大袋包装机自动套袋装置设计
2010-09-06王晓花丁世云张国全
王晓花,丁世云,张国全,,管 瑞
(1.武汉工业学院机械工程学院,武汉430023; 2.梅州振声机械设备研究所,广东梅州514500)
设计计算
大袋包装机自动套袋装置设计
王晓花1,丁世云1,张国全1,2,管 瑞2
(1.武汉工业学院机械工程学院,武汉430023; 2.梅州振声机械设备研究所,广东梅州514500)
以大袋包装机自动套袋为研究对象,分析了大袋包装机套袋装置工作的基本原理,提出了其主要部件的设计思路及结构组成,并对影响系统工作效率的运动与结构参数进行了优化处理,提出了七个组件的运动循环图,并经实际检验本设计是完全可行的。
大袋包装机;套袋装置;开袋口;夹袋口
1 引言
目前,世界先进包装机械的发展已呈现出集机、电、气、液、光、磁、生为一体的势头,提出机械的特征趋于“三高”——高速、高效、高质量[1]。生产的高效率化、产品节能可回收化、高新技术实用化、智能化已成趋势,这也应该是我国包装机械业的主流发展方向。在产品结构调整方面,要尽快改变以低技术含量为主的状况,学习国外先进技术,开发生产高效低耗、产销对路的大型成套设备和高新技术产品,根据国情开发出适用的包装设备,加速包装机械的更新换代,进一步开拓国内国际市场。
多年来,在自动包装方面,国内各个企业水平参差不齐,大多采用半自动包装,而在国外早已是全自动式的了。大袋包装机具有包装速度快、称量精度高、性能稳定可靠、使用维修方便等优点。同时,包装袋可重复利用,降低包装成本,减少环境污染。特别是考虑到劳动力的成本,大袋包装机自动套袋装置受到很多使用单位的青睐。所以本文着重研究大袋包装机中自动套袋系统的工作原理及其设计思路。
2 自动套袋装置工作原理及其结构组成
靠。上述各功能需在控制系统的作用下,相互协调配合,完成本组件总体功能[4]。
2.1 自动套袋装置工作原理

图1 套袋装置原理图
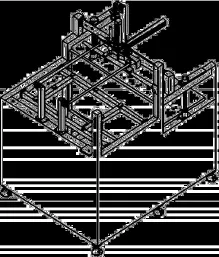
图2 供袋组件结构示意图
自动套袋装置原理如图1所示[2],首先供袋组件1将包装袋从储袋库中吸取,并送入到移袋装置9的输送皮带上,再由输送皮带将包装袋送到固定在机架10的托台上,后由上开袋口组件3与下开袋组件5共同作用,将包装袋袋口吸开,此时送袋组件2上的拉袋钩入袋口内,夹袋口组件4夹紧袋口两端,并在送袋组件2上的气缸作用下,将包装袋由水平位套到垂直位的包装机导料管上,此时,套袋装置已经自动完成了供袋、上袋、套袋等动作。本装置除完成套袋功能外,还需完成充填好的包装物的袋口整形(整袋口组件6),整形好的袋口在托包组件8与推包组件7作用下,送入到下一工位封口。
本装置还要求各组件与控制系统能协调配合,保证能自动检测包装袋上下料位、自动填补吸袋位、每次只吸一条包装袋、无空吸、漏吸现象,且开袋自如、开度可调、夹袋可靠[3]。本装置以期完成每分钟能输送19条包装袋(包装袋尺寸为1020×550 mm)的套袋任务。
2.2 主要结构组成
(1)供袋组件
如图2所示,供袋组件主要完成储袋、吸袋、送袋与补袋等功能。储袋功能是将制好的包装袋存放在储袋库中,储袋库最多可储存80~100条包装袋;吸袋功能是将储袋库中的包装袋每次只吸一条;送袋功能是将吸取的包装袋准确地送入到包装袋开口位;补袋功能是本组件的主要组件,能将吸取后的包装袋空位自动填补,保证吸袋可
(2)套袋组件
其具体结构见图3所示。其组件固定在机架10上。从供袋组件送入的包装袋,在图1中位于包装袋口中端上下部的上开袋口组件3和下开袋组件5以及安置在图2中的夹袋口组件4共同作用下,将包装袋袋口打开。其中夹袋口组件4共两套,分别布置在套袋组件两侧,按侧夹住包装袋口两端。在固定如图3上部的气缸驱动夹袋口组件4和钩袋口组件分别夹紧和钩住的包装袋口的包装袋一起,如图3中的旋转轴1旋转90°到包装机夹袋器侧面并将包装袋套入夹袋器的套袋上。其中钩袋口组件2的作用是保证包装袋从水平位置旋转到垂直位时袋口时刻保持敞开状态。钩子连接在摆杆上,摆杆机构由气缸控制。在上下吸袋口组件将袋口吸开之后,钩子在气缸作用下立即插入袋口中,钩子钩好袋口后,气缸推动摆杆摆动,随之包装袋被套上导料管了。

图3 套袋组件具体结构示意图
(3)夹袋口、下料组件
当包装袋移至料口下方时,袋口已被夹袋组件4上的夹板夹住,气缸推动下夹板向上夹板转动,夹紧袋口。袋口夹紧后,系统发出控制信号打开称量斗导料管,物料进入包装袋中,物料放完后气缸回程关闭称量斗的导料管。
(4)托包组件与整袋口组件
装完物料后,下方的托包组件8上的托板由气缸推动上升将袋子托起,使袋口不受力,这样可以避免袋口拉破或散包。这时袋口仍是敞开的,需要整平,便于下一步的自动封口动作。
整袋口组件采用左右两套组件将充填好物料的包装袋袋口用两夹板夹平,夹板固定在四杆机构的输出杆上,由整袋口组件6上的气缸控制四杆机构动作,使两输出杆相对于中心线对称摆动,先向外张开再夹拢,并在夹袋器上的夹板辅助下,整袋口组件中的两夹板下移将袋口整平,然后两类夹板同时松开,托包组件8上的驱动托板的气缸也回程动作,紧接着推包组件7上两侧的“L”形推板将袋子夹紧后拉至下一工序。
整袋口工序采用四杆机构驱动夹板夹平,一方面可以避免设计复杂的机械手系统,更重要的是因为连杆机构中的运动副一般均为低幅,其运动副元素为面接触,压力较小,承载能力较大,润滑好,磨损小,加工制造容易,且连杆机构中的低副一般是几何封闭,对保证工作的可靠性有利。虽然连杆机构稳定性差,但由于夹板接触面积较大,对运动精度要求不高,选用连杆机构就能够满足要求,并能够减少成本。
由上分析,通过相应机构动作,分别完成了套袋装置的各个动作。也由此可知本方式结构简洁、动作次序连贯、技术难度小、适应范围较广与可靠性高等优点。作为一理想的包装袋套袋装置,除满足套袋功能外,本方式还要保证系统具有高的工作效率,由于套袋组件是本装置的关键组件,其工作效率的高低、可靠性程度都直接影响了系统的工作性能,因此下面就以系统工作时间为目标函数,研究提高系统效率的关键参数。
3 关键参数优化与运动循环图
3.1 关键参数优化
假设供袋组件从袋子被吸袋气缸组件1吸起到袋子被夹袋组件4甩到导料管的最大运行时间为T,且单个袋子尺寸为定值,包装袋长、宽分别为l与h;袋口需打开宽度为w;为简化计算,袋子厚度不作为主要参数考虑;袋子从被供袋气缸组件1吸起竖直上的移动速度为v1,袋子从吸起到平移到移袋组件9上平面移动的速度为v2,袋子在皮带机上移动速度为v3,袋子从被上开袋口组件3和下开袋组件打开袋口所需的时间为2 T1(由于在气压一定时可认为T1为定值),钩子长度为l4,且插入袋口的旋转速度为v4,转动角为α,袋子被夹袋组件4甩出到导料管速度v5。相关结构尺寸见图4所示[5]。

图4 供袋装置原理图
为提高组件生产效率,以组件最大工作时间T的最小值为目标函数,建立其优化模型如下:目标函数:

说明:目标函数(1)式有六项组成,是袋子被吸袋气缸组件1吸起到袋子被夹袋组件4甩到导料管的总时间,不是系统的工作周期。对上述模型进行优化处理后,可得出Δl1,Δl2,w的近似最优解[6]。
3.2 各组件运动循环图
根据各动作的配合要求,将图1中的六个运动件按驱动件的推程与回程段和一个移动件在一个周期时间内对各件所需的时间与起、停点与等待时间绘制成表1所示的各工作件运动循环图,表1中的循环周期T为供袋往复动作时间。

表1 各组件运动循环图
由表1可以得出,推程段表示驱动件(如气缸)从初始位到极限位,回程段表示驱动件从极限位返回初始位。粗线表示各构件推程与回程所需的时间,空白处为构件停止时间。按上面得出的结构近似最优解与各构件动作循环图,物化出如图1所示的三维结构图。
3.3 现场运行验证
以此结构构成的小颗粒装物料大袋包装机包装生产线,在现场运行近1年以来,完成了装袋近4万余吨。经现场检测,产品性能稳定,损耗低,大袋包装开袋自如、开度可调、夹袋可靠,套袋合格率大于99%以上,可完成每分钟13包(40 kg/包,包装袋尺寸为1020×550mm)小颗粒状物料套袋任务。
4 结论
该设备能自动完成袋子送入导料管,自动完成每分钟13包的工作量。为提高系统运行效率,优化处理了供袋组件的结构参数,提出了各构件动作循环图。根据上述原理,并经现场运行验证,得出此方法是可行的。
[1]许强,居荣华,胡建,等.知识工程在食品包装机械设计领域中的应用研究[J].包装与食品机械,2005,23 (4):32-35.
[2]郭西亚,孟翔,董继先.基于CA ID的制袋-充填-封口包装机的研究与开发[J].轻工机械,2006,24 (2):44-46.
[3]徐卫国.CZQ+800C型机器人全自动包装机的特点及在纯碱包装中的应用[J].纯碱工业,2005(1):40 -42.
[4]孙牧青.大袋包装方式与设备的选择[J].包装与食品机械,2003,21(4):28-31.
[5]陈昊,刘乘,张海卿.CAD技术在包装结构设计中的应用[J].包装与食品机械,2008,26(5):18-20.
[6]张进.工业炸药中包裹包机理的研究[J].煤矿爆破,2008,37(3):11-13.
《包装与食品机械》杂志刊登广告审查办法
一、在《包装与食品机械》杂志发布的各类广告,应当遵守《中华人民共和国广告法》及有关法津、法规的规定。
二、广告客户在刊登广告前应向本杂志社提供以下证明文件的复印件。
1.营业执照以及其他生产、经营资格的证明文件;
2.质量检验机构对广告中有关商品质量内容出具的证明文件;
3.确认广告内容真实性的其他证明文件;
4.依照《广告法》第三十四条的规定,发布广告需要经有关行政主管部门审查的,还应当提供有关批准文件。
(本刊)
Design of Big Bag Pack ing Mach ine Automa tic Bagg ing Equ ipm en t
WANG Xiao-hua1,D ING Shi-yun1,ZHANG Guo-quan1,2,GUAN Rui2
(1.DepartmentofMechanical Engineering,Wuhan Po lytechnic University,Wuhan 430023,China; 2.Meizhou Zhensheng Machinery&Equipment Institute,Meizhou 514795,China)
As the study object to a big bag packing machine automatic bagging,the basic p rincip les of work and its equipmentcompo sition were analyzed,the design idea and structu re of the main componen tswere p roposed.and the motion and structure parameters affecting work efficiency of the equipmentwere op tim ized, motion cycle chartof seven componentswere given,and the real testof this design is feasible.
big bag packing machine;bagging equipment;opening pocket;clamp ing pocket
book=21,ebook=190
TB486
A
1005-1295(2010)06-0021-04
2010-10-25
2010-11-05
湖北省科技厅自然基金项目编号2007ABA405;广东省科技厅产学研合作项目编号:2009B090200038;广东省教育部科技部企业科技特派员行动计划项目编号:2009B0600052
王晓花(1986-)女,硕士研究生,研究方向为包装机械设计。
张国全,男,博士,教授,研究方向为包装机械设计理论和方法、包装机械产品的概念设计、智能设计、产品信息建模等。通讯地址:430023武汉市汉口常青花园中环西路特1号武汉工业学院,E-mail:gquanzh@yahoo.com.cn。
do i:10.3969/j.issn.1005-1295.2010.06.006
