焊接方面也被广泛的应用。许多过去被认为不可能实现的任务,现在激光能够很好地完成。激光焊接之所以能够在各个行业如火如荼地发展,是因为它具有一系列其他焊接方法不可替代的特性。述其对焊接性能的影响。

表1 电磁波的波长和用途
1.1 激光源对激光焊接的影响
1 激光焊接热源
激光焊接是由硬件和软件装置配合共同实现的。硬件装置是实现激光焊接的物质基础,硬件质量的优劣直接影响光束质量和焊接过程的完成质量。激光焊接设备由多部分组成,其中激光器、光束传输和聚焦系统、运动、控制和检测系统最为重要[3]。下面以激光器的特性以及激光器的光束质量来阐
激光焊接的热源是激光束,产生激光束的设备是激光器,各种激光器(输出功率4~5 kW)的特性数据如表2所示[4]。包括激光电源、激光冷却系统及激光器本体在内的总占地面积结果显示,半导体激光设备和光纤激光设备的总占地面积是比较小的。从运行费用、电源设备费用、激光装置总有效功率等方面来看,半导体激光是最好的,其次是光纤激光。
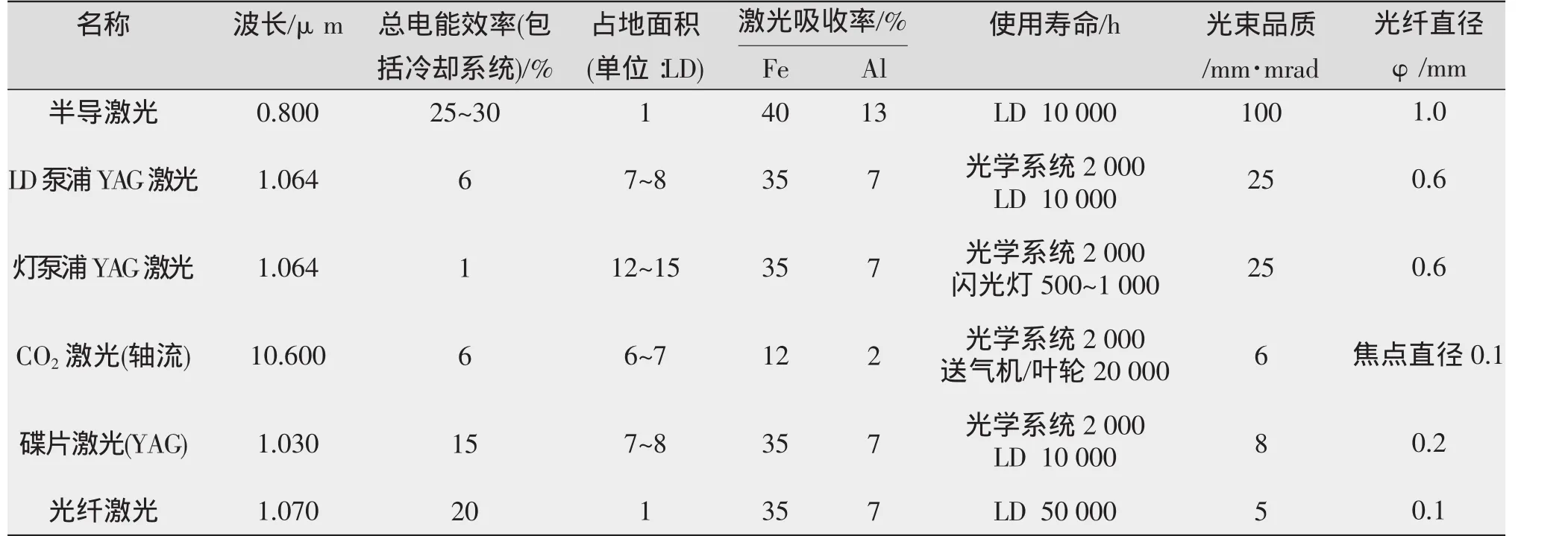
表2 各种激光器的特性比较[4]
另外,从维修费用和元件使用寿命的角度出发,半导体激光和光纤激光的维修费用小且元件使用寿命较长。元件的使用寿命基本上是由半导体元件的寿命决定的。例如光纤激光的半导体元件的使用寿命大约是50 000 h。对于CO2激光和YAG激光而言,除了激光器用泵浦源外,还得考虑光学系统的维修费用。例如,灯泵浦的YAG激光的光学系统的寿命大约是2000h,灯管的寿命大约是500~1000h。实际上,各种元件的使用寿命根据厂家的不同而不同。作为严密的评价,这方面是必须考虑的。
1.2 激光光束质量BPP
激光束的光束质量是激光器输出特性中的重要指标参数,所以对光束质量的评定具有重要意义。光束质量及传输特性的定义如图1所示[5-6]。
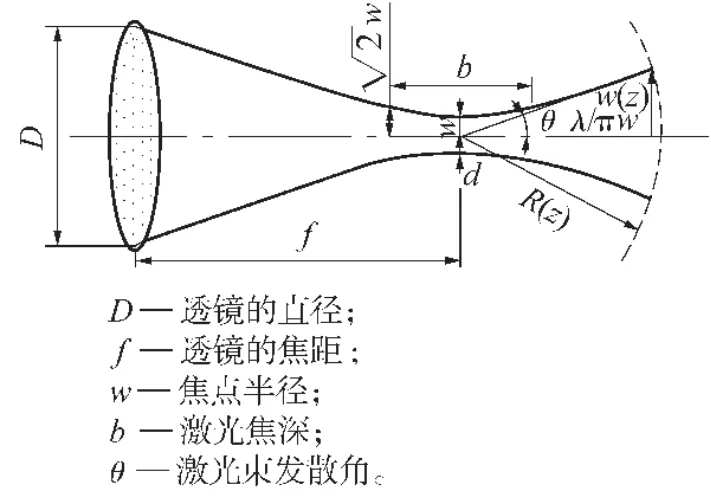
图1 光束的传输特性
根据ISO-11146标准规定BPP的表达式为

式中BPP为激光束质量(单位:mm·mrad);w为焦点半径(单位:mm);λ为光波波长(单位:μ m);2θ为激光束发散角(单位:mrad),2θ=2λ/π w=4λ/π d;π为圆周率(单位:rad)。
M2=θ×w/θ0×w0,θ0×w0是TEM00模式(高斯模式或单模模式)时的光束质量,θ×w是TEMnm模式(多模模式)时的光束质量,M2值是多模模式的光束质量θ×w与单模模式的光束质量θ0×w0比值。
光束质量BPP与激光束焦点直径d的关系

光束质量BPP与激光焦深b的关系

对于光能密度简单,有一定规律的光束,一般采用光束模式来描述光束的空间分布。激光的模式用TEMmnq来表示,TEM(transverse electromagnetic wave)是横电磁波的缩写,其中,q为纵模系数,一个q只对应一个频率;m、n为横模序数[3]。因为激光横截面的强度分布对激光加工影响极大,所以激光焊接加工时只考虑激光的横模,记为TEMnm,当m、n=0时,称为基膜,其光强按照高斯函数分布,光束质量最好。激光束模式与M2的关系如表3所示。M2值越趋近1时,激光束的质量越好。
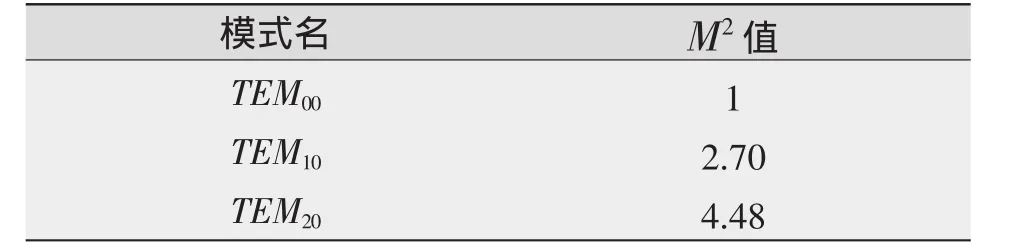
表3 激光束模式与M2值的关系
1.3 光束质量(BPP)与激光种类和激光输出功率的关系
近年来在焊接、切割、表面处理等领域使用的具有代表性的激光器有CO2激光、YAG激光(灯泵浦和半导体泵浦)、碟片激光、光纤激光及半导体激光等,它们的光束质量BPP(Beam Parameter Product)如图2所示[1]。
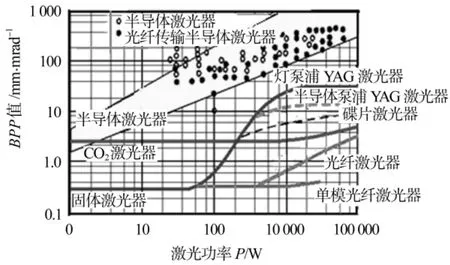
图2 光束质量(BPP)与激光种类和激光输出功率的关系
由图2可知,在用于焊接或切割的高输出功率激光中,光纤激光的光束质量BPP最好,其次是CO2激光。图2中,CO2激光的波长10.6 μ m是YAG激光的波长的10倍,在60 W以下的低输出功率的范围内,CO2激光的光束质量BPP=3.4 mm·mrad,而YAG激光的光束质量BPP=0.4 mm·mrad。也就是说CO2激光的光束发散角是YAG激光的10倍,在低功率的输出范围内,YAG激光的光束质量好于CO2激光的光束质量。当激光输出功率超过80W时,YAG激光的光束质量BPP急剧恶化,而CO2激光的光束质量BPP基本不变。另外,图2还表明,光纤激光直至400 W仍维持着理想的光束质量BPP,在10 kW以上仍维持着好于CO2激光的光束质量BPP。单模光纤激光在低于3 kW时光束质量仍维持着一个理想的光束质量,这样在实际中能够获得发散角很小、能量密度很高的激光束。
2 激光焊接特性
随着激光焊接技术日益成熟,其应用范围也越来越广。就最具代表性的汽车行业而言,汽车车身的远程激光焊接、汽车零部件的激光—电弧复合焊接、激光钎焊等已经正在替代传统的焊接技术。激光焊接技术的广泛应用,是因为激光焊接与电弧焊、电阻焊等这些的焊接热源相比较具有很多优良特性。
2.1 激光束能够实现高熔点材料的焊接
用于激光焊接和切割的能量密度如图3所示。普通电弧和等离子弧的热源能量密度为0.2~1.0kW/mm2,而YAG激光的能量密度为14~16kW/mm2,半导体激光为32 kW/mm2,碟片激光为96 kW/mm2,光纤激光为159kW/mm2,激光的能量密度远高于电弧和等离子弧热源的能量密度。另外,额定功率300 W单模的FBL激光能达到4 718kW/mm2的超高能量密度,在如此高的能量密度下,可以想象完全改变了以往加工特性的理念。
各种焊接方法的结合速度vj(焊接速度v×熔深t)如图4所示[7]。由图4可以看出,10 kW的光纤激光接合速度相当于60 kW的电子束焊接的接合速度,达到了极高加工能力水平。这是因为光纤激光的光束质量好而使焦点处的光束直径比电子束直径还小。可以预见在未来的焊接领域,将会进一步扩大激光焊接的应用范围。到2008年底,日本约有100台以上的高输出光纤激光器用于生产及科研等领域。
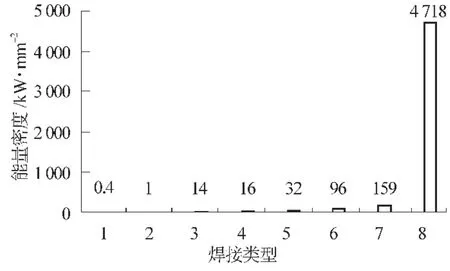
图3 焊接及切割用热源的能量密度比较[6]

图4 各种焊接方法的结合速度的比较[7]
2.2 激光可以用光纤传导,容易实现自动化
除CO2激光外,YAG激光、光纤激光、半导体激光、碟片激光等都是可以用光纤传导。采用光纤传导激光束的特点是:在传送的过程中激光的能量损失很小,并能传送到很远的地方。所以在加工时,可以将激光器放置于与焊接工位有一定距离的场所,容易实现焊接的自动化和柔性加工。与电弧焊和电阻焊相比较,更易于控制、实现自动化以及应用于自动生产线中。
2.3 热输入小、冷却速度和凝固速度快,从小部件到大部件都可以焊接
由于激光焊接热输入小、冷却速度和凝固速度快,所以焊接热影响区小,显微组织微细化。应用300 W单模光纤激光器焊接板厚150 μ m的不锈钢的结果如图5a所示(LASER X Co.,Ltd.)。获得了焊缝宽度极窄(50~60 μ m)且成形美观的焊缝。使用100 W单模光纤激光焊接不锈钢的焊缝横截面如图5b所示[8],获得了约0.32 mm的熔深,焊缝横断面的显微组织显示,焊缝金属的晶粒尺寸明显小于母材金属的晶粒尺寸,且热影响区的宽度很窄。
通过激光种类的选择、激光输出功率的调节以及激光加工头的研发等,能够实现从小部件的微细焊接到大型结构件的拼装焊接。使用光纤直径14 μ m的单模光纤激光,在激光输出功率200 W,焊接速度80 m/min的条件下,对板厚为100 μ m的3枚铜合金进行搭接激光焊接,其焊缝的横断面的微观照片如图5c所示[9]。在超高焊接速度的条件下仍能获得美观的焊缝成形。
采用高功率光纤激光焊接的不锈钢高速轨道机车车辆如图6a所示。激光-电弧复合焊在轮船甲板及轿车框架的应用如图6b所示。另外,激光焊接在飞机制造业、能源电力设备制造业、石油化工设备制造业、航天航空制造业等工业领域的应用也越来越广泛[10]。如德国远程激光焊接在汽车工业的应用,欧洲激光-电弧复合焊接在造船业的应用,激光焊接在空中客车A380上的应用等,显示出了巨大的潜力。
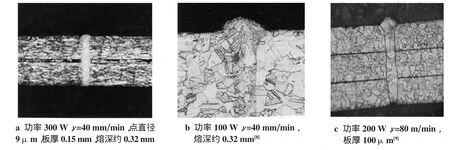
图5 不锈钢SUS304的SM光纤激光的超高速焊接以及3枚铜合金板的搭接焊
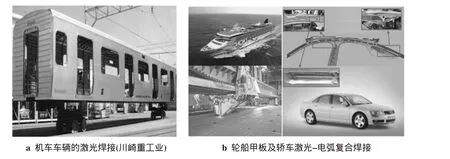
图6 激光焊接在汽车和造船行业的应用实例
2.4 激光的吸收特性与材质、光波长、温度的关系
各种材料的光吸收特性如图7a所示[11]。对于所有材料,波长越长则吸收率越低,而反射率越高;波长越短则吸收率越高,而反射率越低。另外,母材的温度越高对光的吸收率也越高。激光波长为10.6 μ m时,各种金属的吸收率与温度关系如图7b所示[12]。
2.5 等离子体的对激光焊接的影响
在激光焊接过程中,由于激光束的能量密度高,所以金属蒸气和周围气体极易被电离而产生等离子体,其温度大约为8 000~15 000 K。等离子体中电子吸收激光束能量后将加速,进一步增强与原子和分子的撞击能量,使等离子体产生量进一步增加,也使等离子体温度进一步上升。由于等离子吸收激光束能量,所以大量产生等离子体时,势必影响熔深。因此需对等离子体采用有效措施进行消除。另外,由于等离子体产生于工件的表面,所以等离子体主要加热母材表面,容易使焊缝表面宽度增加。由于CO2激光波长较长,金属材料对光束的吸收率较低,所以焊接时产生的等离子体量较大,容易形成如图8a所示的酒杯状的焊缝形状[13]。CO2激光焊接时,由于等离子体的影响而使熔深变浅,此时如果提高激光输出功率也不能相应提高焊接熔深,所以必须采取有效措施除去等离子体。另一方面,由于光纤激光的波长1.06 μ m较小,金属材料对光束的吸收率较高,焊接时产生的等离子体量较小,容易形成如图8b所示的窄而深的焊缝形状[13]。
此外激光焊接还有以下特性:由于激光焊接的热输入低,焊接残余应力和焊接变形小;激光焊接与氛围气体压力无关,是非接触焊接;激光焊接没有电子束焊接磁性材料时受残余磁场影响的问题;激光焊接不需要X射线那样的遮蔽等。
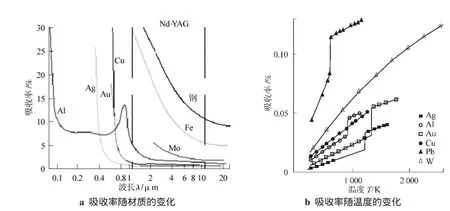
图7 各种材料的光吸收特性

图8 CO2激光焊接及光纤激光焊接的焊缝形状
3 激光焊接时的注意事项
在实际的焊接施工中,焊接材料、焊接环境、焊接条件等选择不当时,就会产生焊接缺陷。焊接缺陷的产生将严重威胁焊接接头的性能,为了避免焊接缺陷的产生,有关焊接缺陷的产生原因、控制及防止的基础理论知识的学习是非常有必要的[14]。激光焊接过程中需要注意的几点问题如下。
3.1 焊接裂纹
焊接裂纹可以分为高温裂纹和低温裂纹。激光焊接过程中,由于热输入量较小,所以焊接变形和焊接应力也较小,一般情况下不会产生高温裂纹。但是,由于材质的不同和工艺参数选择的不当,有时也会产生高温裂纹。比如,高合金钢、超高合金钢、热处理型铝合金等在焊缝的最终凝固处和HAZ(热影响区)容易产生热裂纹。铝合金激光焊接时产生凝固裂纹的照片如图9所示[15]。高温裂纹产生的原因是由于最终凝固处的残留液相中含有较多的杂质使液相熔点降低。另外,对碳素钢来说,随着碳、硫、磷含量的增加,凝固裂纹的敏感性也增加。
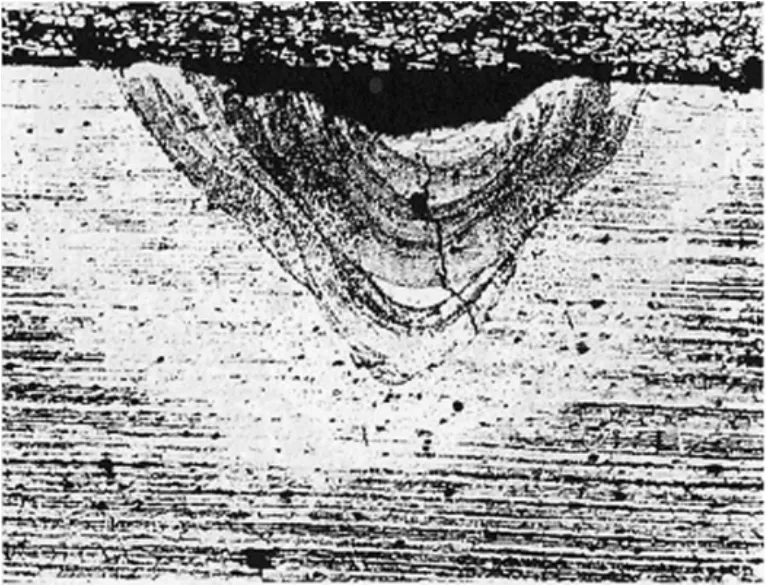
图9 铝合金(A6061)的激光焊接凝固裂纹[15]
高强度钢和低合金钢在焊接的过程中温度低于Ms点以下或者300℃以下产生的裂纹被称为低温裂纹。低温裂纹的特征是沿着晶界和晶粒都可以扩展。SCr420钢(w(C)=0.7%)激光焊接时产生的低温裂纹如图10所示[6]。分析研究结果表明,这些裂纹既不是高温裂纹也不是氢原因而产生的低温裂纹。而是由于马氏体组织相变时产生的内部应力,在此内部应力的作用下沿着塑性低下的马氏体晶粒汇合处的中央线附近发生的。另外,根据SEM观察分析结果可知,裂纹断面几乎没有塑性变形,裂纹既产生在胞状晶、柱状晶的晶界也产生在胞状晶、柱状晶的晶内。对于这种低温裂纹,采用焊前预热或者采用激光-电弧复合焊方法可以大幅度地降低其敏感性。
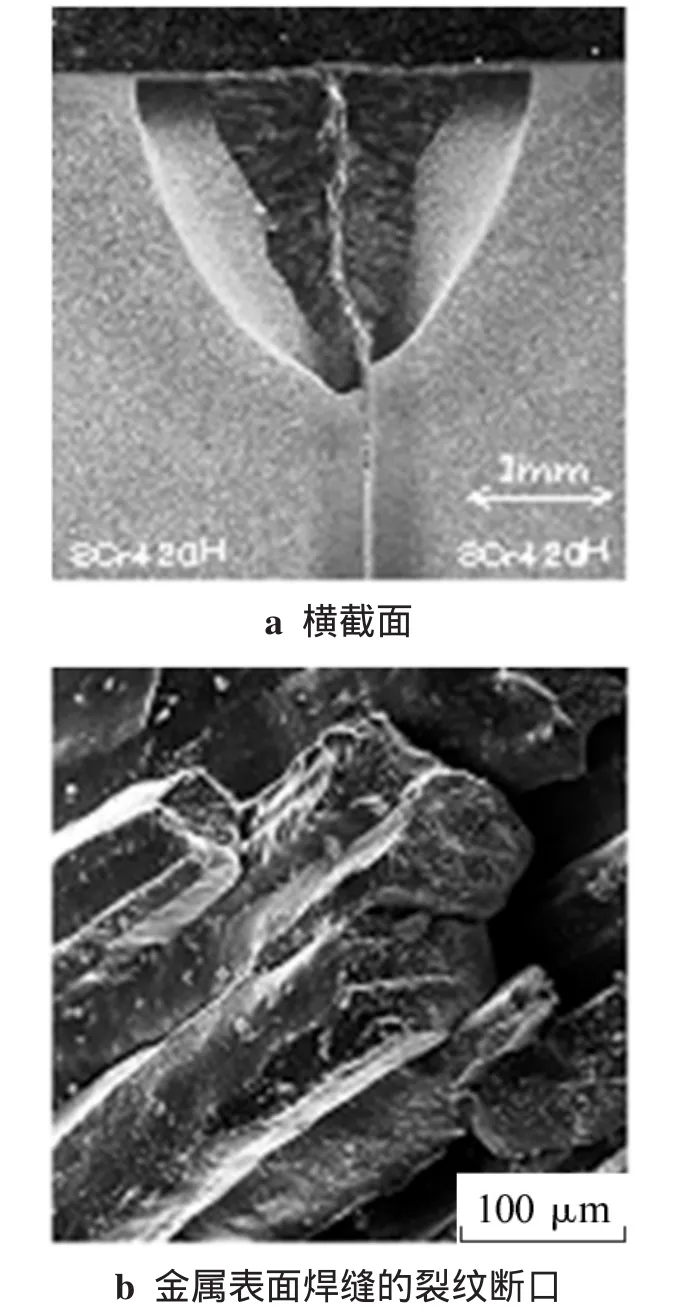
图10 激光焊接SCr420钢(w(C)=0.7%)产生的低温裂纹的光学显微镜照片和SEM照片[16]
3.2 气孔
由于焊缝和HAZ的幅度狭小,熔深也深,焊缝容易产生气孔。激光焊接时产生的气孔类型可以分为:CO、N2、H2产生的;低熔点的Mg、Zn等金属蒸气产生的;保护气体和空气的卷入而产生的。铝合金激光焊接时产生的气孔如图11所示[15]。
气孔的防止措施有:a.去除氢气源和氧气源;b.激光小孔方法焊接时要保证小孔的稳定性,防止激光小孔的突然崩塌;c.尽量使气孔上浮排除;d.适当加入一些脱氢剂和脱氧剂;e.控制焊缝的形状,有利于气体的溢出;f.降低冷却速度,延长熔池存在的时间;g.加强保护,防止空气的侵入和保护气体的卷入;h.激光-电弧复合焊及双激光束焊接方法也是防止气孔产生的有效措施。
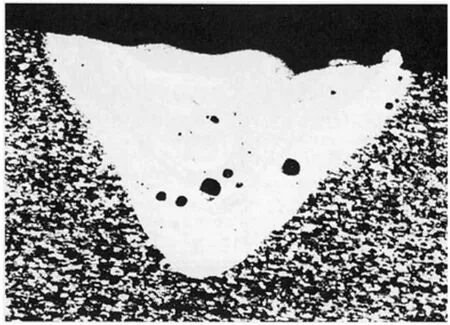
图11 铝合金激光焊接产生的气孔[15]
3.3 焊缝外观上的缺陷
在激光焊接工艺中,焊缝的外观形状对提高结构件及零部件的质量是十分重要的。所以,在激光的焊接过程中,对焊缝的形状必须加以控制。激光焊接过程中产生的外观上的缺陷有:咬边、内凹和下陷、焊缝高低不平、加强高过高,如图12所示[15]。
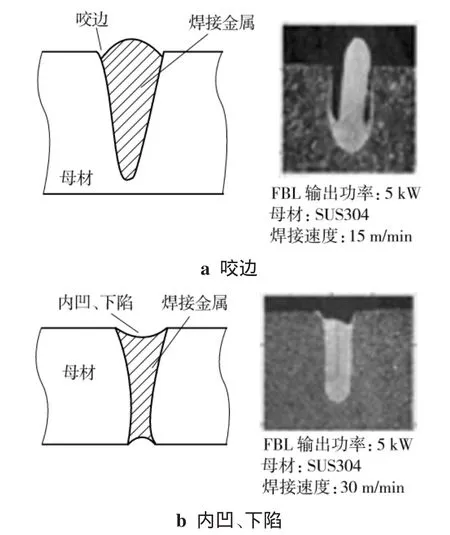
图12 激光焊接常见缺陷[15]
咬边缺陷是造成结构件局部应力集中,从而导致结构件破坏的主要原因之一。咬边的深度达到0.3 mm以上时,必须引起高度重视。液态金属中流动性较差的金属高速焊接时,容易产生咬边缺陷。焊缝高低不平缺陷主要产生于超高速焊接的情况下。对于该种缺陷的防止方法首先要考虑降低焊接速度。在坡口间隙过大或者焊接过程中产生飞溅时,在没有填充焊丝的激光焊接过程中极易产生内凹和下陷的焊接缺陷。另外,作为激光焊接还应注意以下几个问题:由于激光焊接的聚光点直径小,要求对接坡口的加工精度高;要求高刚性的焊接夹具;由于冷却速度快,淬火倾向大的钢板容易产生硬化;需要对焊缝外观进行控制。
4 激光焊接的发展前景
激光焊接的一系列特性,使得激光焊接在制造领域具有巨大的发展潜力。
汽车行业中,远程激光焊接在汽车车身焊接方面的应用,激光电弧复合在汽车底板和支架方面的焊接,激光钎焊在汽车顶棚、后门和后箱盖镀锌板的焊接方面的应用等,其在焊接速度、热输入控制、焊接柔性化以及钎焊质量上都具有绝对的优势,焊缝熔透、变形、生产效率等方面都能够达到较高要求,获得很好的接头质量。在航天航空方面,大飞机制造中也采用了激光焊接技术代替传统的铆接技术,使飞机的质量大大减轻,降低了能耗。
总之,工业发展要符合低能耗、短流程、高效率的发展趋势,而激光焊是实现这一目标的首选手段[3]。我国是一个制造大国,激光焊接制造技术在我国的发展前景不可估量。
[1]Takeshi Araya.Basis of Laser[J].Welding Technology(in Japanese), 2005,53(9):120-130.
[3]左铁钏.21世纪的先进制造—激光技术与工程[M].北京:科学出版社,2007:52.
[4]Takeshi Araya.About Laser(a)[J].Welding Technology(in Japanese),2005,53(8):117-125.
[5]Takeshi Araya.The Characteristics of Laser Beam Qualit[J].Welding Technology(in Japanese),2005,53(6):122-129.
[7]Kutsuna M.Proc.of Intern.Conf.on Welding Research[R].東京:J.Welding Soc.Osak,1980.
[8]Kutsuna M,Kiduchi A.IIW Doc[R].IV-597 93,1993.
[9]Berthold Kessler.Fibre laser,the I nnovative industrial laser with 10 W to 50 kW power[R].Halle(Saale)Germany:7th International conference on beam technology,2007.
[10]沓名宗春,劉忠傑.2 kWファイバーレーザによる高張力鋼の溶接特性及び最新レーザ利用生産システム[R].東京:(社)溶接学会第196回溶接法委員会,2006.
[11]Quintino L,Costa A,Miranda R,et al.Welding with high power fiber lasers-A preliminary study[J].Marterials&Design,2007,28(4):1231-1237.
[12]レーザー学会.レーザ-プロセシング応用便覧[M].東京:明誠企画株式会社,2006.
[13]Takeshi Araya.About Laser(b)[J].Welding Technology(in Japanese),2005,53(9):120-130.
[14]新井武二,宮本勇.レーザ加工基礎(上巻)[M].東京:マシニスト出版株式会社,平成5年.
[15]新井武二,沓名宗春,宮本勇.レーザ溶接加工[M].東京:マシニスト出版株式会社,平成8年.
XU Guo-jian1,WANG Hong1,CHANG Li-li1,HANG Zheng-xiang1,CHANG Yun-long1?,XING Fei2
(1.School of Materials Science and Engineering,Shenyang University of Technology,Shenyang 110178,China;2.Shenyang Siasun Robot&Automation Co.,Ltd.,Shenyang 110168,China)
Characteristics of laser welding
The article illustrated the wavelength and its application of light,especially illustrated the wavelength and application of laser in details.In the laser welding,firstly introduced laser welding heat-laser,and its characteristics of output-BPP(Beam Parameter Product).Secondly,expounded the different kinds characteristics of output-BPP under the different output power.Then based on the several examples of laser welding,elabrated the characteristics of laser welding technology,the problems which is easy to appear during the laser welding and its solving methods.Finally,briefly summarize its development potential.There is a closed relationship between the characteristics of laser welding and its procedure,therefore,mastered the characteristics of laser welding,established good laser welding process,we could achieve a good welding quality.
laser welding characteristics;fiber laser;diode laser;disc laser
book=57,ebook=308
TG456.7
A
1001-2303(2010)11-0057-08
2010-10-08
辽宁省自然科学基金资助项目(20092047)
徐国建(1959—),男,辽宁大连人,教授,博士,主要从事激光成型与控制方面的研究工作。
