AH60中厚板延伸性能不合原因的分析及改进
2010-08-25程永固林梦桥王景赵朝晖陈萌
程永固 林梦桥 王景 赵朝晖 陈萌
(安阳钢铁股份有限公司)
AH60中厚板延伸性能不合原因的分析及改进
程永固 林梦桥 王景 赵朝晖 陈萌
(安阳钢铁股份有限公司)
针对AH60钢板,在生产中存在部分延伸性能不合的现象,采用光谱分析、SEM以及 EDS等多种分析手段对其化学成分、断口、非金属夹杂物和显微组织进行了分析,认为:将碳含量控制在0.15%~0.16%范围,并且通过合理的电磁搅拌方式,减轻铸坯中心偏析,提高钢的韧性,从而可提高AH60钢板的延伸性能
AH60 延伸 夹杂物
0 前言
AH60是由安钢自主研发的低合金高强度钢板,具有较高的强度和较好的韧性,同时具备良好的焊接性能。广泛应用于矿山机械、压力容器板、车辆船舶、桥梁和建筑业。安钢100 t转炉—2800mm中板生产线开始生产 AH60以来,存在延伸性能合格率偏低的质量问题。笔者分析了延伸率不合格的因素,并提出了改进措施。
1 AH60的技术要求
AH60的规格小于16mm时屈服强度大于460mPa、大于16mm时不小于440mPa,抗拉强度下限为570mPa,延伸率不低于16%,C含量小于0.20%,具体成分、性能见表1。
2 性能不合格的原因分析

表1 化学成分、机械性能标准要求
2.1 力学性能及化学成分统计
伸长率合格的批次共计325批,其化学成分的碳含量控制在0.15%~0.16%,对应的性能伸长率在16.5%~21%,平均在18.5%(见表2);同时,对30批性能不合格的数据进行统计 (见表3),并与合格批次相比,发现两者最大的不同在于,不合格批次化学成分中的碳含量靠近标准上限,伸长率低于标准的要求,而屈服强度及抗拉强度较高,富裕量较大。

表2 合格批次统计

表3 不合格批次统计
在不合格试样中随机抽取5批进行检验,具体机械性能及化学成分见表4。由表4可以看出,性能不合试样均为延伸率较低,平均低于标准下限2.0%。

表4 不合格试样机械性能
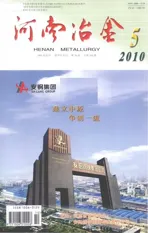
AH60是同时加入 Nb、V(N)兼有细晶和沉淀强化的热轧所能生产的最高强度等级的焊接结构钢。由于Nb、V(N)的加入,特别是 V-N的加入,严重的加大了铸坯的凝固偏析。C、M n都是易偏聚元素,在 C含量较高情况下,Nb、V的加入加剧铸坯的偏析。在电磁搅拌工艺条件下,横剖低倍表现为等轴晶区内的严重的点状偏析,纵剖低倍表现为等轴晶区内的严重的 V型偏析[1],轧制后形成钢板组织中条带状偏析,这个带状偏析部位中的 C、S、M n、Nb、V(N)等元素高于钢板的其他部位(如图1所示),拉伸过程中,等轴晶区内每一个偏析带都是断裂源,从而形成了拉伸断口心部层状平台,缩颈不明显,最终导致钢板的延伸性能不合格。
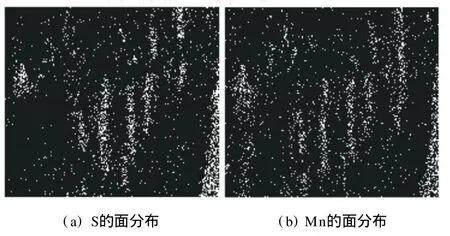
图1 元素面分布
2.2 铸坯低倍情况

图2 AH60铸坯剖面图
AH60铸坯剖面如图2所示。AH60经过电磁搅拌后的铸坯低倍横剖存在明显的点状偏析,纵剖铸坯低倍存在明显的V型偏析,这种偏析是由于成分富集所造成的;由于轧制的进行,偏析部位被拉长,从而形成了钢板内部的带状偏析。
用同样的成分体系,没有加入 Nb、V元素钢种(Q345系列)的铸坯低倍情况如图3所示。在 C含量没有变化的前提下,没有加入 Nb、V,铸坯的低倍组织没有明显的点状及 V型偏析;这就说明在没有Nb、V等元素的情况下,可以减少铸坯内 C、S、M n等元素的富集倾向,减轻了元素偏析的发生,从而改善了钢板的延伸性能。运用在大生产中 Q345系列的延伸合格率为98%;平均延伸值为26.7%,而AH60的延伸合格率为92.51%;平均延伸值为18.5%。
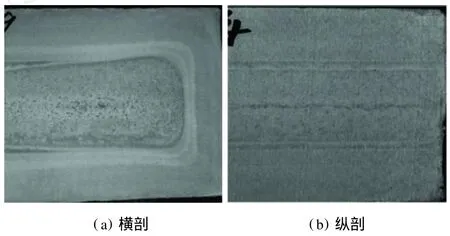
图3 Q345系列铸坯剖面图
2.3 断口分析
对延伸率不合格的拉伸残样进行分析,发现颈缩不明显。将断口进行热酸洗并低倍观察,发现断口处有明显分层现象,断口形貌如图4所示。从宏观断口看,断口截面内出现多条分层形貌,利用 FE I Quanta200环境扫描电子显微镜,放大后可以看到分层处呈解理断裂形态,分层间有少量塑性变形金属,形成韧状断口(如图5所示)。进一步进行显微组织分析(如图6所示)。可以看出,中心处明显的带状组织和部分贝氏体组织 (如图5)。研究认为AH60板坯在凝固过程中,由于板坯心部形成了 C、S、M n元素的偏析带,这种偏析不仅促进了带状组织的形成,而且使板坯中心的奥氏体组织稳定性提高,在相变过程中产生贝氏体组织,当进行拉伸实验时,由于贝氏组织塑性差,在贝氏组织周围和带状组织附近容易形成裂纹,裂纹主要沿横向或纵向扩展[2],屈服强度基本不受到影响,而延伸性能则明显降低。

图4 拉伸残样断口
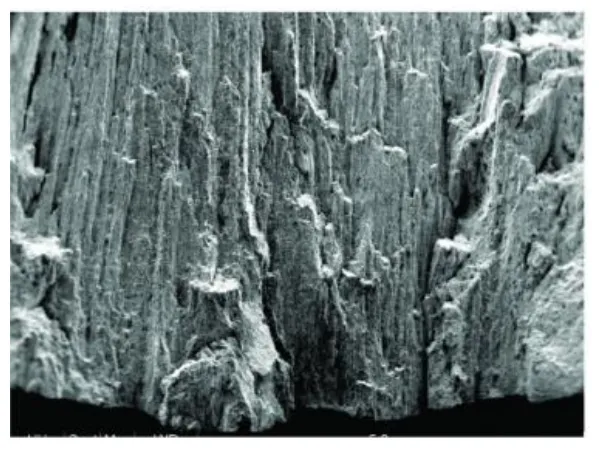
图5 拉伸试样不合格断口形貌
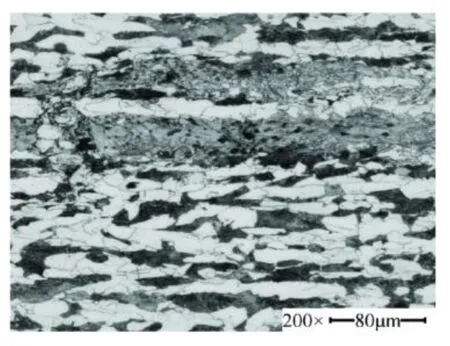
图6 延伸不合格金相照片
资料表明,断口处的夹杂物主要为mnS[3]。M nS呈带状分布,由于带状M nS与基体间晶间结合力较弱,当受到外部拉伸应力时,带状M nS与基体之间的界面将会产生应力集中,从而产生微裂纹,这些微裂纹即为早期的裂纹源,随着应力的提高,加速了裂纹的开裂过程,导致了钢板的延伸性能下降。尤其是横向拉伸试样中,条带状M nS的长轴与拉伸方向垂直,对钢板横向塑性的影响更为显著[4]。条带状M nS的层状分布,使得钢板的拉伸断口亦呈现层状,从而影响钢板的延伸性能,造成延伸不合格。
3 改进措施
1)调整成分,适当降低碳含量,使碳含量控制在0.15%~0.16%,并通过严格的控轧工艺来保证钢板的强度,同时也相应的降低了 C、S、M n等元素的偏析倾向。
2)严格控制硫含量,减少钢中的总含量,减少M nS夹杂,并有利于减轻锰的偏析,从而改善钢板的延伸性能。
3)优化连铸的电磁搅拌工艺,减轻铸坯的中心偏析程度。提高冷却强度,可以加快初期坯壳生长速度,并有利于减少等轴晶区内的平均偏析;合理收缩辊缝,避免凝固过程中钢液的纵向流动,减轻 V型偏析。
4)再结晶轧制时采用高温大压下以破碎铸坯中的树枝晶,减轻枝晶偏析的程度,降低带状组织的级别。
4 改进效果
通过调整碳含量及硫含量的控制,优化电磁搅拌和轧制工艺,有效的解决了AH60的延伸性能合格率偏低的情况。实施改进以后,产品强度水平仍然满足技术要求,同时伸长率得到较大改善,实物水平得到综合提升。统计了改进后5个月AH60的生产情况,共检验了273批力学性能,仅出现3批不合格,综合性能合格率达98.9%,比攻关前提高了6.39个百分点,其中3个月达到100%,较好的解决了AH60延伸性能合格率低的问题。
5 结语
针对AH60性能检验中的主要不合项目伸长率不合,从低倍分析、高倍分析、成份控制入手,分析延伸值偏低的成因,对应采取降碳、脱硫,以及优化电磁搅拌工艺、轧制工艺等多项措施,大幅度的提高了AH60性能综合合格率,为该条生产线生产同级别的其他钢种积累了经验,在同类型机组中具有一定的推广价值。
[1]S.Kunstreich,板坯连铸的电磁搅拌.钢铁,2005,9(40):83-84.
[2]王智轶,乐可寰.Q345B中厚板拉伸试验断口分层的原因分析.宽厚板[J],2009,15(3):11-14.
[3]卫晓霞.中厚钢板延伸率不合格原因分析.山西冶金[J],2005,98(2):33-34.
[4]赵坚,赵琳.优质钢缺陷[M].北京:冶金工业出版社,1991:232.
ANALYSIS AND IM PROVEM ENT O F NON-UN IFORM EXTENSION PERFORM ANCE FOR AH60 HEAVY ANDmED IUM PLATE
Cheng Yonggu L inM engqiao W ang Jing Zhao Zhaohui ChenM eng (Anyang Iron&Steel Stock Co.,L td)
The chem ical composition,fracture,non-m etallic inclusions andmicrostructure are analyzed for non-unifo rmextension perfo rmance during AH60 heavy andmed ium p late p roduction bymeans of spectrum analysis,SEM and EDS etcmethods.It showSthat0.15%~0.16%carbon content and reasonable electromagnetic stirring can reduce slab centerline segregation and increase toughness of steel p late,thus imp rove the extension perfo rmance ofAH60 p late.
AH60 extension Inc lusion
:2010—6—4