S WRH82B铸坯凝固质量控制
2010-08-25董光欣赵振华薛庆国
董光欣 赵振华 薛庆国
(1.北京科技大学;2.安阳钢铁股份有限公司)
S WRH82B铸坯凝固质量控制
董光欣1,2赵振华2薛庆国1
(1.北京科技大学;2.安阳钢铁股份有限公司)
针对安钢SWRH82B钢生产的工艺现状,研究了拉速、过热度、二冷配水等工艺参数对于铸坯中心缩孔、疏松和偏析等内部质量的影响。在实验室进行了铸坯凝固组织的研究,测量了二次枝晶间距,进一步了解连铸工艺参数对铸坯凝固组织的影响。
S WRH82B 铸坯 凝固 工艺参数 二次枝晶
0 前言
安钢第一炼轧厂从2004年开发SWRH82B,产量从最初的1000 t/月提高到目前的2万 t/月,而且产品质量已逐渐得到高端市场用户的认可。安钢生产的SWRH82B高碳钢线材主要用于制作高强度低松驰预应力钢丝和钢绞线,该产品被广泛用于高层建筑,大跨度桥梁,水利设施等重点工程。用户对线材质量要求很高。安钢从2004年开始试制该类线材,产品质量基本稳定,但由于受到小方坯凝固质量的影响,产品质量存在波动,用户在拉拔钢绞线过程中,容易发生脆断。因此,必须对连铸工艺进行优化,改善小方坯凝固质量,最终达到稳定SWRH82B盘条质量的目的。
1 工艺流程及设备基本参数
S WRH82B的生产工艺流程为:100 t LD/100 t FSF—LF—150mm×150mm六机六流方坯连铸机—高速线材轧机,方坯连铸机的主要设备技术参数见表1。

表1 铸机基本参数
2 影响SWRH 82B铸坯凝固质量的因素分析
2.1 工艺参数对铸坯低倍及偏析的影响
1)拉速对铸坯内部质量的影响。在连铸其他工艺参数不变的情况下,单纯改变拉速参数,试验结果见表2。

表2 中心碳偏析、缩孔及疏松缺陷评级结果
由表2可以看出,对于SWRH 82B小方坯,在其他工艺参数基本不变的条件下,随着拉速的降低,方坯的内部质量得到了改善。高拉速下中心偏析和疏松严重,中心缩孔等级较高;低拉速下中心偏析和疏松得到了改善,但中心缩孔有恶化的趋势。
随着拉速的提高,中心疏松及偏析逐渐增大,而中心缩孔与拉速呈“V”字性变化,当拉速在2.2 m/m in~2.3 m/m in时,铸坯低倍质量及中心偏析水平达到最佳。
2)过热度对铸坯内部质量的影响。低过热度有利于增大铸坯在凝固过程中等轴晶的形核几率和生长区域,并限制柱状晶的生长。文献解释在柱状晶结晶前沿形成成分过冷区,产生大量新的晶核并长大为等轴晶,封锁柱状晶的生长。过热度越低,结晶前沿形成的成分过冷区越大,越有利于等轴晶的产生和生长[1]。过热度与铸坯内部质量的试验情况见表3。
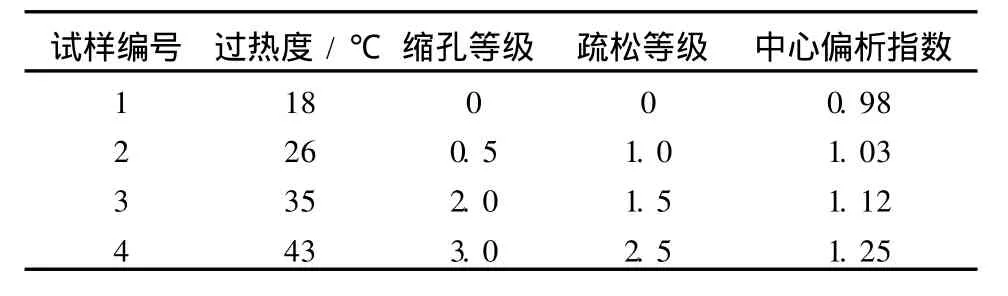
表3 中心碳偏析、缩孔及疏松缺陷评级结果
由表3可以看出,在较低过热度的情况下,铸坯的中心点成分与其他点的偏析接近1.0,偏析得到了控制,而随着过热度的增大,铸坯中心偏析指数逐渐增大,不利于内部质量的提高。特别是过热度超过40℃时,铸坯的中心缩孔、疏松和偏析都有极大的恶化。
控制高碳钢过热度是获得良好内部质量的关键[2]。综合SWRH82B小方坯的内部质量稳定及生产顺行两方面考虑,过热度应该控制在20℃~30℃,最高不能超过35℃。
3)二冷配水对铸坯内部质量的影响。改善铸坯中心碳偏析和缩孔可以通过优化连铸二次冷却得到控制。国内外学者对通过增加或减弱二冷比水量来减轻连铸偏析的研究很多,但对如何改善优化二冷配水影响连铸坯质量的研究鲜有报道。本次课题尝试在现有比水量下通过优化二冷各段的水量分配来改变连铸坯的凝固状况,达到降低连铸坯中心碳偏析和缩孔的目的。
现有连铸二冷工艺采用的配水方案在零段时铸坯表面温度偏低,此处铸坯表面温度波动比较大,温度下降和回升速度偏高,按照冶金凝固原则,高的表面温度变化速度不利于保证连铸坯的内部和表面质量。
因此,将零段水量降低,并增加Ⅰ段水量能够使连铸坯的表面温度场趋于平缓,并保持在高温脆性区之上,以保证良好的铸坯质量。适当降低零段的水量,可以使两相区变宽。两相区窄容易使柱状晶生长,两相区宽有利于形成等轴晶。两相区宽度增加,钢中的疏松可能严重,气体和夹杂物含量可能会增多,但区域偏析将有所缓和。
2.2 影响二次枝晶臂间距的因素
在金属凝固过程中,金属以树枝晶的形式生长是一种主要方式。树枝晶的大小与形态对金属的性能有很大影响,其中树枝晶间距是一个重要的参数,二次枝晶间距支配着决定材料特性的偏析行为[3]。
从不同生产工艺条件下的SWRH 82B坯样上截取试样,测量二次枝晶臂间距后,作图找出变化趋势。二次枝晶间距变化趋势如图1所示。
图1 二次枝晶间距变化趋势
由图1可以看出,8个坯样虽然工艺条件有所差别,但是测量结果基本上都表明了二次枝晶间距的变化趋势:距离坯壳越近的地方,二次枝晶臂间距越小,而距离铸坯中心越近的地方二次枝晶臂间距就越大,二次枝晶臂间距随着距离坯壳距离的增大而增大。这表明,在凝固过程中,二次枝晶发生了枝晶粗化[4]。由趋势线可以看出:
1)低拉速有利于细化铸坯的凝固组织,减小二次枝晶臂间距,所以采取较低的拉速可以得到致密的铸坯结构。
2)降低过热度有利于在凝固过程中限制柱状晶的生长,增大等轴晶的形核和生长的区域,小方坯中心可以获得精细的显微组织如图2所示。

图2 距铸坯中心15mm处的显微组织
3)随着二冷比水量的增加,冷却速率加快,二次枝晶臂间距减小。因为对于小断面铸坯,冷却强度较大,铸坯凝固速度较快。说明凝固速度快,易于生成枝晶间距小的凝固组织,所以采用二冷强冷可以起到细化晶粒的作用。
4 改进措施
为获得良好的SWRH 82B铸坯凝固质量,从而提高线材产品的实物质量,
book=50,ebook=142具体分析以充分发挥各系统的长项,钢铁企业在决定M ES和 ERP的整合方案时,还要充分考虑企业产品结构和管理模式的特点,采用合适的方案。
通过以上原因分析,针对干熄焦生产工艺特点,通过采取如下措施,解决了炉顶水封槽漏水问题。
3.1 制作临时炉盖
临时炉盖的作用是防止炉内火焰喷出灼伤抢修人员。根据现场测量,用厚度为10mm的钢板焊制一个直径为2650mm,周边高度为150mm的临时炉盖,炉盖上并焊有两组支撑架。如图2所示。驶,炉盖台车和支撑料斗的料斗台车通过销轴连接组成一体,把炉盖台车和

图2 临时炉盖示意图
料斗台车连接的销轴拿掉,使两个台车分离,用导链把料斗台车沿导轨平移至极限位。现场操作驱动装置驱动炉盖台车把炉盖打开,提升机上的电动葫芦提升临时炉盖吊装至水封槽上,将临时炉盖上的三个支架支撑放在水封槽的内环上,并且炉盖上注水,防止临时炉盖温度较高而发生变形,同时中控室人员控制好预存段压力。
3.3 水封槽焊缝的补焊
打开水封槽底部放空口,把水封槽内部的水放空,用扁铲把水封槽底部水垢清理干净。由于干熄焦预存段温度在900℃左右,如果水封槽内长时间缺水,极易产生热应力使水封槽焊缝加大,处理段区域两侧用耐火泥料封堵,快速处理焊接,水封槽焊缝用抗氧化性焊条进行补焊。
3.4 检查处理结果
焊缝焊好以后,水封槽注满水。当临时炉盖上的水基本蒸发完以后,电动葫芦把临时炉盖提起。通过观察,水封槽底部圆周方向不再漏水。
4 效果
1)经过一段时间的运行,炉顶水封运行正常,没有发现渗水、滴水现象,干熄焦循环气体中 H2浓度小于3%,CO浓度小于6%,为干熄焦的安全生产提供了保障。
2)从发现水封槽漏水到处理完毕用时4 h,干熄焦装置的迅速恢复降低了因焦炭质量以及焦炭水分波动对高炉的影响。
3)干熄焦炉顶水封槽漏水的及时处理,确保了各设备的正常运转,降低了炉口水封槽下部耐火材料的腐蚀,延长了炉体的使用寿命。
5 结语
水封槽内的不锈钢压缩空气管及水管沿圆周方向的喷嘴在结构上还需在年修时对其进一步改进;在维护干熄焦稳定生产时,加强对炉顶水封槽的点检,制定严格的水封管理制度。这种措施处理水封槽漏水,在同行业具有较大的推广价值。
[1]潘立慧,魏松波.干熄焦技术.北京:冶金工业出版社,2004:332-334.
[2]罗时政,乔继军,张丙林.干熄焦生产操作与设备维护.北京:冶金工业出版社,2009:50-51.
ERP与M ES的集成对于钢铁行业信息化的发展是一个必不可少的阶段,能大大提高企业的管理自动化水平。通过安钢信息化建设,研究 ERP与M ES的集成方法,为钢铁企业信息化的规划与实施提供了整体系统框架结构方面的参考,具有一定的推广和借鉴意义。
6 参考文献
[1]何永刚,黄丽华.我国钢铁企业信息系统应用研究[J].情报杂志.2007,7:52-54.
[2]李铁克.制造执行系统模型综述与分析 [J].冶金自动化,2003,27(4):13-17.
[3]MESA International.M ES Exp lained:A H igh Level V ision W hite Paper6[J].M anufacturing Execu tion System sA ssoc.1997:
[4]刘洋,王海凤,杜景红,李铁克.SAP X I在 ERP与M ES集成中的应用[J].冶金自动化,2008,32(4):25-28.
[5]施灿涛,尹静,李铁克.钢铁企业 ERP与MES集成方法研究及应用[J].冶金自动化,2008,32(2):20-24.
[6]丛培勇,范玉青,刘忠献.ERP与MES集成关系研究[J].制造业自动化,2007,29(8)8:30-35.
3.2 安装临时炉盖
装入台车在驱动装置的作用下,沿轨道来回行势的,“为”有一定基础和竞争力的,“为”市场空间大,潜力强的。对选准的业务,要深入调研认真分析,制定出符合实际、科学合理,对企业的健康发展具有重要指导意义的发展规划。要按照整体发展规划,全方位做好规划的落实工作,集中资源,发挥优势,在做专的基础上做强,在做强的基础上争取做大,培育形成几个有市场竞争力的企业。
2)按照现代企业制度的要求,进一步理顺母子公司管理体制。随着国企改革的深入进行,分子公司产权多元化等多种形式的改革逐步推进,非钢企业已经独立成为一支新型企业,都要按照现代企业制度的要求,理顺母子公司管理体制。要产权清晰,建立完善企业法人制度,使经营组织人格化,独立开展工作。要权责明确,既要下放权力,又要量化责任,要在经营上放手、政策上放宽、管理上放心。要管理科学,权力机构、监督机构、执行机构之间责任明确,并且互相制约,每一方利益都得到保障,同时对企业行为又能够合理约束。
3)优化整合,提升竞争优势。要针对非钢产业业务分散、专业及产品雷同的问题,采取有效措施,进行非钢产业的组织、业务整合和重组,同时突破现有非钢产业结构格局,有计划、有步骤地培育和组建一批各具特色的专业化公司,形成非钢支柱产业或主导产业群体。在培育和建立支柱产业中,要坚持有重点、有选择、有所为、有所不为的思想,根据市场发展趋势和当前实际,对那些有发展前景、市场竞争力强的产业,给予重点扶持,促其加快发展。对一些基础差、技术落后、成本高、产品无销路的经营实体,采取关、停、并、转,从根本上扭转局面。
4)拓宽融资渠道,加大对非钢产业的投入力度。各钢铁企业可根据自身实际,选择一批前景好、效益优的项目进行重点的投入、或引入社会资金和职工入股等多种融资渠道吸纳资金。引导分子公司根据发展的需求不断更新设备,进行工艺改进,积极开展技术改造和技术创新,力求在装备上、技术上能够与主业相匹配,更好的满足发展需求。
5 结语
后危机时代非钢产业与钢铁主业相辅相成、不可分割,只有二者共同发展、共同繁荣,才能促进集团的全面发展。非钢产业要健康发展,主业支持是基础,合理定位是前提,市场化运作是方向,科学管理是保障。准确把握依托主业和自主发展的关系,科学定位,引资引智,自立自强,抢抓机遇,快速发展。
6 参考文献
[1]汤民强.做大做实非钢产业加快杭钢发展步伐.冶金财会,2003(1):10-12.
[2]王恒清.发展非钢产业,增强企业实力.冶金财会,2002(4):37 -38.
SOL ID IFICAT ION QUAL ITY CONTROL O F SW RH82B B ILLETS
Dong Guangxin1,2Zhao Zhenhua2Xue Q ingGuo1(1.University of Science and Techno logy Beijing;2.Anyang Iron&Steel Stock Co.,L td)
A ccording to the p rocess situation ofSWRH 82B in Angang,this paper investigates the influence of casting speed,mo lten steel superheat,secondary coo lingwater etc p rocess param eters on billet central contraction cavity,looseness and segregation etc in ternal quality.W e stud ied so lid ification structu re of casting billet in labo rato ry,m easured the secondary dend rite space,and found out the effect of continuous casting p rocess param eters on so lidification structure.
SWRH82B billets so lidification p rocess param eters secondary dend rite
2010—4—30