冷等静压机增压器故障分析与改进
2010-09-02白秋平惠军胜
白秋平,惠军胜,王 岗
(金堆城钼业股份有限公司金属分公司,陕西 西安 710177)
冷等静压机增压器故障分析与改进
白秋平,惠军胜,王 岗
(金堆城钼业股份有限公司金属分公司,陕西 西安 710177)
根据冷等静压机增压器、密封环的结构及工作原理,深入分析了冷等静压机在使用过程中增压器经常出现故障的原因。从密封环的材质、公差配合精度及密封方式等关键点设计改进方案,经过对比实验得出较佳参数。通过改进不但大幅增加了配件的使用寿命、延长了冷等静压机检修周期、提高设备运转率,而且突破了增压器关键配件技术封锁,并终结了关键配件外购,降低了维修成本。
冷等静压;增压器;密封环;铝青铜;使用寿命
0 前 言
等静压成型早在1913年由美国西屋电灯公司H.D.Madden首次发明并在生产耐火材料中得到应用,60年代后等静压成型向着生产大尺寸、特种耐火材料发展。中国于70年代中期引进、开发、研究及制造等静压设备,如上海重型机器厂等生产的该设备已在上海碳素厂等一批工厂中使用。自80年代初至今,我国先后从国外引进了几十台等静压机及其制造的工艺技术,经过广大科技人员的努力奋斗,在设备制造、备品备件国产化、工艺技术的国产化及应用范围等方面都取得了重大进展,有些方面的技术超过世界先进水平。目前等静压技术已在粉末冶金、特种陶瓷、耐火材料、碳材料、复合材料等领域得到广泛应用。
冷等静压机的基本原理是帕斯卡定律,即加在密闭容器内的液体压强能够按照它原来的大小向各个方向均匀传递。冷等静压的过程是,利用高压泵把液体介质压入钢制的高压密封容器内,在弹性模套内的粉料在各个方向上同时受到液体传递的均衡压力,从而获得密度分布均匀和强度较好的压坯。冷等静压一般采用液体(水或油)作为压力传递介质,热等静压用惰性气体作为压力传递介质,例如,氮气或氩气。同模压法比较,等静压的优点是可以成型复杂形状和尺寸大的制品(例如,具有凹形、空心、细长件和大件等),摩擦、磨损小,成型压力小、模具易制作、密度均匀,可获得接近完全致密的材料。同注浆法比较,等静压法不需要严格控制料浆的性能,不必干燥。同挤压法比较,长的棒材、管材不易干燥开裂和变形。等静压制在钼粉冶工程中是必不可少的生产环节之一,承担着重多种产品的成形任务,如各种规格的棒、板、管、电极以及形状复杂的异型件等,压坯重量从几千克到数百千克不等。如果等静压机出现故障,生产环节被打断,直接、间接损失无法估算。本文根据多年的实践经验结合等静压原理,对等静压机故障进行了积极的探索和改进。
1 等静压机故障现象及原因分析
增压器是冷等静压机中一个重要的组成部分,其功能是将工作液体压进主缸,使主缸压力达到高压状态,一般可达200 MPa或更高。增压器可谓是等静压机的心脏,虽然其他部位也产生故障,但大都比较简单,能够快速处理,而增压器一旦出现故障就必须停机检修,一般检修期长达6~10 d。生产过程中,等静压机经常出现故障,大概3个月左右1次,故障初期表现为,增压时间延长、高压无法保持、或者根本达不到设定的压力,严重影响产品质量和生产效率。检查增压器导液管,发现高压腔液体通过密封面回喷现象,可初步判断是增压器无法正常工作。
为深入探明增压器故障原因,打开增压器,逐步取出所有密封环,经仔细检查发现在内铜环内表面及外铜环外表面,也即两个密封面,被渗漏高压液体冲出较深的痕迹,而与之接触的高压腔内表面及柱塞外表面则无冲痕。从此现象判断,等静压机运行正常时,密封环表面完好,导液管几乎不渗液。随着运行时间的延长,密封环表面逐步被磨损,工作液体在被压进主缸的同时也通过密封面的渗漏出来,由于工作压力高达200 MPa,渗漏冲击磨损相当可观,必然会在密封环表面形成冲痕;当冲痕较细小时,工作液泄漏量小,大部分可以被压入主缸,只是增压较慢、保压困难;当冲痕较粗深时,低压阶段工作液泄漏尚不明显,高压阶段时进入高压腔的工作液大部分从冲痕泄漏,造成设备运行到一定的压力时,无法进一步升高压力,更无法达到设定成型所需的压力。
根据上述故障现象分析,密封环的质量是一个关键因素。几乎每一次等静压设备被迫停机检修,均是密封环失效,密封环一套共有6组,每组有内、外2个密封环,全部更换后故障即可排除。6组密封环逐级减压,共同协作完成密封功能,其中任何一组失效将引发连锁反应,很快使整个密封失效。密封环必须从等静压设备生产厂家采购,每年仅更换密封环就得花费数万元,加之耽误生产间接损失,成本惊人。此现象造成设备运转率低,设备运行成本高居不下,严重制约着批量化钼制品生产的正常进行。而厂家由于技术保密对密封环的尺寸公差,材质等均不提供。所以如何改造密封环、提高密封环的密封性能,延长密封环的使用寿命,就显得尤为重要。
2 改进方案设计
2.1 密封环材质的特点及要求
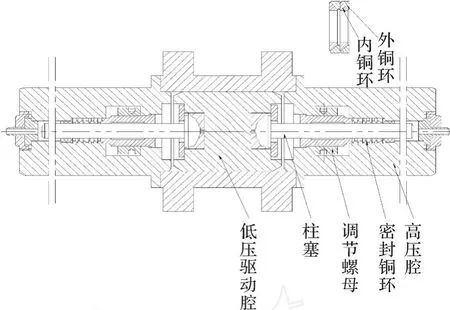
图1 增压器、密封铜环结构示意图
图1是增压器、密封环的结构示意图,在增压器的高压腔主要存在2个密封面,即外密封环外表面与高压腔内壁的密封面及内密封环内表面与柱塞外表面的密封面。每套密封环的外环之间在靠缸内壁接触面上形成一个动态的密封槽;同样每套密封环的内环之间靠柱塞接触面也形成一个动态的密封槽,起降低泄漏油压及润滑接触面的作用。密封环的形状使得压力越高,外密封环在内密封环的挤压下发生形变,使外壁更加贴紧缸体内壁,同样内密封环在外密封环的挤压下发生形变使内壁更加贴紧柱塞外表面,这使得密封环在2个接触面都起到很好的密封作用。同时密封环还需具有依靠形变自动补偿磨损的功能。
从以上功能分析,要求密封环要具有的特点是: (1)塑性好、弹性优越、耐磨、耐腐蚀。压力增大时可发生形变,能很好地密封泄漏液,当压力减小时,密封环可恢复原样。由于密封圈用于液压设备中,在提高使用寿命的情况下,不能出现金属颗粒及磨屑;(2)材质较软。在长时间的使用后,密封环的材质比其他配合部件的材质都软,泄漏时密封环先损坏形成泄漏点,从而保护了其他成本高的部件;(3)导热性能好。当工作液在高压及摩擦力的作用下产生高温,温度能迅速传到整个密封环,形成整体膨胀,这时密封环的厚度增加,其他尺寸不变;当温度下降时,密封环厚度变薄,其他尺寸不变。所以,此密封环具有自动消除温度变化所带来的影响。
参考其他高压密封设备所选用的密封环材质,结合上述特点分析,首选铜基材料作为等静压密封环材料。
2.2 密封环与接触面的公差配合
经过反复测量从厂家购买的铜环尺寸及增压器高压腔内径、柱塞直径尺寸,判断2组公差配合(内环与柱塞面、外环与缸内壁)均为间隙配合,外铜环与缸内壁面的间隙为0.06~0.12 mm,内铜环与柱塞面的间隙配合为0.03~0.06 mm,而增压器泄漏点大部分在外铜环和缸内壁之间的静密封接触面上,这说明间隙越大越易泄漏。随着设备运行时间的积累,柱塞变细,而密封铜环尺寸公差不变,这使得间隙更大,密封效果更差。
在密封系统中,外密封环外表面与高压腔内壁的密封面为静密封,一般采用过渡配合,内密封环内表面与柱塞外表面的密封面为动配合,一般采用间隙配合。所以要取得更好的密封效果,必须改变原有的密封公差配合。
2.3 密封方式的改进
增压器密封环由6组密封环共同协作完成密封功能,每组密封环的作用并非完全相同,通过采用不同材质的的密封圈,对增压器的密封面进行组合密封,以达到更佳的密封效果。
综合以上分析,为减少冷等静压机增压器的故障率及维修成本,提高密封环的密封性能,延长密封环的使用寿命,应从密封环材质、密封环与接触面的公差配合优化及密封方式等几个方面共同考虑。
3 实践过程及效果
3.1 密封环材质的选择
根据2.1分析密封环材质为铜基材料,同时还须有良好的机械性能及加工性能,经过查阅资料,选定了以下3种材质进行实践(见表1)。

表1 合金铜材料力学性能
将以上3种不同材料按照设备制造厂方购买的密封环的尺寸,各加工一套密封环,分别装配到增压器中进行试验运行,试验结果如图2所示。
根据以上数据得出,由于密封环材质的抗拉强度、延伸率及硬度的不同,使用寿命也有差别。锡青铜环可使用1.8个月,铝青铜可使用3.1个月,铍青铜可使用4.8个月。其中铍青铜使用寿命最长,但铍青铜由于太硬,不但很难调试,而且工作液在高压下泄露,对价值较高的高压腔造成损伤,因此不能选铍青铜;锡青铜由于硬度小,延伸率高,所以很好调试,但使用寿命最短,因此也不宜选用;铝青铜材质参数居中,调试性能和使用寿命都较好,最重要的是如果工作液高压下有泄漏,铝青铜会先失效,从而保护高压腔内壁不会损伤。
根据以上分析及实践效果检验,确定密封环材质为铝青铜。

图2 不同材质密封环的运行寿命(月)
3.2 密封铜环与密封面配合方式的优化
根据2.2分析,对密封铜环与密封面配合方式进行了优化。
3.2.1 外密封铜环公差配合的优化
根据静密封的特点,将外密封铜环与高压腔内径的配合由间隙配合改为过渡配合;具体做法如下,首先测量出高压腔不同部位的内径尺寸,并根据该尺寸按过渡配合原则计算出外密封铜环尺寸公差,然后进行加工,由于是过渡配合,所以安装外密封铜环时,不像原来那样很轻松地放进高压缸中,而是要用质地更软的紫铜棒垫着,轻轻地将外铜环一个一个敲进高压缸中,实现静密封面的紧配合。
3.2.2 外密封铜环公差配合的优化
根据动密封的特点,必须将内密封环内表面与柱塞外表面的间隙做到最小的配合,那样既能保证柱塞在内密封铜环中作往复运动,又能达到良好的密封效果。具体做法:测量出处柱塞直径几个部位的实际尺寸,先按过盈配合给出内密封铜环的加工尺寸,然后做一根直径与柱塞相同,锥度为0.2 mm/m的铸铁模棒,将加工的内密封铜环套到模棒上进行研磨,将过盈配合变为最小的间隙配合。然后在调试过程中,用调节螺母压紧密封环以消除铜环加工时的形变。使之达到更好的密封效果。
通过公差配合的优化,一套密封铜环的使用寿命提高60%,维修成本降低50%。同时从厂家购买一套高压腔作为备用,这样可以时刻保证一套密封铜环处于配用状态,维修时只需更换高压腔即可,维修一次时间由原来的4~6 d缩短到8 h。
3.3 密封方式复合化
聚四氟乙烯由于具有极低的摩擦系数和自润滑性,耐油耐腐蚀密封性能好等特点,在很多压力不是很高的液压设备中广泛使用。通过对增压器故障点的解检发现,增压器的高压工作液主要由前面几组铝青铜密封环来密封,而后2、3组铝青铜密封环对工作液的低压渗漏所起的作用不大。因为如果有渗漏存在,工作液就会在密封接触面间流动,易造成前几道承受高压密封铜环形成泄漏槽而损坏。如果开始就消除低压渗漏,杜绝高压工作液在密封接触面间流动,其铝青铜环的使用时间可能会延长。本着这个想法,在安装铜密封环时将最后3套铜环中的2套换为聚四氟密封环,形成复合密封来消除工作液的低压渗漏。
经过改进后,试用取得了很好的效果。最长的一套密封环使用了15个月,最短的也使用了9个月。使用寿命提高了3倍以上。
4 结 论
(1)将密封环材质选为铝青铜,不仅延长密封环的使用寿命,还使增压器较好调试。
(2)将外密封铜环与高压腔密封面的配合方式改为过渡配合;通过研磨使内密封铜环与柱塞密封面的配合间隙越小,密封效果越好;密封铜环的使用寿命提高了60%,通过研究自行测量加工密封铜环节约维修成本50%。
(3)采用复合密封方式消除工作液的低压渗漏,使密封环的使用寿命提高了3倍。
以上改进方法,已经应用于实际的生产运行中,平均每组密封环使用寿命为12个月,比以前提高了300%,维修时间从4~6 d缩短到8 h。通过积极地探索实践,不但打破了设备制造厂家的技术垄断、降低了设备维修成本、有效保证了冷等静压机的正常运转,而且提高了生产效率。
[1] 李振夏.世界有色金属材料成分与性能手册[M].北京:冶金工业出版社,1996:88-92.
[2] 川西机器厂.冷等静压机使用技术总结[R].1994.
[3] 殷声.现代陶瓷及其应用[M].北京:北京科学技术出版社,1990:59-60.
[4] 雷天觉.新编液压工程手册[M].北京:北京理工大学出版社,1998:102-105.
[5] 董超群,易均平.铍铜合金市场与应用前景展望[J].稀有金属,2005,29(3):355.
ANALYSIS AND IM PROVEM ENT OF ISOSTATIC COOL PRESSING BOOSTER FAULT
BA IQiu-ping,Hui Jun-sheng,Wang Gang
(MetalBranch,JinduichengMolybdenum Co.,Ltd.,Xi’an 710077,Shaanxi,China)
According to the structure and working principle of isostatic cool pressing booster and seal rings,the causes of frequent isostatic cool pressing booster failure were analyzed carefully.The improvement program was designed from the key points such as seal ringmaterial,tolerances with precision and sealing,so better parameters were obtained through comparative experiments.The improvementprogram notonly greatly increases the service life of parts,extendesmaintenance cycle of isostatic cool pressingmachine,improves equipment operation rate,but also breaks the technology blockade to the key partsof booster,terminatesoutsourcing of key components and decreasesmaintenance costs.
isostatic cool pressing;booster;seal ring;aluminum-bronze;service life
TH137.8+3
A
1006-2602(2010)04-0047-04
2010-04-24
白秋平(1976-),男,机械工程师。