650m3液态CO2球罐现场安装质量控制
2010-08-29刘建强
刘建强
(长岭炼化岳阳工程设计有限公司,湖南岳阳 414012)
650m3液态CO2球罐现场安装质量控制
刘建强
(长岭炼化岳阳工程设计有限公司,湖南岳阳 414012)
介绍了用散装法现场安装650m3液态CO2低温球罐,说明了散装法的组对程序以及质量控制,对球罐安装具有一定的借鉴作用。
球罐;安装;质量;控制
1 项目简介
某气体有限公司10万t/a食品级液体CO2项目中有两台650m3液态CO2低温球罐,球罐的技术特性如表1,球罐的主体结构如图1。该球壳板厚度δ =46mm,刚度大,现场拼装难度大;材质为低温钢,球壳板组对、焊接质量要求高。

表1 球罐技术特性
2 球罐组对
2.1 方法

图1 球罐
现场制作三角架、挂梯,使用25t汽车起重吊车,采用分片安装的散装法进行球罐组对。该方法组对速度快,容易保证组装后球体的几何形状及尺寸,焊接变形小,能克服作业面狭窄的影响。球罐组对完成后,搭设既能防风又能防雨的特制防护棚,使后续的施工作业尽可能免受天气(温度、湿度、风)影响,保证施工环境符合焊接作业的要求。
2.2 程序
①组装前对基础、球壳板等零部件复验;→②工艺附件组对:定位块、限位块、吊耳;→③上、下段支柱、三角架、挂梯等与赤道带板组对;→④赤道带板吊装、调整;→⑤下极带围板的吊装、调整;→⑥下极带侧板、中间板的吊装、调整;→⑦内脚手架、外防护棚搭设;→⑧上极带围板的吊装、调整;→⑨上极带侧板、中间板的吊装、调整;→⑩组装检查。
2.3 工序及质量控制
2.3.1 零部件检查和验收
(1)核对球壳板、人孔、接管、法兰、补强件、支柱及拉杆等零部件的出厂质量证明文件。
(2)按排板图2核对每块球壳板的标识,检查其长度弦长、宽度弦长、对角线间的距离、曲率、坡口型式、尺寸以及钢板的表面质量,做好检查记录,并与表2的标准值作比较;检查人孔、支柱、拉杆、接管、法兰等附件;检查产品试块(共6块)。

表2 球壳板尺寸复检要求表
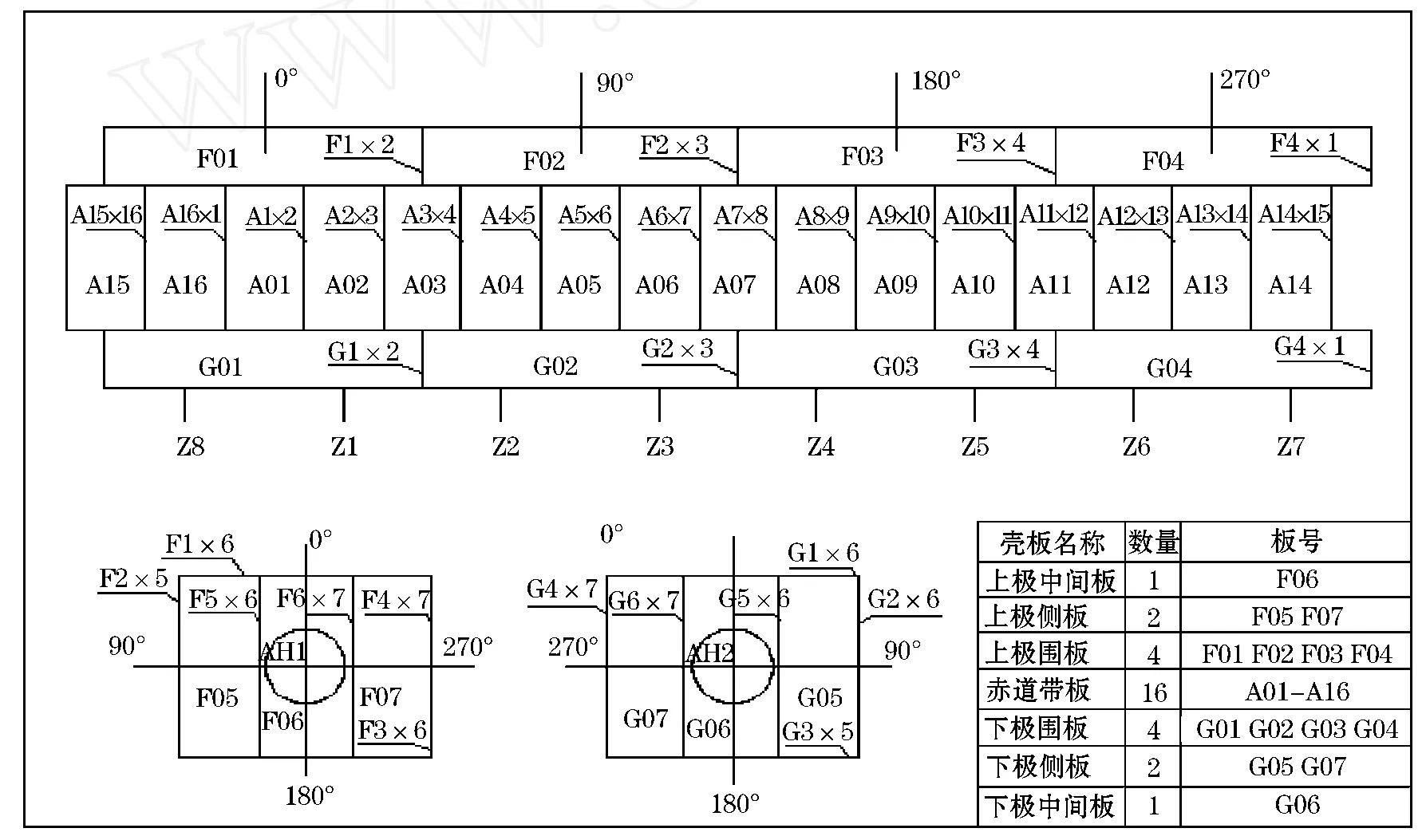
图2 球罐排版图
(3)球壳板复验。用超声波检测方法随机抽查数量不少于球壳板总数的40%,被抽查的球壳板编号为A1、A3、A5、A7、A9、A11、A13、F1、F3、F7、G2、G4、G5,检查结果符合《承压设备无损检测》JB4730-2005标准Ⅲ级要求,复验结果合格。
(4)超声波测厚。对以上编号的球壳板,在每块板的四个角离边缘250mm的部位以及板中心共五点,检测厚度值,共65点,最大值46.9mm,最小值46.0mm,球壳板厚度符合规范要求。
2.3.2 基础施工及验收
该球罐采用无垫铁安装,即各基础上有预埋钢板,地脚螺栓从预埋钢板中伸出。地脚螺栓孔为机械钻孔,精确保证每块板上的两个孔的精度(间距为450mm±1),基础如图3。由于球罐支柱底板上的地脚螺栓孔为开口的槽形结构,如图4,所以球罐热处理状态下,支柱可在钢板上滑动。因此基础的水平度、地脚螺栓的周向、径向尺寸精度要求高。为此在基础施工过程中,用U型管水平仪严格找平基础上的预埋钢板,保证其水平度,同时用木模(经精确放样)初步固定地脚螺栓,在对地脚螺栓的安装精度检查合格后,再用L 50×50角钢把相邻基础上的预埋钢板点焊固定,使预埋钢板形成一个整体,然后用商品混凝土浇筑基础,保证基础各部位尺寸允许偏差满足规范要求,经检查8个基础方位偏差均小于0.5度,标高偏差小于2mm,基础水平度偏差小于2mm,地脚螺栓(内、外圆)中心与基础中心圆的距离偏差小2mm,相邻支柱基础中心间距偏差小于2mm,基础中心圆直径偏差小于2mm。

图3 支柱方位图W
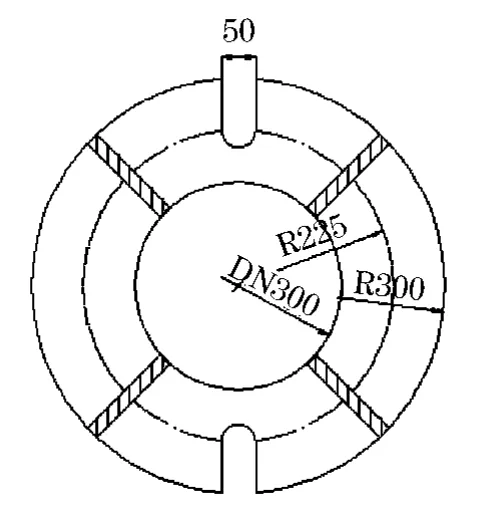
图4 支柱底座俯视图
2.3.3 球罐组对及质量控制
(1)准备工作
①在球罐拼装前,三角架、挂梯等安装用辅助工具在球片吊装前通过固定卡安装(可移动)在球片上。
②按编号在专用平台上组对上、下段支柱,保证支柱长度允许偏差≤3mm,同心度偏差≤2mm,支柱的直线度允差≤3mm,轴线位移偏差≤2mm。按焊接工艺焊接,焊后再次检查,符合上述要求。
③在球壳板的内侧,每隔500mm焊一个固定卡,对于赤道带球壳板在每块板的外侧重心位置焊一个吊耳,对下极带板在球壳板内侧焊两个吊点,对于上级带板在球壳板外侧焊两个吊点。确保与球壳板相焊接的所有辅助工具材质均为16M nDR。
④在赤道带的各块球壳板上用记号笔划出中心线(即赤道线)。作为组装、调整赤道带的检查线,以检查赤道线是否处在同一水平线上。
(2)赤道带的组对
①赤道带的组对质量是保证球罐安装质量的基础。按排板图先吊装就位带支柱的赤道带板,使支柱底座板十字中心线与基础(预埋钢板)十字中心线重合,并用铅垂找正,使各支柱垂直度<4mm,找正后通过地脚螺栓临时固定。然后吊装插入其它各赤道带板直至全部闭合,在插入不带支柱的赤道板时,通过固定卡,插入梢子并打紧使之临时固定。

图5 球罐立面大圆
赤道带球壳外周长=(球体内直径+2×46)× 3.141 592 6=10 792×3.141 592 6=33 904(mm)
考虑共16条纵缝的焊接收缩,增加16mm收缩量
组对前赤道带球壳外周长可在33 904mm至33 920mm之间。
②调整组对间隙、错边量、环口不平度等,使对口间隙满足2±2mm、错边量<3.0mm;用U型管水平仪检查赤道线,确保其在同一水平线上(任意板赤道水平度<4mm)。测量赤道带圆周的外长周长,使其满足尺寸要求,保证球罐外形尺寸满足设计文件的要求。
③按焊接工艺在球罐内侧点焊固定(焊条型号为J507RH),然后安装柱间拉杆并调整。修磨赤道带上、下环口,使每500mm<1mm,环口不平度<2mm。测量上、下环周长,并记录数据,为组对下极板、上极板作准备。
④组装下极带板、侧板、中间板,直至全部闭合。组对上极带、侧板、中间板。
⑤球罐组装几何尺寸检查。
3 焊 接
按焊接工艺严格控制焊接参数及焊接顺序。每条焊缝先焊外部,再焊内部,外部焊缝焊完后,对内侧用碳弧气刨清根,打磨见金属光泽。焊接顺序为:赤道带板纵缝;上极带纵缝;下极带纵缝,上级带环缝,下极带环缝,上极带方环缝,下极带方环缝,上极带拼缝,下极拼缝,焊后清理、打磨。
4 焊接之后的其余工序
⑫全部焊缝磨成圆滑过渡→⑬总体检查→⑭无损检测→⑮焊缝返修及返修后无损检测→⑯内脚手架、跳板等拆除→⑰整体热处理→⑱水压试验(过程中进行基础沉降观测)→⑲附件安装→⑳气密试验→㉑除锈与油漆、保冷→㉒外防护棚与脚手加拆除→㉓交工验收。
注意无损检测应包含下述过程:
全部对接焊缝在焊接完成24h后进行100%γ射线检测,Ⅱ级合格。
全部对接缝(包括全部T字口部位)按20%进行超声波检测复验,Ⅰ级合格。
全部对接缝内、外表面、角焊缝、补焊处表面区,包括工艺附件的焊道在焊接完成24h后应时行100%渗透检测,并合格。
水压试验合格后全部对接缝内、外表面、角焊缝、补焊处表面区,包括工艺附件的焊道,进行20%渗透检测。
5 结 语
散装法安装球罐不受施工场地的限制,对吊装设备的能力要求小,有较好的经济性和灵活性。用散装法安装低温球罐比非低温球罐组对、焊接难度都大,对安装作业人员、焊接作业人员的水平要求高。通过严格的工序质量控制,本项目中的两台球罐成形美观,焊接一次合格率99.1%,试板各项目性能指标满足规范要求。本项目是环保项目,具有良好的社会效益和经济效益,中央电视台以新闻图片的形式对本项目进行了报道。
TQ053.2
A
1003-6490(2010)02-0047-04
2010-04-13
刘建强(1966-),男,工程师,毕业于湖南大学,主要从事项目质量控制管理工作。联系电话:13786029027,E-mail:ljq19660206@ sina.com。
