激光滚压焊技术在异种金属连接中的应用
2010-09-06石红信邱然锋涂益民于华
石红信,邱然锋,涂益民,于华
(1.河南科技大学材料科学与工程学院,河南洛阳471003;2.河南科技大学河南省有色金属材料科学与加工技术重点实验室,河南洛阳471003)
激光滚压焊技术在异种金属连接中的应用
石红信1,2,邱然锋1,涂益民1,于华1
(1.河南科技大学材料科学与工程学院,河南洛阳471003;2.河南科技大学河南省有色金属材料科学与加工技术重点实验室,河南洛阳471003)
近来铝合金/钢、铝合金/钛合金等异种金属的连接在汽车等行业越来越受到重视。但是采用熔化焊来连接异种金属非常困难,同时扩散焊的效果也不很理想,主要是因为焊接过程中在界面处会产生较多的脆性金属间化合物。因此,急需一种高可靠性、高效率的新工艺对此类异种材料进行高质量的连接。激光滚压焊正是针对这一需求而开发的新型连接工艺。详细介绍了该工艺方法的提出背景、工作原理、界面上金属间化合物的特点以及所得到焊接接头的主要性能。
激光滚压焊;异种金属;搭接接头;金属间化合物;性能
0 前言
随着经济的发展和科学技术的不断进步,新材料、新工艺的应用日益广泛,对零部件综合性能的要求也越来越高。单一金属结构通常很难满足工业生产的需求,或者即使某种金属比较理想,也往往由于十分稀缺,而不能在工程中普遍应用,因此异种材料连接的复合结构是结构设计的发展趋势[1]。然而,由于熔点、热膨胀系数、原子半径、晶体结构等物理、冶金性能差异较大,采用传统的熔化焊焊接异种材料时,在接合界面容易生成硬脆的金属间化合物层及形成残余应力,进而影响了接头力学性能。虽然采用固相焊接技术焊接异种材料能够抑制界面金属金属间化合物的形成,可以提高接头性能,但固相焊接技术应用也有一定的局限性,如:摩擦焊只适用于棒状旋转体工件的接合;扩散焊适用于小批量、小型工件焊接;搅拌摩擦焊比较适合于板材长直焊缝焊接。所以,为了拓宽复合结构件的应用范围,开发一种新型异种材料焊接技术是非常必要的。
最近,日本国立名古屋大学的沓名宗春等人通过对激光焊与滚压焊进行复合,开发出了一种名为“激光滚压焊”的新型焊接技术,并将其运用到异种材料的连接[2-7]。在此将对这一新型焊接技术给以介绍,并就其在铝合金/低碳钢、铝合金/纯钛等异种材料接合上的应用进行分析和探讨。
1 激光滚压焊接技术
激光滚压焊是由激光焊与滚压焊两种焊接方法复合而成。众所周知,激光焊属于熔化焊,焊接异种材料时将在界面发生液-液反应,形成较厚的反应层从而影响接头强度;滚压焊是一种固相焊,虽可抑制界面反应层的生成,但为了使材料达到热塑性状态需较大的压力和较高的温度,尤其在焊接高温塑性较低的材料时,焊接条件更为苛刻。在激光滚压焊中,采用高能密度激光束对材料进行加热,利用滚轮紧随其后对材料施加压力而形成接合。采用激光滚压焊焊接异种材料时,将被焊材料进行搭接,激光束照射在熔点较高的母材一侧加热至两母材熔点间某一温度,高熔点的母材在激光照射下并不发生熔化,在热传导作用下低熔点的母材却熔化,所以在接合界面发生的冶金反应属液-固反应。这种液固接合机理有益于抑制界面反应层生成,激光滚压焊适于异种材料焊接。
激光滚压焊焊接铝合金与钢的原理如图1所示[2],所用设备是CO2激光器设备附加安装一平面反射镜和滚轮。其中,滚轮是由不锈钢材料制作,并且装置标有刻度的压缩弹簧用以施加预定的滚轮压力。激光束以一定角度经镜面反射至滚轮前方进行加热。照射到材料表面上的激光束是散焦的,以增大加热面积和避免被照射材料熔化。为了防止激光束因折射而在材料内部聚焦并致使该处熔化,激光束焦点一般调至材料上方。加热温度可以通过调整输出功率、散焦距离(焦点到材料表面距离)以及焊接速度进行控制。
为了便于调节光斑,对激光滚压焊设备进行了改造,改造后的激光滚压焊原理如图2所示。采用柔性的光纤激光头以取代原来的平面反射系统,不仅简化了激光滚压焊设备,而且光斑调节更加快捷,极大地提高了效率;为了防止金属在焊接过程发生氧化,还在改良的设备里增加了气体保护系统。

图1 激光滚压焊原理示意

图2 改良激光滚压焊的原理示意
2 异种材料的激光滚压焊
2.1 铝合金与低碳钢的激光滚压焊
由于在冶金、物理、化学等性能方面铝合金与钢相差较大,两者不易焊接[8-10]。鉴于此,有关学者利用激光滚压焊技术对铝合金与低碳钢进行了焊接,并研究了接头性能[2-5]。对铝合金与低碳钢进行激光滚压焊时,铝合金板与低碳钢板采用搭接方式,其中低碳钢板置于铝合金板之上以便于激光束照射加热。在这一焊接工艺过程中,焊接速度、日本的沓名等人利用激光滚压焊技术对1 mm厚的A5052铝合金板和0.5 mm厚的低碳钢(SPCC)板进行了焊接,获得了良好的接头[2]。试验时所用加压滚轮是直径40 mm、厚10 mm的不锈钢滚轮;激光输出功率1.5kW;散焦距离25 mm;并采用氩气对加热区进行保护。图3显示了滚轮压力为202MPa情况下焊接速度对激光滚压焊接头微观组织的影响[2]。由图3可见,不同焊接速度下获得接头的界面特性是不同的。当焊接速度较低时,形成在接合界面的反应层较厚,如图3a所示焊接速度25.00 mm/s时界面反应层厚度约17 μ m。由于焊接速度较低,单位面积的激光照射加热时间较长,致使加热温度较高。而界面反应层厚度X是反应温度T和时间t的函数。即,X=(2Kt)0.5,而K=K0exp(-Q/RT)(K为成长系数,K0为系数,R为气体常数,Q为反应层成长活化能)[11]。所以,较低焊接速度条件下获得接头的界面反应层较厚。另外,如图3a所示,在反应层/钢的锯齿形界面处有较多微观孔洞,这些微观孔洞是由柯肯达尔效应形成的。由于Fe原子在Al中的扩散速度远远大于Al原子在Fe中的扩散速度,致使在钢侧形成微观孔洞。随着焊接速度的提高、加热温度降低,如图3b所示,界面反应层变薄,当焊接速度为40.00 mm/s时,界面反应层厚度约5 μ m。由于原子扩散的缓和,在界面区也没有出现微观孔洞。然而,焊接速度过大,虽然界面反应层继续变薄,如图3c所示当焊接速度46.67 mm/s时界面反应层厚度约3μ m,但在界面处有未焊合缺陷形成。结果表明:铝合金/低碳钢激光滚压焊接合界面反应层厚度随所焊接速度增加而变薄,如图4所示。
根据结构、成分分析可知,靠近铝合金侧反应层主要由富Al的金属间化合物Fe2Al5和FeAl3组成;而在钢侧生成的是富Fe相FeAl和FeAl。试验得知随焊接速度增加,在界面反应层中(FeAl+Fe3Al)的厚度分数增大。相对于Fe2Al5和FeAl3、FeAl和Fe3Al的脆性较低[12],所以通过调整焊接速度能够控制界面反应生成物,可以提高接头性能。
图4显示了铝合金/低碳钢激光滚压焊接头抗剪强度和焊接速度的关系。虽然界面反应层厚度随焊接速度增加而减小,但接头抗剪强度随焊接速度并不呈单调变化。首先随着焊接速度的增加而增加,焊接速度约40 mm/s时,接头抗剪强度达到最大值;之后又随着焊接速度的增加而减小;焊接速度小于40 mm/s时,由于随焊接速度增加界面层变薄,且其中脆性不大的富Fe相(FeAl+Fe3Al)的厚度分数增大,所以接头抗剪强度也随之增大。当焊接速度大于40 mm/s时,虽然随焊接速度增加界面层继续变薄,(FeAl+Fe3Al)的厚度分数仍增大,但因焊接速度过大,扩散不充分造成未焊合缺陷生成,致使接头抗剪强度下降。滚轮压力和激光输出功率是影响接头性能的主要参数。

图3 铝合金/低碳钢激光滚压焊接合界面区微观组织

图4 焊接速度对铝合金/低碳钢激光滚压焊接头抗剪强度和界面反应层厚度的影响
增加滚轮压力不仅可以破坏铝合金表面的氧化膜,还可加剧材料塑性变形,能够促进原子扩散和接头形成。在一定的激光输出功率条件下,增加压力能在较高的焊接速度(较低温度)下形成接头。图5给出了铝合金与低碳钢激光滚压焊适焊参数的范围。左上部参数组合得到的热输入量过大,可使低碳钢部分熔化,造成界面层厚度过大而无法焊接,右下方参数组合所得的热输入量非常低,会造成未焊合等缺陷生成而不能形成接头;阴影部分为铝合金与低碳钢适焊参数组合范围。

图5 铝合金/低碳钢激光滚压焊适焊参数范围
2.2 铝合金与钛合金激光滚压焊
尾崎等人利用激光滚压焊技术对铝合金与纯钛进行了焊接[7]。厚1.0 mm的A5052铝合金板与厚0.5 mm的H4600纯钛板进行搭接,如图6所示,采用直径75 mm、厚3 mm的滚轮加压,在氩气保护中焊接。
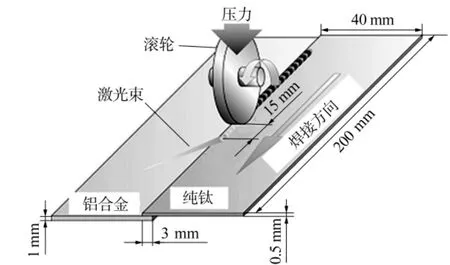
图6铝合金/纯钛激光滚压焊接试样
图7 显示了在各种参数下获得的接头中心区接合界面微观组织。如图7所示,生成在铝合金/纯钛激光滚压焊接合界面的反应层厚度随焊接速度的增加而变薄,随激光输出功率的增加而增加。这主要是焊接速度增加使焊接区加热温度降低,而输出功率增加却使焊接温度增高。众所周知,温度是影响反应层成长主要因素之一,因而,界面反应层厚度随参数变化而变化。界面观察得知,即使在同一接头的不同区域的界面反应层厚度也不同。接头中央区界面反应层较厚,而周边区域反应层较薄。这主要因为在铝合金的热传导作用下焊接区周边因散热温度较低所致。

图7 铝合金/纯钛激光滚压焊接头微观组织
由显微电子探针分析结果可知,在激光输出功率2.0 kW、焊接速度40 mm/s的条件下获得的接头结合界面反应层的主要成分是Ti3Al5,而焊接速度45 mm/s时获得的接头的界面反应层主要由TiAl组成。这种界面反应生成物因焊接速度而异的原因是Ti与Al间相互扩散系数的温度依存性不同[13]。如图8所示温度超过1 000℃时Al原子在Ti中的扩散系数随温度增加缓慢增加,而Ti原子在Al中的扩散系数在温度超过500℃时急速增加。因此,在铝合金/纯钛激光滚压焊中界面反应生成物主要有Ti原子在Al中扩散生成。由于焊接速度不同Ti原子在Al中扩散量不同,生成反应物也不同[7]。
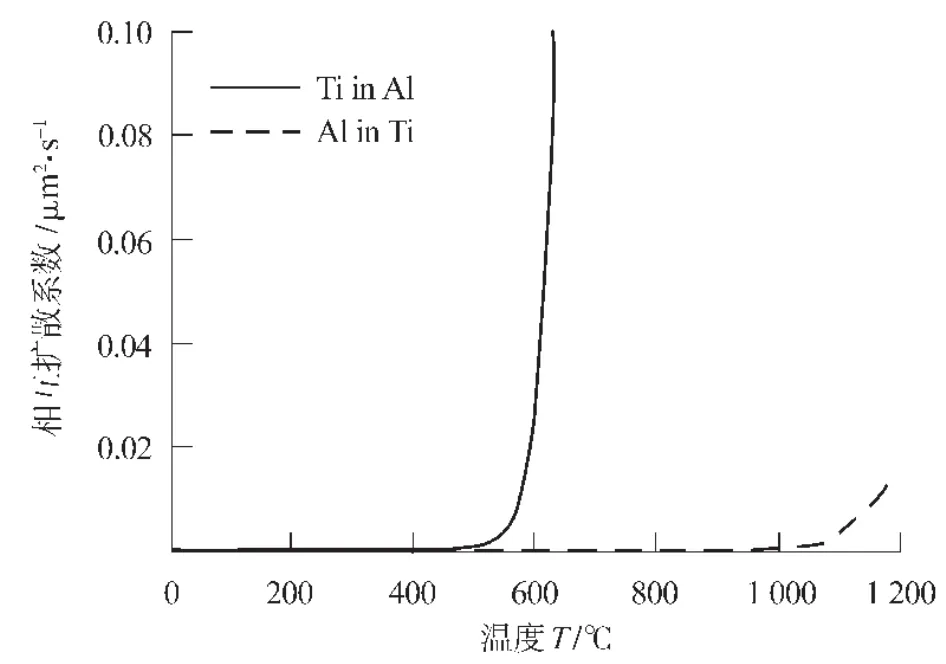
图8 温度对Ti与Al相互扩散系数的影响
然而由于在接合面未焊合区较多影响了铝合金和纯钛的激光滚压焊接头性能。尾崎等人为促进Al的润湿,焊前在铝合金上涂层钎剂(KAlF4∶K2AlF5·H2O),然后进行激光滚压焊。如图9所示,焊前加涂钎剂的接头在抗剪试验时破坏主要发生在母材纯钛侧。结果表明,铝合金/纯钛激光滚压焊接头强度能够通过焊前加涂钎剂来提高。
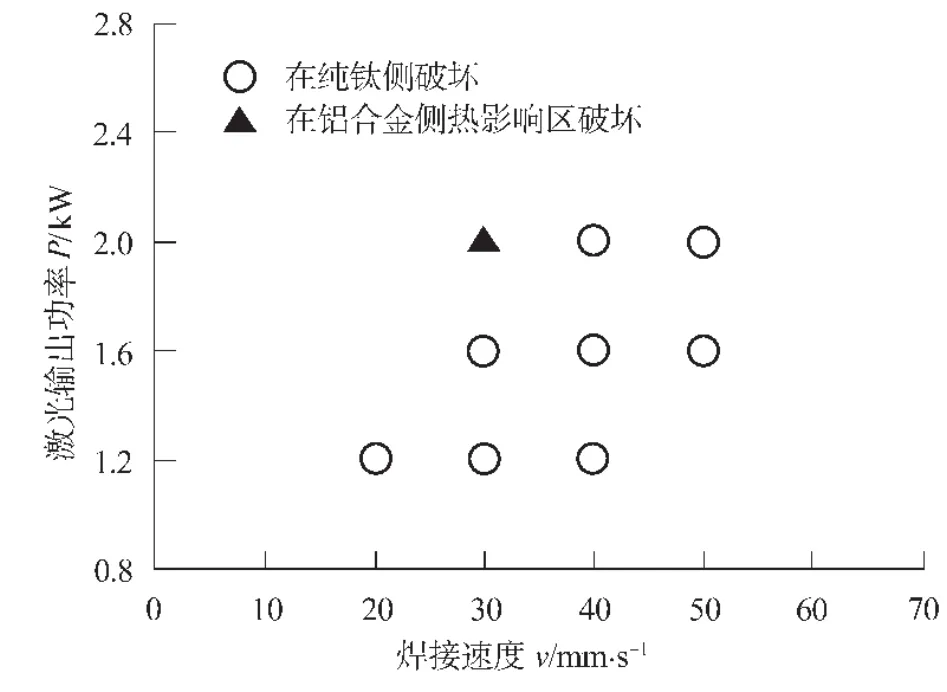
图9 抗剪试验接头破坏处于焊接参数关系
3 结论
激光滚压焊是由激光焊与滚压焊复合而成的一种新型焊接方法,其兼有熔化焊和固相焊的优点。利用激光滚压焊技术焊接异种材料时,发生在接合界面的冶金反应属于固-液反应,并可通过调整焊接速度、滚轮压力、激光输出功率以及散焦距离等参数,控制界面反应层形成以及生成物类别,从而能够获得强固接头。激光滚压焊比较适合于焊接熔点相差较大的异种材料。随着研究的深入及实用化的推进,激光滚压焊技术将有着广阔的应用前景。
[1]冯吉才,王廷,张秉刚,等.异种材料真空电子束焊接研究现状分析[J].焊接学报,2009,30(10):108-112.
[2]Kutsuna M,Rathod MJ.Laser roll bonding of A5052 a1uminium alloy and SPCC steel[J].Quarterly Journal of the Japan Welding Society,2003,21(2):282-294.
[3]Rathod MJ,Kutsuna M.Joining of Aluminum Alloy 5052 and Low-carbon steel by laser roll welding[J].Welding Journal,2004,83(1):16-26.
[4]Kutsuna M,Yamagami N,Rathod MJ,et al.Laser roll welding for joining of low carbon steel to aluminum alloys[J].Journal of Light Metal Welding&Construction,2005,43(10):15-28.
[5]Ozaki H,Kutsuna M.Laser roll welding of dissimilar metal joint of low carbon steel to aluminum alloy using 2 kW fiber laser[J].Quarterly Journal of the Japan Welding Society,2007,25(4):473-479.
[6]Ozaki H,Ichioka R,Muneharu K.Laser roll welding of dissimilar metal joint of low carbon steel and titanium[J].Quarterly Journal of the Japan Welding Society,2007,25(1):173-178.
[7]Ozaki H,Hayashi S,Kutsuna M.Laser roll welding of dissimilar metal joint of titanium to aluminum Alloy[J].Quarterly Journal of the Japan Welding Society,2008,26(1):24-30.
[8]邱然锋,石红信,张柯柯,等.汽车车身用铝合金与钢的异种材料电阻点焊技术研究现状[J].电焊机,2010,40(5):150-154.
[9]Qiu R,Iwamoto C,Satonaka S.In situ scanning electron microscopy observation of fracture crack propagation in the welding interface between aluminum alloy and steel[J].Materials Science and Technology,2009(25):1189-1192.
[10]Qiu Ranfeng,Satonaka Shinobu,Iwamoto Chihiro.Effect of interfacial reaction layer continuity on the tensile strength of resistance spot welded joints between aluminum alloy and steels[J].Materials&Design,2009(30):3686-3689.
[11]Murakami Koji,Nishida Norihide.Aluminization of high purity iron and stainless steel by powder liquid coating[J].Acta Materialia,2004(52):2173-2184.
[12]Shahverdi HR,GhomashchiMR,Shabestari S,et al.Microstructural analysis of interfacial reaction between molten aluminum and solid iron[J].Journal of Materials Processing Technology,2002 (124):345-352.
[13]Nonaka K,Fujii H,Nakajima H.Effect of oxygen in titanium on reaction diffusion between Ti and Al[J].Journal of the Japan Institute of Metals,2000,64(2):85-94.
Laser roll welding technology and its application in dissimilar metals'joining
SHI Hong-xin1,2,QIU Ran-feng1,TU Yi-min1,YU Hua1
(1.School of Materials Science and Engineering,He'nan University of Science and Technology,Luoyang 471003,China;2.Key Laboratory of Science and Processing Technology of Non-ferrous Metals,He'nan University of Science and Technology,Luoyang 471003,China)
Dissimilar metals'joining(steel/aluminum alloy and titanium/aluminum alloy)has been paid attention to in vehicle industry,recently.However,fusion welding of such dissimilar metals is difficult as a result of generating the brittle intermetallic compound at the joint interface.Meanwhile,the joining effect of diffusion welding is not very ideal.Therefore,new type welding processes with high reliability and productivity for the dissimilar metals are demanded.Laser roll welding,one new type welding technology was developed aiming to meet the demand.The background,operating principle,characteristics of intermetallic compound at the joint interface and main performances of the joint were introduced in detail in this paper.
laser roll welding;dissimilar metals;lap joint;intermetallic compound;performance
book=37,ebook=325
TG456.7
A
1001-2303(2010)11-0037-05
2010-10-18
河南科技大学青年科学研究资助项目(2006QN069)
石红信(1973—),男,河南洛阳人,讲师,硕士,主要从事焊接电源及固态连接的研究工作。
