不锈钢光纤连续活性激光焊的研究
2010-09-06刘顺洪段元威权雯雯柳家良
刘顺洪,段元威,权雯雯,柳家良
(华中科技大学材料科学与工程学院,湖北武汉430074)
不锈钢光纤连续活性激光焊的研究
刘顺洪,段元威,权雯雯,柳家良
(华中科技大学材料科学与工程学院,湖北武汉430074)
光纤激光器与活性焊接技术相结合可大幅增加焊缝熔深,提高焊接效率。以TiO2、SiO2、Cr2O3、CaF2和NaF五种活性剂为基础,通过均匀配方设计,获得了15组不同成分的复合活性剂配方,针对SUS304不锈钢板进行光纤连续活性激光焊,研究了氟化物和氧化物对熔深和熔宽的影响,从而获得了最佳配方。试验结果表明:在复合活性剂作用下,焊缝的熔深均有明显的增加,当含氟化物较多时,熔深最大达到1.0 mm,深宽比最大可达1.5,与未涂敷活性剂相比,提高了73%。焊缝的显微组织为粗大的柱状晶,中心存在少量等轴晶,焊缝底部存在明显偏析。
304不锈钢;光纤激光焊;活性剂;熔深
0 前言
活性弧焊技术是在焊接前将一层表面活性剂涂敷在施焊板材表面,焊接过程中活性剂将引起焊接电弧收缩或熔池金属流动状态改变,在相同的焊接规范下,活性焊的焊接熔深与一般焊接相比会显著增加[1-3]。近年来随着节能环保的要求以及焊接技术的发展,活性弧焊技术从最初仅与钨极氩弧焊结合,现在已扩展到更多的领域,如:TIG点焊[4]、低功率脉冲激光焊[5]、CO2激光焊[6]等方面。试验结果表明,活性剂加入后焊缝的熔深均有提高,文献[4]中活性TIG点焊试验结果表明,活性剂SiO2效果比活性剂TiO2显著。文献[5]中研究低功率脉冲激光焊时,发现活性剂B2O3和Cr2O3能显著增加激光焊接焊缝熔深,TiO2和SiO2也能明显增加焊缝熔深,CaF2的作用不是十分明显。文献[6]中对活性CO2激光焊进行研究,发现在w(Cr2O3+SiO2)>50%且两者的百分比相差不悬殊的情况下,能获得熔深大、熔宽窄的焊缝。
光纤激光器是第三代激光器的最新代表,因其能效高,内部元件发热量低,能耗效率方面大大优于传统的YAG和CO2激光器,所以与传统激光器相比,对电能的需求大大降低。
本试验旨在将活性焊接技术与光纤连续激光焊结合起来,对奥氏体不锈钢304的光纤连续激光焊用的活性剂复合配方进行了试验研究,获得了最佳配方。通过分析复合活性剂对304不锈钢板焊缝成形的影响规律,探讨连续活性激光焊的熔深增加机理,为活性剂的实际应用打下试验基础。
1 试验方法
研制3 mm厚的奥氏体不锈钢304的活性剂复合配方。依据电弧收缩理论,选择电负性较大即电子亲和能较大的元素。这类物质主要包括Cr、Si、卤化物(氯化物、氟化物)、氧化物以及其他金属蒸气等。依据表面张力理论,选择含有表面活性元素的化合物,主要为氧化物。O、Si等是很强的表面活性元素,可使熔池具有正的表面张力温度梯度。均匀法是一种将数论与多元统计相结合而建立的试验方法,在保证统计精确性的前提下,该方法能大幅度减少试验次数,是一种常用的试验设计方法。
综合上述因素和实际情况,以TiO2、SiO2、Cr2O3、CaF2和NaF为基本组成,用均匀法设计配方试验。5种活性剂材料的熔沸点如表1所示。

表1 五种活性剂材料的熔沸点/℃
在活性剂的配方均匀试验时,考虑到均匀法的“均匀分散”特点和试验成本等因素,确定每种因素的水平为15,即获得15组复合活性剂配方,以均匀设计表U15*(157),其偏差D=0.155 1。利用试验优化设计软件计算,得到15组活性剂配方,每组配方的成分如表2所示。
用ES-500HA型电子天平(误差0.01 g)称量各组分活性剂粉末,用丙酮试剂混合成悬浮液均匀涂敷在试件表面,并且在相同焊接规范下用一组未涂覆活性剂的试样作为第16组试样施焊以进行对比。
待丙酮挥发后进行光纤连续激光焊接试验。本次试验采用德国IPG公司的YLR-4000型光纤激光器,波长1 070 nm,氩气正面保护,一次性完成施焊,其焊接规范如表3所示。
2 试验结果与分析
2.1 复合活性剂对焊缝成形性的影响
对各组试样焊缝的焊缝形貌进行观察。第1、3、 5、7、9、16组焊缝的金相照片如图1所示,均为典型的激光焊深穿透小孔型焊缝。
对16组试样焊缝的熔深、熔宽、深宽比进行统计,结果如表4所示。
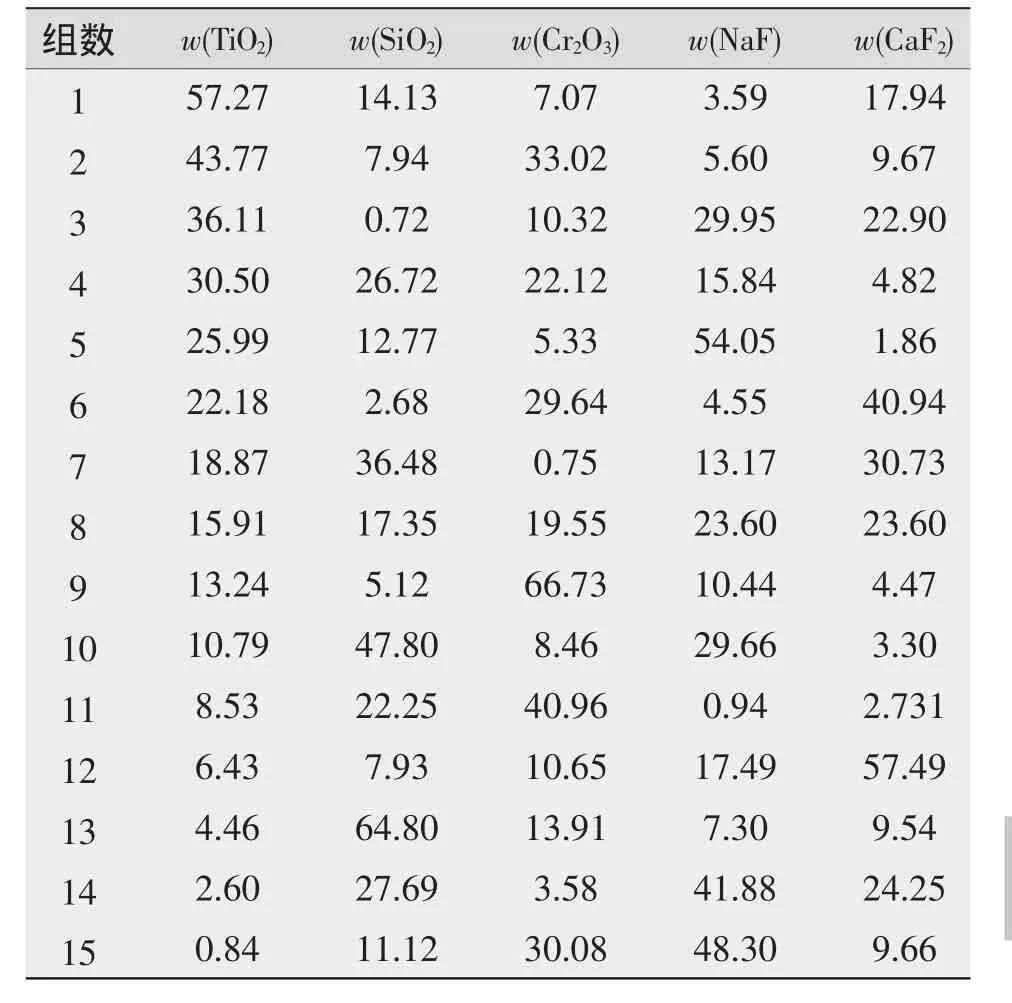
表2 复合活性剂的成分配比/%

表3 连续激光焊焊接规范
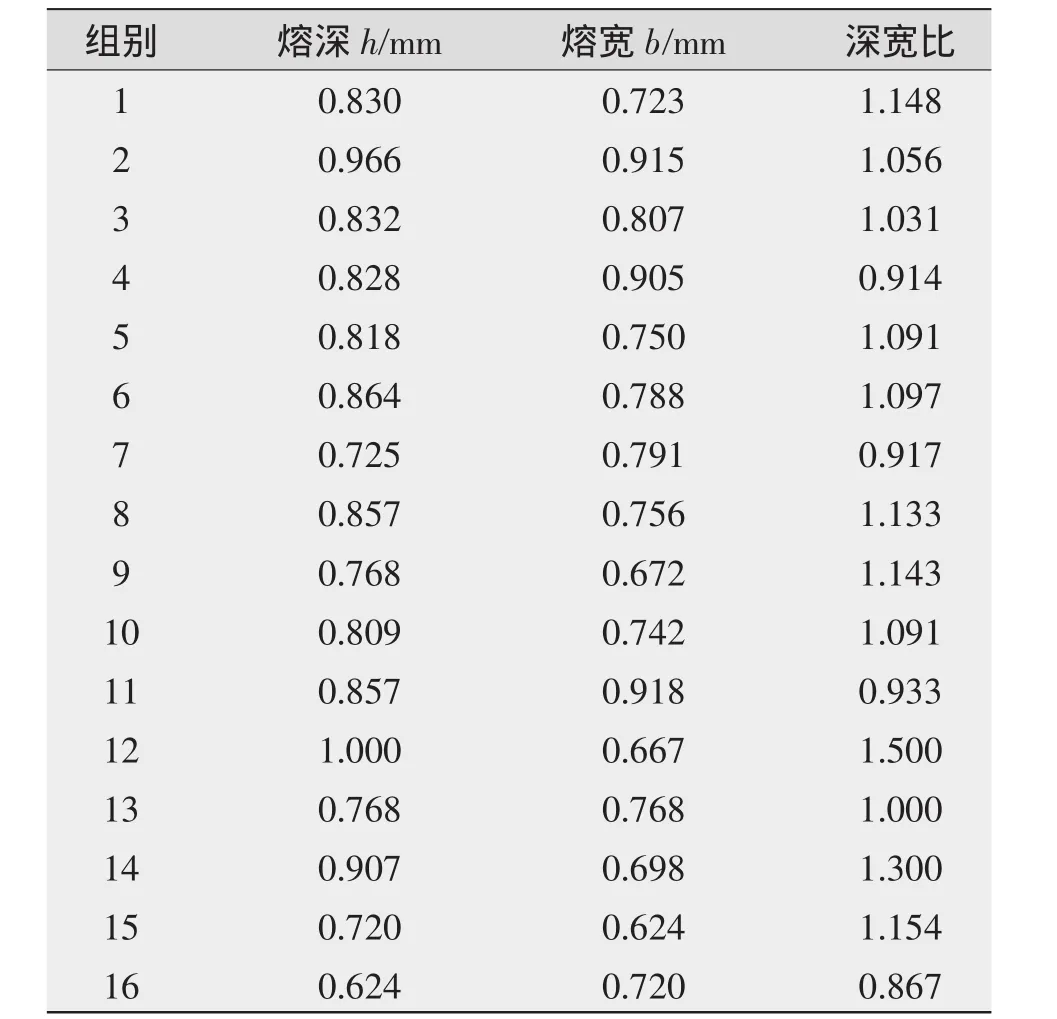
表416 组焊缝相关数据
从表4可以分析得出,涂覆混合配方活性剂后的第1~15组试样熔深和未涂覆活性剂的第16组试样相比皆有不同程度的增加。其中第12、2、14组熔深增加最明显,分别增加60.3%、54.8%、45.4%。在熔宽的变化方面,第15、12、9、14组变化较明显。第12、14、15组的深宽比提升较好,其中深宽比分别增加73%、49.9%、33.1%。表5列出了增加熔深效果最好的4组试样所涂覆的复合活性剂配方,这四组焊缝的外观形貌如图2所示。

图1 试样焊缝形貌(15×)
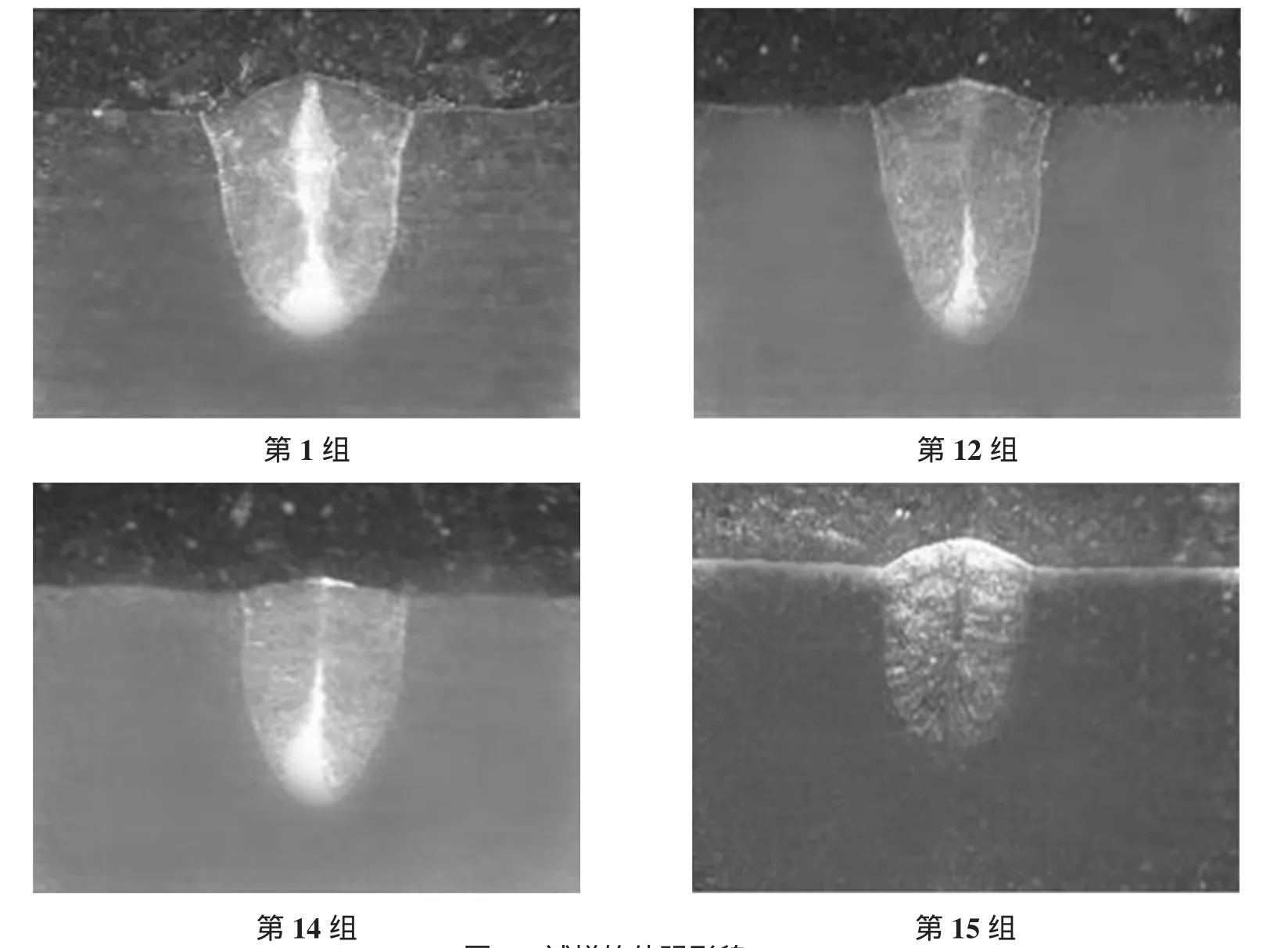
图2 试样的外观形貌(15×)
从以上数据可以看出,涂覆了复合活性剂的试样在连续激光焊接中的熔深和深宽比均有明显提升。主要原因一方面是CrO、TiO、SiO、CaF和NaF的分子极性较大,它们的存在增加了激光与材料的耦合作用,有效地提高了工件表面对激光辐照的吸收率;另一方面是因为不规则的颗粒减小了工件对激光的反射,增加了焊缝热输入,从而使焊缝熔深显著增加[7]。
由表5可以看出,第12、14组氟化物含量大幅增加,说明氟化物和氧化物共同导致了焊缝熔深的增加,其中氟化物对熔深增加效果更显著。这可能是由于在焊接过程中,当金属和活性剂蒸发时,氟原子第一电离能为1 681.0 kJ/mol,Fe的第一电离能762.5 kJ/mol,氟化物的加入增加了蒸气的电离难度,导致等离子体减少,降低屏蔽作用,增加能量的输入,同时氧化物活性剂将降低熔池液态金属的表面张力数值,改变熔池表面张力流的方向,从熔池周边向着熔池中心区流动。在熔池中心区域,通过液流直接传向熔池底部的电弧热量提高了熔池底部的加热效率,氟化物和氧化物共同作用有利于熔深的增加。
当激光的入射功率密度较高时,可能会产生匙孔效应。匙孔现象发生在材料熔化和汽化的临界点。而本试验中加入的NaF和CaF2相对氧化物来说沸点较低,会加强熔池上方的蒸汽压力,以克服液态金属的表面张力,并把熔融的金属吹向四周,形成匙孔或孔穴。由于激光在孔穴内的多重反射,增强了激光能量的吸收,再经内壁以热传导方式通过熔融金属传到周围固态金属中去。激光的能量被工件材料内部吸收率大大加强,横向扩散较小,因而材料熔合的深度大,焊接速度快,单位时间焊合的面积大,相比而言,焊缝深而窄,深宽比大。
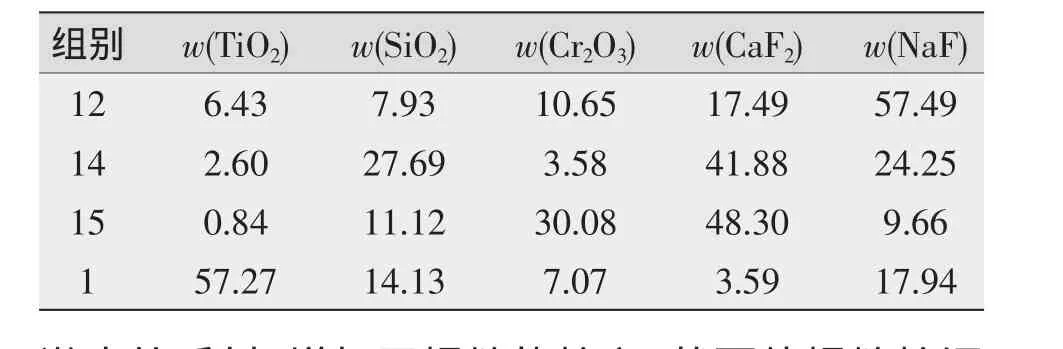
表5 复合活性剂焊接试验中效果最优的4组配方/%
2.2 显微组织分析
采用光学显微镜对第12组试样进行显微组织分析,如图3所示。焊缝组织均为粗大的柱状晶,图3b焊缝中间部分还存在等轴晶,柱状晶垂直于熔合线方向生长,热影响区非常窄。在图3b中还出现了偏析现象。
3 结论
(1)当TiO2、SiO2、Cr2O3、NaF、CaF2含量分别为6.43%、7.93%、10.65%、17.49%、57.49%时,活性剂与光纤连续激光焊耦合效果最优。
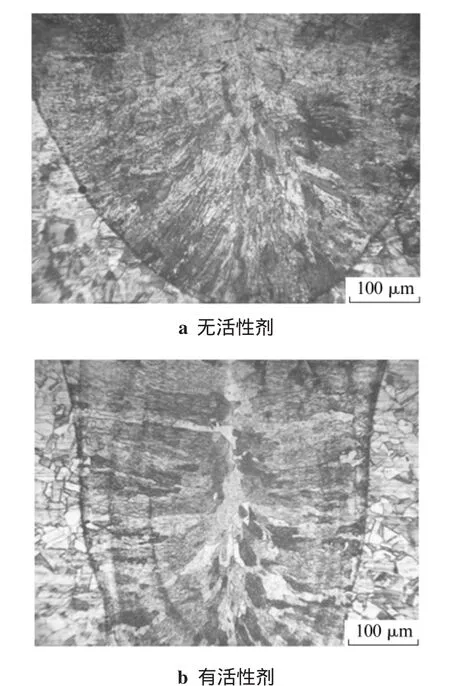
图3 无活性剂和第12组活性剂下的焊缝金相组织
(2)与未涂敷活性剂相比,复合活性剂增加光纤连续活性激光焊深宽比效果更加明显,其中,复合活性剂中氟化物含量对熔深增加影响较大。
(3)焊缝为典型的粗大柱状晶组织,中间部分还存在等轴晶,另外焊缝中存在明显的成分偏析。
[1]SIMONIK A G.The effect of contraction of the arc discharge upon the introduction of electronegative elements[J].Welding Production,1976(3):49-51.
[2]张兆栋.镁合金活性焊接研究[D].大连:大连理工大学,2007:27-42.
[3]黄勇.铝合金活性TIG焊接法及其熔深增加机理的研究[D].兰州:兰州理工大学,2007.
[4]樊丁,姜国峰,黄勇,等.不锈钢A-TIG点焊的试验研究[J].电焊机,2010,40(4):18-20.
[5]樊艳峰,刘金合,罗晓娜,等.活性剂对低功率脉冲激光焊接不锈钢的影响[J].金属铸锻焊技术,2008,37(23):78-80.
[6]马立彩.不锈钢TIG焊活性剂的研制及其对CO2激光焊接等离子体的影响[D].西安:西北工业大学,2005.
[7]洪蕾,吴钢.激光制造技术基础[M].北京:人民交通出版社,2008.
Study on fiber laser continuous welding of stainless steel with activating fluxes
LIU Shun-hong,DUAN Yuan-wei,Quan Wen-wen,LIU Jia-liang
(College of Materials Sicence and Engineering,Huazhong University of Sicence and Technology,Wuhan 430074,China)
Fiber laser,combined with the welding technology of activating flux,can significantly improve the welding penetration and efficiency.Based on the five activating fluxes of TiO2,SiO2,Cr2O3,CaF2and NaF,conducted homogeneous experimental design.Obtained 15 groups activating fluxes with different component.SUS304 plate was used for the the fiber laser continuous welding with mixture.Researched the impact of fluoride and oxid on the penetration and weld width.The results showed that:with the use of composite activating fluxes,the weld penetration increased significantly.When fluoride counts more in the mixture,the maximum penetration reaches 1.0 mm,depth-width ratio rises up to 1.5.Compared with the group with no activating fluxes,depth-width ratio heighten 73%.The microstructure of weld is coarse columnar crystals.There is a small amount of equiaxed in the center weld.Segregation is obviously exist at the bottom.
SUS304 stainless steel;fiber laser welding;activating flux;penetration
book=10,ebook=360
TG456.7
A
1001-2303(2010)11-0010-04
2010-10-08
刘顺洪(1954—),男,湖北武汉人,教授,主要从事材料激光加工和基于焊接机器人的快速制造技术的教学与科研工作。
