光纤激光-MIG复合焊接中厚板铝合金组织特征
2010-09-06胡佩佩王春明胡席远
胡佩佩,王春明,胡席远
(华中科技大学材料学院,湖北武汉430074)
光纤激光-MIG复合焊接中厚板铝合金组织特征
胡佩佩,王春明,胡席远
(华中科技大学材料学院,湖北武汉430074)
研究了光纤激光-MIG复合焊接中厚板铝合金的焊缝组织。结果表明,光纤激光-MIG复合焊接可一次焊透8 mm厚铸造铝合金ZL114,焊缝中没有大的工艺气孔,也无热裂纹,但出现较多的冶金气孔。焊缝主要由α(Al)和Al-Si共晶组成,焊缝上部、中部和下部组织变化不明显,焊缝没有分层现象。焊缝较热影响区和母材组织细密,焊缝和热影响区的共晶组织类似,但焊缝和母材共晶组织明显不同,体现在共晶形态和Si含量的不同,但母材的共晶组织在一定的热循环条件下,可以转变为与焊缝类似的共晶组织,伴随的是枝晶数量的减少,枝晶在母材和焊缝中都占绝大部分。
光纤激光;激光-MIG;复合焊接;组织特征
0 前言
铝及其合金以较高的比强度和相对低廉的制造和使用成本而广泛应用于航空航天制造领域。在世界性能源危机的情况下,高强铝合金在结构材料中所占的比例大大增加,是新一代高速列车、轿车的理想材料,将带来明显的结构轻型化,从而产生巨大的经济效益和社会效益[1]。文献[2]研究表明,CO2激光-MIG复合焊接高强铝合金2519-T87的效率是MIG焊的五倍;焊接熔深更大,接头的抗拉强度也提高到母材的70%以上,而MIG焊接头抗拉强度仅为母材的60%。由于复合焊的热输入比较小,而且熔池中熔融金属的流动情况和温度梯度与MIG焊有很大不同,复合焊的焊缝组织较MIG焊的更加细小,接头处也没有发现MIG焊接头中出现的等轴晶区。文献[3]研究表明,采用YAG激光-MIG复合焊接铸造铝合金ZL114A,焊缝金属组织普遍比铸造组织细小。
以上研究表明,激光-MIG复合焊接具有明显优于单MIG的焊接工艺性能。但需要指出的是,由于现有的CO2激光或者YAG激光焊接铝合金时的穿透能力有限,目前在中厚板和大厚板铝合金的焊接过程中普遍采用多层焊接,这会相对地增加焊接热输入,也使焊缝组织形貌变得更加复杂。如果能够一次焊透焊缝,不仅可以减少焊接热输入,细化焊缝组织,焊缝区和母材区的过渡也会更加合理。所以在此研究了光纤激光-MIG复合焊接技术在一次焊透8 mm厚铸造铝合金ZL114时的焊缝组织特性。熔透成形,采用MIG-Laser复合方式。采用纯Ar作为保护气体,从MIG焊枪输出。
1 实验材料与方法
激光-MIG复合焊接实验采用IPG YLR-4000光纤激光器,最大输出功率4 kW,激光通过光纤传输经复合焊接头聚焦,传导光纤的芯径为0.3 mm,焦长250 mm;MIG弧焊电源为Fronius TPS4000逆变电源。激光和MIG焊枪旁轴复合而成,如图1所示,电弧倾角α=75°,光丝间距DLA=4 mm。复合焊接方向分为电弧在前的MIG-Laser和激光在前的Laser-MIG两种复合方式,而MIG-Laser方式的焊缝熔深大于Laser-MIG[4],为了实现焊缝的一次
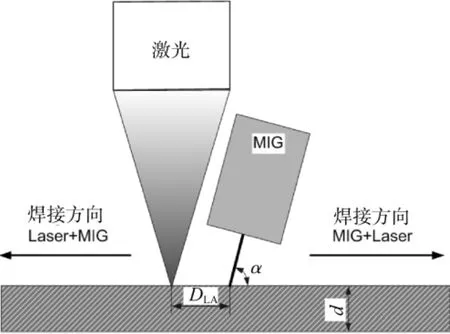
图1 激光-MIG复合焊接示意
实验用母材为8 mm厚铸造铝合金ZL114,尺寸为100 mm×50 mm×8 mm,对接复合焊接时,焊缝未开坡口。母材焊前用丙酮擦拭除油并经化学清洗烘干,焊丝为ER4047铝合金焊丝,直径φ 1.2 mm;母材和焊丝化学成分如表2所示。

表2 母材和焊丝的化学成分(质量分数)%
根据GB2651-89焊接接头拉伸实验方法制作拉伸试样,采用WDW-Y100E电子万能实验机测试焊缝的拉伸力学性能。
2 实验结果与讨论
2.1 焊缝热影响区组织分析
光纤激光-MIG电弧复合焊接一次焊透8 mm厚铸造铝合金ZL114时的焊缝典型形貌如图2所示。工艺参数为:激光功率P=4 kW,电弧电流I=140 A,焊接速度v=1 m/min,离焦量f=-4 mm。焊缝形貌呈“酒杯”形,上部宽大,下部相对窄小。
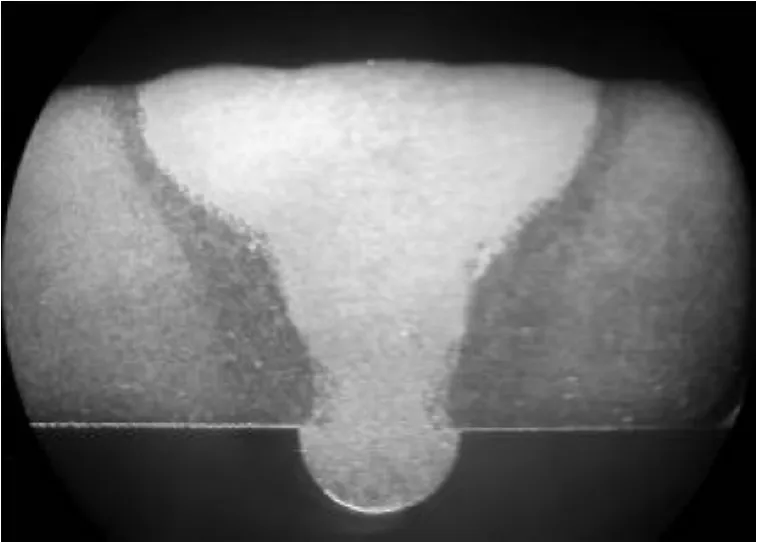
图2 光纤激光-MIG复合焊接典型焊缝形貌
焊缝和母材过渡区域的金相照片如图3所示。和普通电弧焊类似,焊缝具有明显不同的三个区域,分别为焊缝区(WB)、焊缝热影响区(HAZ)和母材区(BM)。根据图3中的标尺,热影响区的宽度约为150 μ m,比电弧焊窄,所以热影响区几乎没有进一步的细分结构。由于焊缝结晶速度快,晶粒细小,熔合线没有明显的联生结晶现象,但熔合线不规则,这是因为母材晶粒有不同的位相,所以焊接热循环时,晶粒融化速度不同,进而形成了不规则的熔合线走向[1]。这三个区域的组织都由枝晶和枝晶间共晶组成,但焊缝区组织细小,焊缝热影响区和母材相对粗大。
对焊缝区和热影响区组织进一步观察,如图4所示。分析表明,焊缝区的共晶组织和热影响区的共晶组织形态区别不明显,但分布不同,焊缝区的共晶组织呈网状分布,且尺寸与枝晶相当;而热影响区的共晶组织分布呈现块状和网状的混合形态,且尺寸明显小于共晶间的枝晶。
虽然焊缝区和热影响区的共晶组织形态区别不明显,但它们与母材的共晶组织区别较大,如图5所示。焊缝区、热影响区共晶组织呈块状或网状,而母材共晶组织为棒状或粒状。计算表明,焊缝区、热影响区和母材的共晶组织占所在组织横截面积的比例依次减少,而枝晶所占比例则依次增加,呈现明显的梯度分布。需要指出的是三个区都是枝晶数量占主要部分。
针对焊缝区和母材区的共晶组织的明显区别,采用能谱仪(EDS)进行了分析,如图6和图7所示。共晶组织的能谱分析表明,焊缝和母材的共晶组织都主要由Al、Mg、Si三种化学成分组成,但各成分所占的比例明显不同。焊缝和母材的共晶组织最大区别就是Al和Si的质量比和原子数比例几乎正好相反,即焊缝共晶组织Al占大部分(约78%),而母材共晶组织Si占大部分(约85%)。焊缝和母材的枝晶组织的成分组成和比例区别都不明显。
以上分析表明:一方面,母材和焊缝的共晶组织形态明显不同,表现为Al和Si所占的比例相差很大;另一方面,焊缝和热影响区的共晶组织形态基本类似。而热影响区是母材经过复合焊接热循环发生相变以后的组织。这表明母材和焊缝的共晶组织虽然形态和Si含量不同,但母材共晶组织通过一定的焊接热循环可以转变为与焊缝类似的共晶组织,但这个过程伴随的是枝晶数量的减少。

图3 焊缝区、热影响区和母材区的过渡连接区域组织形貌

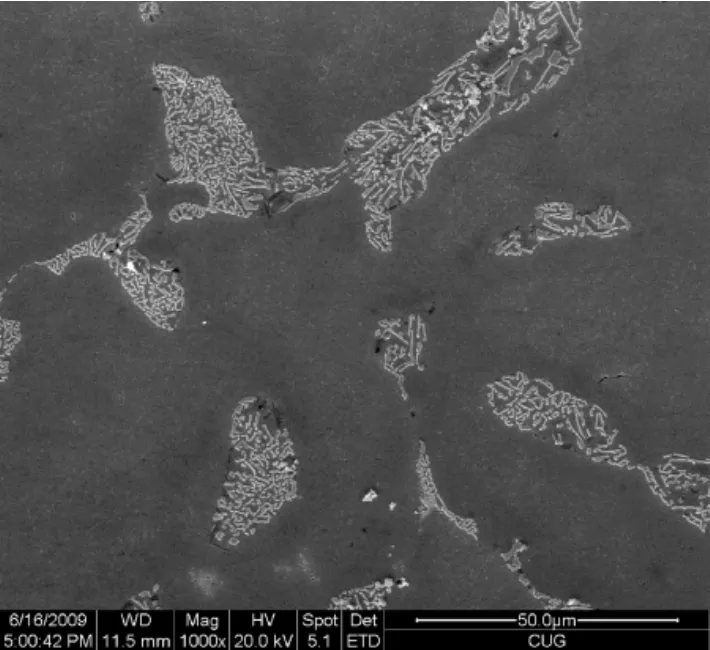
图4 焊缝区和热影响区的扫描电镜(SEM)形貌
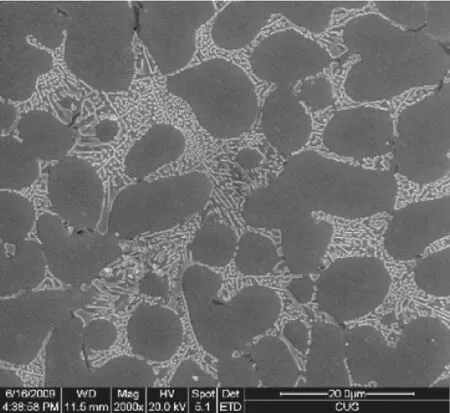
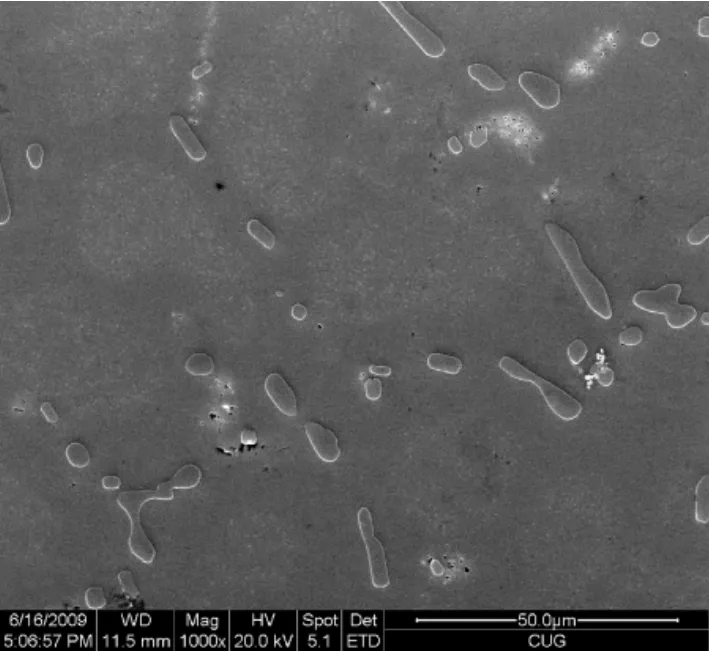
图5 焊缝区和母材区的扫描电镜(SEM)组织形貌
2.2 焊缝组织分析
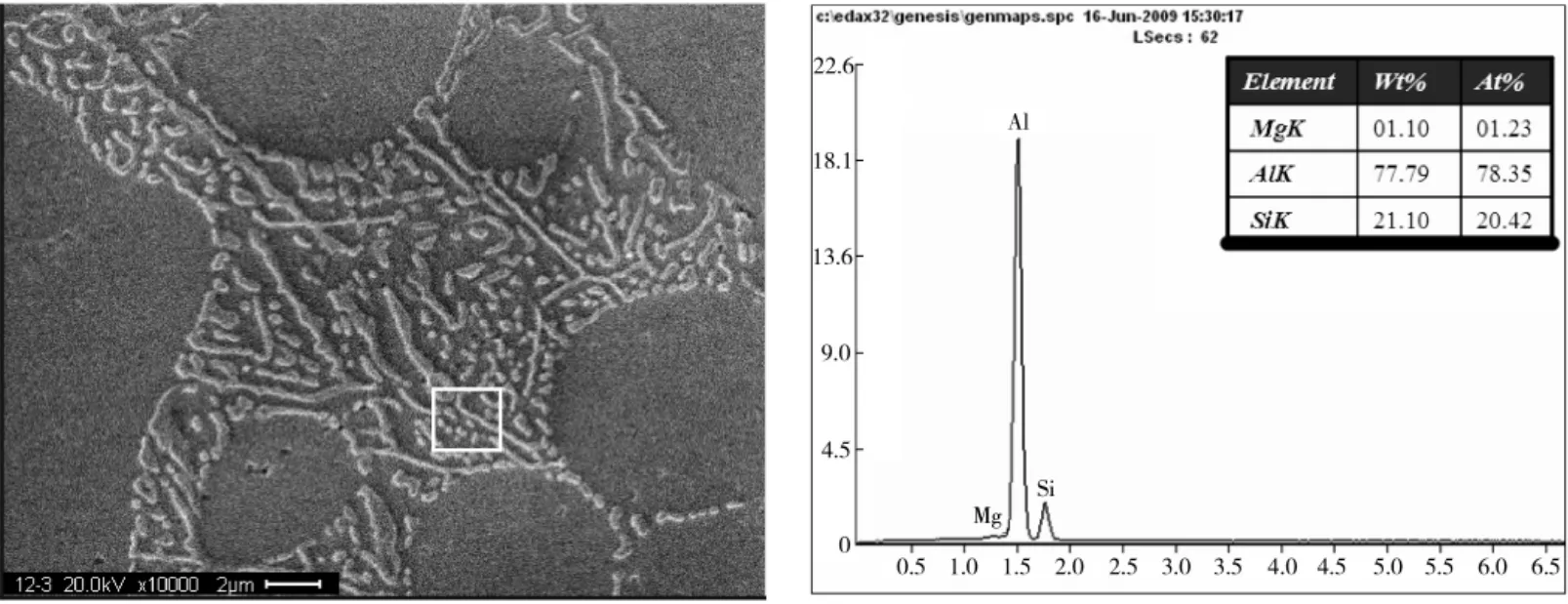

图6 焊缝区和母材区共晶组织的能谱仪(EDS)分析
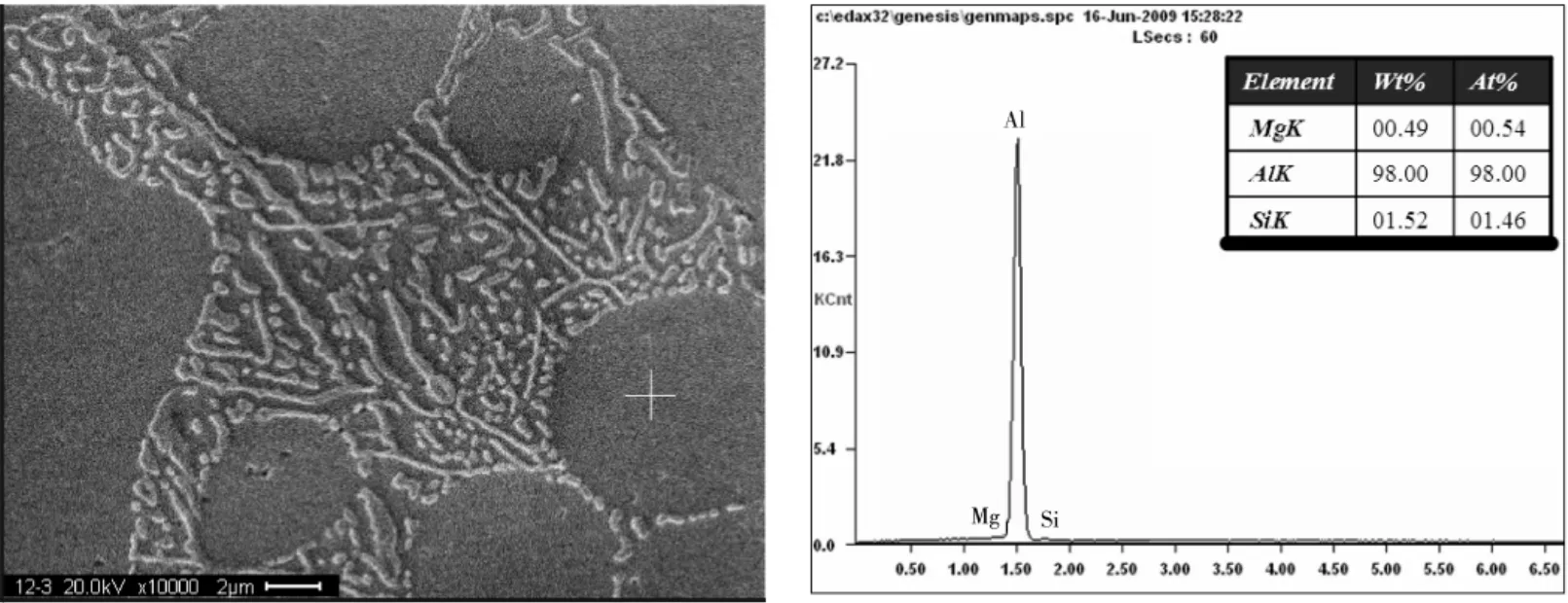

图7 焊缝区和母材区的枝晶组织能谱仪(EDS)分析
虽然采用光纤激光-MIG复合焊接技术实现了8 mm铸造铝合金的一次成形,但焊缝组织在焊缝厚度方向上是否是一致连续的,需要进行分析。在此进行了焊缝厚度方向上的组织分析,图8为焊缝沿厚度方向的金相组织照片和扫描电镜照片,可以看出,焊缝组织在厚度方向上的组织区别不明显。这是因为在激光-电弧复合焊接过程中,有一股强烈的电磁对流,从激光小孔尖端开始,沿着熔池底部快速流向熔池后部[5]。激光小孔尖端为熔池底部,熔池的最后部即为焊缝上部。这种对流强化了焊缝上下部的物质交流,有利于焊缝成分的均匀化。另一方面,铸造铝合金ZL114的主要成分为Al、Si和Mg,它们相对原子量比较接近,这可以减轻因重力作用而产生的密度流,也有利于焊缝的成分均匀化。
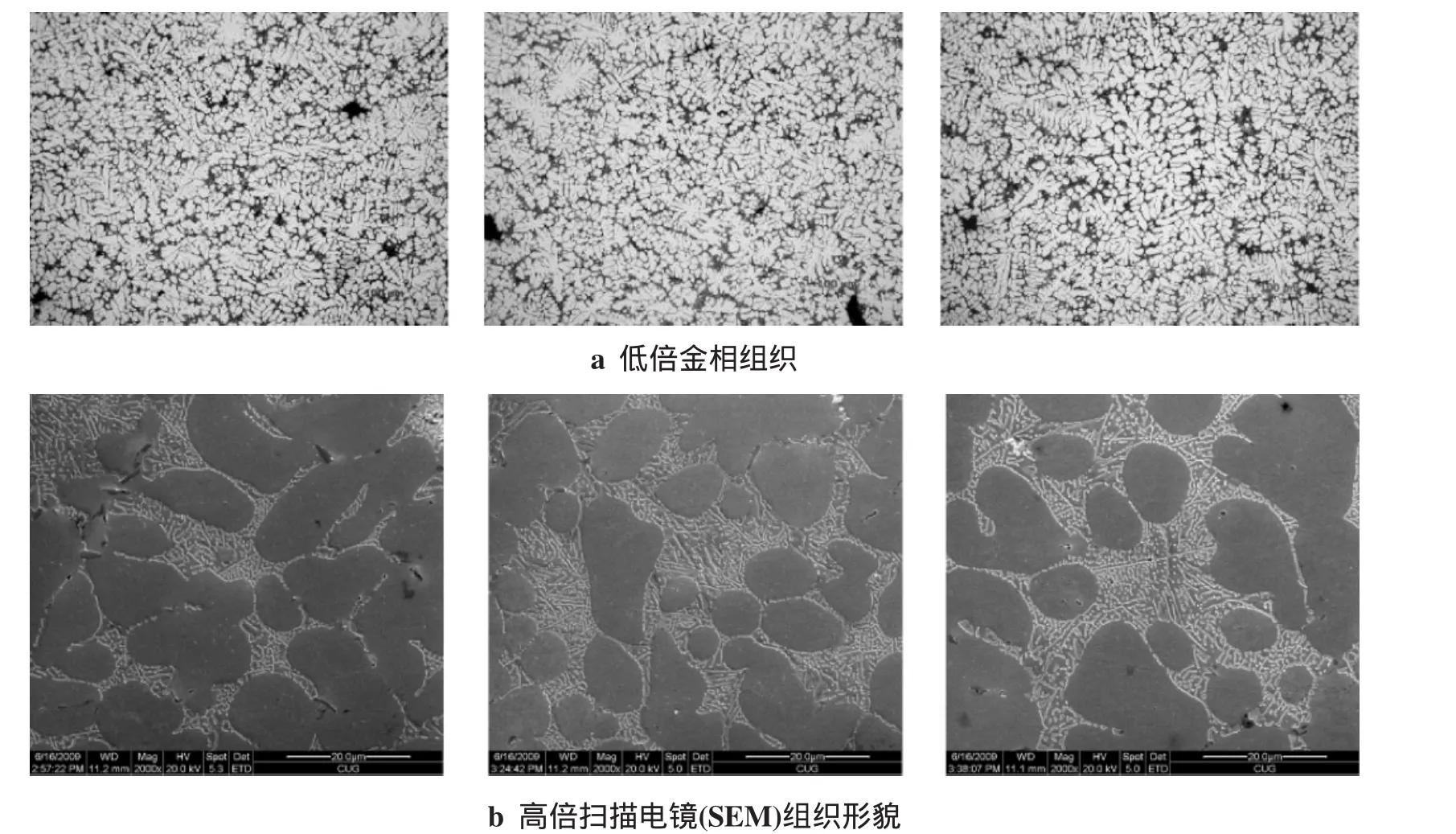
图8 焊缝沿厚度方向的组织变化
2.3 焊缝缺陷观察
激光-MIG复合焊接接头组织细密,未发现热裂纹,但是存在尺寸较小的气孔,如图9所示。通过进一步分析发现,ZL114铝合金母材本身存在数量较多的缩松、气孔等铸造缺陷,如图10所示。
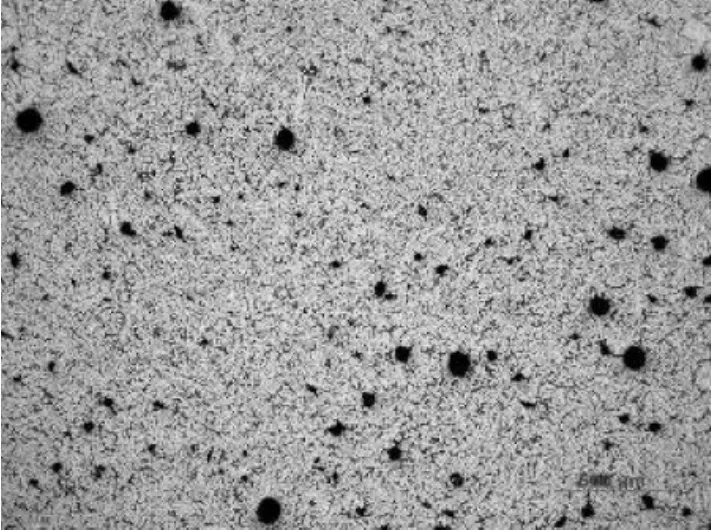
图9 接头气孔金相照片
对接头气孔形貌特征进一步分析发现,气孔形貌较为规则,近似球形,且内壁能够观察到液态金属结晶过程中留下的枝晶形貌,如图11所示。分析发现,气孔的形成原因有两个,一是ZL114母材原始夹杂及孔隙(见图10)在激光-MIG复合焊接过程中释放导致气孔的产生。另一个原因是焊接过程在熔池冷却过程中,熔池中氢来不及逸出而形成小的冶金气孔。
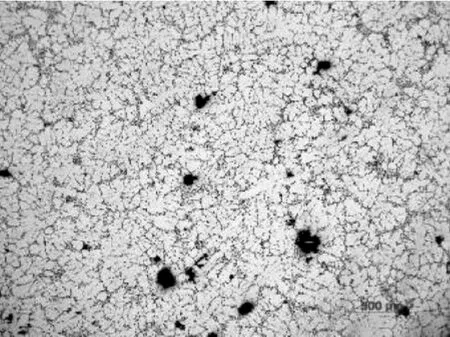
图10 ZL114原始母材金相照片
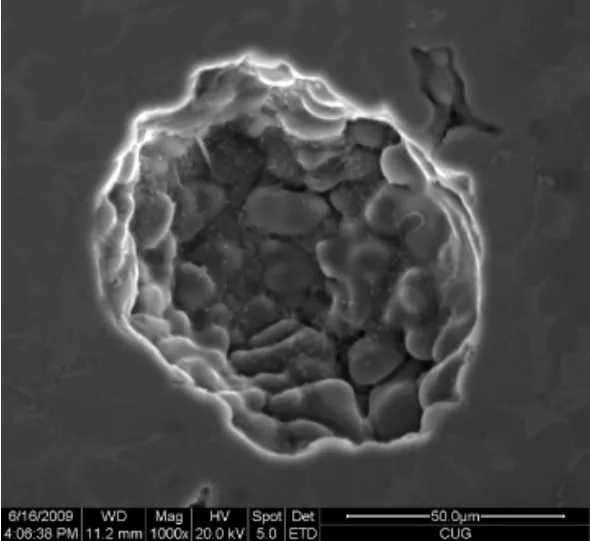
图11 接头气孔的高倍扫描电镜(SEM)形貌
3 结论
(1)光纤激光-MIG复合焊接具有较强的焊缝穿透能力,可以实现8 mm中等厚度的铝合金的一次成形,焊缝中没有大的工艺气孔,没有出现热裂纹,但出现大量的工艺气孔。
(2)焊缝上部、中部和底部都由枝晶和枝晶间共晶组成,组织分布均匀。焊缝和热影响区的共晶组织类似,焊缝和母材的共晶组织在形态和Al与Si的组成比例都差别巨大,但在一定的热循环条件下,母材的共晶组织可以转变成和焊缝类似的共晶,伴随的是枝晶数量的减少,枝晶在母材和焊缝等区中都占绝大部分。
[1]陈铠,杨武雄,肖荣诗,等.几种高强铝合金的激光填粉焊接[J].应用激光,2005,25(4):222-226.
[2]许良红,田志凌,彭云,等.高强铝合金的MIG以及激光-MIG焊接工艺对比[J].焊接学报,2007,28(2):38-42.
[3]余阳春,王春明,邓玉平,等.YAG-MIG复合焊接ZL-114A铝合金的接头组织与性能研究[J].激光技术,2008,32(6):601-604.
[4]高志国,黄坚,李亚玲,等.激光-MIG复合焊中激光与电弧前后位置对焊缝成形的影响[J].焊接学报,2008,29 (12):69-73.
[5]NAITO Y,KATAYAMA S,MATSUNAWA A.Keyhole Behavior and Liquid Flow in Molten Pool during Laser-Arc Hybrid Welding[C].SPIE,2003:357-362.
Microstructure features of medium thickness aluminum alloy with fiber laser-MIG hybrid welding
HU Pei-pei,WANG Chun-ming,HU Xi-yuan
(School of Materials Science and Engineering,Huazhong University of Science and Technology,Wuhan 430074,China)
Bead microstructure was investigated medium thickness aluminum alloy with fiber laser-MIG hybrid welding,the results showed that fiber laser-MIG hybrid welding could penetrate 8mm foundry aluminum alloy ZL114 by one scan and there were no big process porosity,nor hot cracking,but many metallurgical porosities in the bead.The bead mainly comprised α(Al)and Al-Si eutectic,the microstructure was similar through upper,medium and bottom parts,no stratification was confirmed.The microstructure was smaller than that of heat affected zone(HAZ)and the eutectic between them was similar though it was obviously different between base material and bead reflected in the differences of eutectic profiles and Si content,but the eutectic in base material could transfer into eutectic similar to that in the bead by special heat recycle with the reduction of dendrite quantity while dendrite still domain the base material and the bead microstructure.
fiber laser;laser-MIG;hybrid welding;microstructure
book=42,ebook=354
TG456.7
A
1001-2303(2010)11-0042-06
2010-10-12
胡佩佩(1986—),男,湖北广水人,硕士,主要从事激光电弧复合焊方面的研究工作。
