高胶粘物废纸生产高档卫生纸的实践
2010-09-02卢章文韩伟英
卢章文,韩伟英
(1.陕西省商洛市华阳造纸专利技术有限公司,陕西商洛726000;2.河南省洛阳市纯净纸业有限责任公司,河南洛阳471009)
高胶粘物废纸生产高档卫生纸的实践
卢章文1,韩伟英2
(1.陕西省商洛市华阳造纸专利技术有限公司,陕西商洛726000;2.河南省洛阳市纯净纸业有限责任公司,河南洛阳471009)
书皮、广告画报纸、复印纸、牛皮纸信封及牛皮纸档案袋等基本都是用长纤维木浆制成的,由这些纸张生成的废纸经脱墨、漂白脱色、除胶后,是生产高档卫生纸最佳原料。但是,这类废纸胶粘物含量高,脱墨难度大。国内用此类废纸作原料的部分纸厂往往采用人工将书皮、广告画报纸、复印纸、牛皮纸信封及牛皮纸档案袋统统挑选出来,用平板切纸机将这些废纸的书背含胶部分切割下来,集中低价销售给生产黄板纸的企业。
这类胶粘物含量高的废纸采用除胶剂及适合的生产技术是可以较好脱除油墨并生产出高质量卫生纸的。笔者曾在陕西、甘肃和四川等地对采用这类胶粘物含量高的废纸生产高档卫生纸的纸厂作过技术指导,在不切割书背的情况下生产出高档卫生纸,其质量可与以原浆生产的纸相媲美,使用时的手感、横向撕裂度都优于麦草化学浆和苇浆。另外,河北兴隆县兴隆纸业公司和山西曲沃县民营纸厂也曾专门到其他厂低价收购书皮、画报、复印纸和牛皮纸,并用从这类废纸上切割下来的书背生产出定量为22~40 g/m2的文化用纸和高档卫生纸。
书皮、广告画报纸、复印纸、牛皮纸信封及牛皮纸档案袋等生成的废纸都是高胶粘物含量废纸,也是高施胶度废纸。脱墨必须采用机械碎解和化学除胶等方法溶解、去除油墨,即采用高剪切碎解、分散废纸纤维结合力的机械-化学双重效应的工艺方法。现将有关的生产经验介绍如下。
1 生产流程
图1为生产流程图。

2 化学除胶
表1和表2为脱墨工艺常用的化学试剂配方。
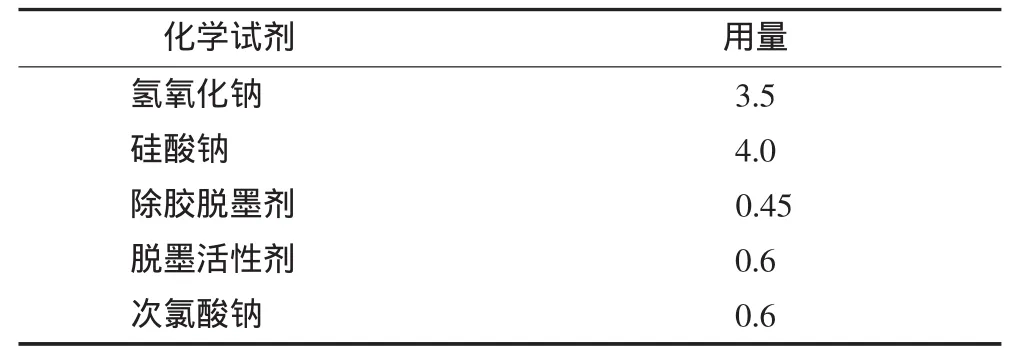
表1 化学试剂配方1 w/%
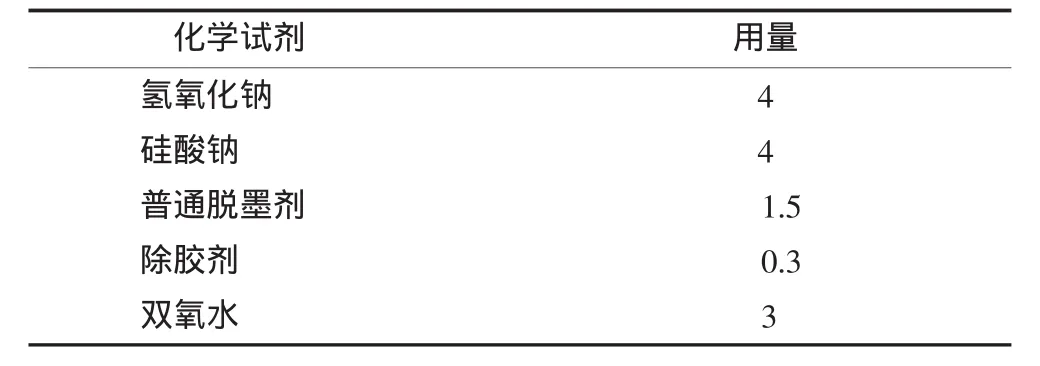
表2 化学试剂配方2 w/%
3 脱墨
在高浓水力碎浆机中加入95℃以上的热水,再加入氢氧化钠、硅酸钠和脱墨活性剂,开机,加废纸,质量分数达到12.0%~13.0%,再加除胶脱墨剂、次氯酸钠,碎解废纸50~60 min,即完成脱墨过程。
4 对高浓水力碎浆机的技术要求
高浓水力碎浆机的结构是影响废纸脱墨效果的主要因素。转鼓高浓碎浆机、有螺旋无飞刀片的碎浆机、转速比较低和有减速机的碎浆机都不适应脱除难脱的废纸油墨,因机械剪切力达不到碎解、分散高施胶度、高胶粘物含量废纸纤维结合力的要求,碎解后的废纸浆都是细小纸片,油墨无法脱离废纸纤维。根据实践经验,对高浓水力碎浆机的技术要求总结出以下7条,见图2。
(1)工作转速要求350~380 r/min,当转速低于350 r/min时,一是要延长脱墨运转时间,二是废纸纤维分散效果差,对后工序筛选、打浆加大了负荷量,而且生产出的成品纸上残留较多的未脱除油墨点,甚至在成品纸上能看见残缺不全的字片。当转速高于380 r/min时,碎解废纸的剪切力过大,废纸纤维切断严重,筛选、漂白后的浆回收率低,废纸损耗高,细小纤维流失大。

图2 对高浓水力碎浆机的技术要求
(2)高浓水力碎浆机的螺旋转子底盘飞刀数,要求:3 m3不少于4片;5m3不少于6片;10m3不少于8片。飞刀片数量越少,打浆电机功率负荷越小。表面上看电机功率低,能节电。其实负作用大:不能均匀地分散废纸纤维并降低脱墨效果,需要在筛选、洗涤后增加打浆设备;若要生产高质量纸,甚至要增加热分散、搓揉等设备,并要在搓揉机中增加化学药品二次脱墨,增加汽、电能耗费用,吨纸成本要增加300元左右。
(3)飞刀与底板间隙不能大于1.0 mm,如间隙3.0~5 mm,飞刀在运转的过程容易缠绕铁丝、绳子,运转力不平衡,振动大。间隙大于10mm时只能起搅拌作用,降低了碎解废纸打浆和脱墨效果。
(4)飞刀长度不能短于180 mm,飞刀顶尖与圆柱下锥部间距不要大于10 mm,飞刀长短是影响脱墨均匀性的主要因素之一,有的水力碎浆机制造商为了降低电机功率,减少飞刀片数量或缩短飞刀片长度,给使用厂家的生产过程造成碎浆机底部及其四周围塞废纸,带来废纸脱墨不均和油墨脱不净的问题。
(5)桶体下锥部斜档板要改成55 mm×55 mm角钢并扣焊于锥部上,两边都成130~135°角度,以消除斜钢板卡纸现象。
(6)碎浆机放浆底板孔眼的孔径为4~6 mm时效果最好。放浆时能隔离大量的杂质及塑料皮,减少一道筛选设备,将振动孔筛改用孔径1.0 mm的振动缝筛有利于压力缝筛细缝的配套和生产能力的提高。
(7)螺旋转子底部灯塔型结构的底部直径,3m3不能小于D500 mm,5 m3为D600 mm以上比较合适。转子直径越小,碎解废纸时离心力小,搓揉力就越差,废纸油墨脱除率也就越差;螺旋转子直径越大,搓揉废纸效率越高,纤维分散均匀,油墨脱除也就彻底。
5 浮选
书皮画报纸、复印纸等脱墨后的油墨粒子粒径大于洗浆60目网孔眼。洗浆设备如用低目数网,浆流失严重;如用高目数网,油墨粒子排不出去。油墨的清除方法只能采用先浮选、再用压辊圆网浓缩机挤压洗涤的双重方法。浮选设备选用自制浮选槽,浮选效率优于浮选机。在浮选时重杂质和废纸中的涂料、填料都能沉淀到浮选槽底部,定期清除,油墨和轻杂质随泡沫起浮于浆面,浮选不带纤维,也不用加气,浆从浮选槽侧面通过90目斜网滤水浓缩。其中,进一级浮选槽的浆接除渣器出口,进二级浮选槽的浆接压力缝筛出口。浮选全部过程不用动力,因而不耗电。
6 漂白与青灰色的去除
再生卫生纸脱墨浆的漂白并不是单纯为了提高白度,另一个重要作用是要用次氯酸钠去除废纸浆中荧光物质,同时去除原纸中的碱性紫、显白剂在脱墨过程反应中使纸浆呈现的青灰色。
为提高纸卷横切面的亮度,可采用以下有效方法。
(1)用次氯酸钠漂液静漂3 h,漂率用量2.0%,洗净残氯。漂洗终点检测方法是取少量浆(1.0 g)与少量增白剂混合,浆不返红暗色,并能迅速增白为止。
(2)在配浆池中按绝干浆计算,每吨绝干浆加5~8 g盐基品红或桃红。
(3)再在配浆池中每吨绝干浆加12~15 g嫩黄。
(4)需要特别提示的是,脱墨浆禁止使用碱性紫、显白剂、湖蓝和玫瑰精调色,避免在提高兰光白度的同时加深了纸卷横切面的灰暗色。
7 纸页机械性能的增强
废纸浆生产高档卫生纸,缺点是纸质软,没挺度,抄纸前需要加一定量的化学品用于增强。吨纸用量为:(1)聚酰胺环氧树脂湿强剂5~1 kg,(一定不要用有毒的三聚氰胺类湿强剂);(2)淀粉3~5 kg;(3)高相对分子质量聚丙烯酰胺1.5~2.0 kg;如选用纤维素增强剂,吨纸用量不能少于8.0~10.0 kg,如低于8.0 kg,增强效果不明显。
8 掉粉掉灰的防止
造成卫生纸掉粉掉灰的原因是在浆中加膨松剂,影响了纤维与纤维间的结合力。如果在浆中只加湿强剂和干强剂,就没有掉粉掉灰现象。目前,在全国各地生产卫生纸的厂家流传了一种不科学的膨松方法,即在浆中加机油。虽然其膨松效果很好,但对生产卫生纸有3害:一害是机油是有毒物质,不能用于生产卫生用品,否则会有害于消费者的健康,使用时粘皮肤;二害是机油为烃类化合物,破坏纤维氢键结合,破坏纤维羟基结构,严重降低纸张强度,抄纸断头增多,降低抄造量和成品率;三害是加机油的纸浆,可以减轻纸卷质量,但造成的纸浆降解和流失,比减轻纸卷质量的损失更大。以实践数据得知:吨浆加机油6.0 kg,浆的损失12.0%;吨浆加机油4.0 kg,浆的损失8.0%,造成生产成本上升300~400元。这是生产者和消费者的双重损失,也是生产膨化纸生产厂家低效益的原因,是不可取的。
9 除胶及轻杂质的分离
纸浆上网之前,清除全部黑点、杂质是生产高质量卫生纸最后、也是最重要的一关。轻杂质压力缝筛和除渣器都无法清除粒径小于0.2 mm(或0.15 mm)以下的胶粘物黑点、尘埃等杂质,要采用轻杂质分离槽清除(如图3)。具体方法是:在浆池中每吨浆加0.6~1.0 kg化学除胶剂,胶粘物被溶解后,产生一定量的泡沫,轻杂质和泡沫都起浮于浆面,在轻杂质分离槽中的流动浆面上,加挡板挡住泡沫和轻杂质,并流向侧面集中排出,而纯净的纸浆进入纸机系统上网抄纸。
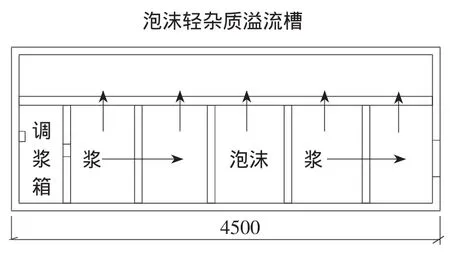
图3 轻杂质分离槽
现在某些厂家采用的人工切割书背控制胶粘物的方法虽然也有一定的效果,但这种方法不仅费工费时、浪费废纸原料、增加工资成本,而且也是无法彻底消除因添加湿强剂、干强剂、淀粉和聚丙烯酰胺而二次重新聚合的胶粘物的。“用滑石粉、轻质碳酸钙、膨润土和硅藻土包裹、包覆、屏蔽胶粘物粒子”,“表面活性剂阴离子、阳离子吸附胶粘物”……这一系列的理论,在生产实践中没有实用价值。其实,生产再生文化用纸、印刷纸和新闻纸都要用滑石粉、轻质碳酸钙做填料,用来提高纸页的不透明度,是无法包住胶粘物的;即使包住了胶粘物,也会被伏辊线压力挤压到网上,被托辊线压力挤压到毛布上和烘缸表面上,造成毛布使用时间短,纸幅产生大量的孔眼、透明点和半透明点,需要频繁地停机更换毛布、网等问题。而生产卫生纸是不用滑石粉,轻质碳酸钙做填料的。
消除胶粘物的适用方法是:粒径大于0.2 mm(或0.15 mm)的胶粘物用缝筛筛选除掉,相对密度大的油墨粒子用除渣器除掉,相对密度小的油墨粒子用浮选工艺除掉。筛选、浮选和除渣器都无法除掉的,最后用化学除胶剂溶解掉。因此,经实践总结出的除胶经验可归纳为:“机械方法筛除,轻重比例分离,有机溶剂软化,无机溶剂氧化,改变胶粘物的性质,生成没有黏性的溶液或泡沫与纸浆纤维分离、去除”。
Practice of Fine Tissue Paper Manufacturewith Waste Paper Containing Large Amount of Stickies
LU Zhang-wen1,HANWei-ying2
(1.Huayang Papermaking Patent Technical Co.,Ltd.,Shangluo 726000,China;2.Chunjing paper Co.,Ltd., Luoyang 471009,China)
book=2,ebook=54
TS761.6
A 文献标识码:1007-2225(2010)01-0032-04
卢章文先生(1954-),高级工程师,研究员,历任洛南纸厂厂长,商洛市纸厂总工,获多项造纸机械和造纸化工专利;电话:0914-2320526。
2009-12-22(修回)
本文文献格式:卢章文,韩伟英.高胶粘物废纸生产高档卫生纸的实践[J].造纸化学品,2010,22(1):32-35.