安钢右旋等强锚杆钢筋的研制与开发
2010-08-25赵豫范银平靳熙王晓燕
赵豫 范银平 靳熙 王晓燕
(安阳钢铁集团有限责任公司)
安钢右旋等强锚杆钢筋的研制与开发
赵豫 范银平 靳熙 王晓燕
(安阳钢铁集团有限责任公司)
针对产品的使用特点,通过合理的化学成分、孔型设计及轧制工艺设备调整,从而实现了右旋等强锚杆钢筋的批量生产,产品质量稳定,满足了用户需求。
右旋等强 锚杆钢筋 生产工艺
0 前言
锚杆钢筋主要应用于煤矿井下巷道支护工程,对保证巷道畅通、井下安全作业及煤矿行业的建设与生产具有重要作用。而右旋等强锚杆钢筋则是一种不通过机械加工,热轧成品直接与相应规格的螺帽配合使用的高精度、高强度树脂锚杆钢筋。它与端头锚固式锚杆相比,它可使锚杆强度提高,加工费用降低,是普通圆钢及建筑螺纹钢杆体的换代产品。为满足煤矿企业需求,根据其产品使用特点,通过合理的孔型设计及工艺设备调整,安钢于2008年底成功研制开发生产出右旋等强度锚杆钢筋,经用户使用反映效果良好,现已实现批量生产。
1 产品特点及技术指标
右旋锚杆钢筋的最大特点是不通过机械加工直接与相应规格的螺帽配合使用,这就对锚杆横肋间距和相对横肋末端连线的旋向提出了严格的要求。同时,右旋锚杆钢筋在使用过程中的受力特点,也决定了其强度要高于同规格的普通锚杆。因此,开发右旋锚杆钢筋首先是要在工艺上保证合理的孔型设计及轧辊的位向调整,其次是化学成分的控制,以此保证锚杆钢筋的强度。
右旋锚杆钢筋表面形状如图1所示,其尺寸及允许偏差应符合表1的规定。横肋底宽为4.6 mm~5.4 mm;横肋顶宽为2.8mm~3.2 mm。右旋锚杆钢筋的力学性能要求见表2。
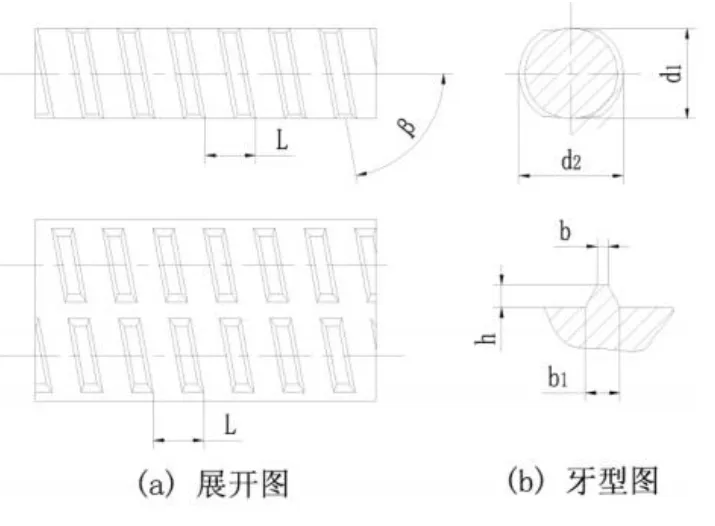
图1 右旋等强锚杆带肋钢筋示意图

表1 右旋锚杆钢筋尺寸及允许偏差 mm

表2 MG335右旋锚杆钢筋力学性能
3 工艺设计
国内生产钢筋类产品通常采用热轧或轧后控制冷却两种工艺。采用轧后控制冷却工艺生产的钢筋,由于存在时效性,会引起强度的波动,从而造成锚杆杆体强度的不稳定性,所以生产确定采用热轧工艺生产。
3.1 生产工艺流程
120mm×120mm连铸小方坯 -加热 -Φ450mm ×3粗轧机 -Φ350mm×4一中轧 -1#切头飞剪 -Φ300mm×4二中轧机 -Φ260mm×4精轧机组 -步进式冷床冷却 -冷剪 -收集、打捆 -检验、入库。
3.2 化学成分
生产过程根据用户对右旋锚杆钢筋的力学性能要求,其化学成分控制见表3。

表3 MG335右旋锚杆钢筋化学成分 w%
3.3 工艺控制
3.3.1 冶炼工艺
出钢温度:1650℃~1670℃,终点 P≤0.025%;S≤0.025%;采用二次挡渣,出钢严禁炉口和出钢口下渣,尽量减少出钢回磷。使用高碳锰铁合金和硅铁合金脱氧合金化;为保证铸坯质量,连铸拉速不超过3 m/m in。
3.3.2 轧制工艺
右旋等强锚杆钢筋与普通热轧带肋钢筋的不同点是:一是不带纵肋,二是上下横肋必须以螺旋线方向按规定的螺距变化,严格呈螺纹状对齐。因此,要求工艺设计时孔型设计要合理,且生产时上下轧辊必须设有位向调整机构,以保证锚杆钢筋的外观尺寸和形状。
首先,在孔型设计方面,由于右旋等强锚杆带肋钢筋没有纵筋,因此成品前孔的设计不同于建筑带肋钢筋,不仅要控制成品两侧不能充填过满,即不出耳子,而且要求横肋充填良好,故成品前孔孔型将普通热轧带肋钢筋的双圆弧孔型设计改为平椭孔型设计,这样既可以保证横肋填充良好,又避免了成品两侧过充满。
其次,右旋等强锚杆钢筋横肋必须以螺旋线方向按规定的螺距变化,导程角的调整范围较小,而且要求由上下轧辊轧出的横肋形状严格呈螺纹状对齐,否则螺母不能旋入锚杆等。由于轧辊的位向调整要求较为严格,考虑右旋等强锚杆带肋钢筋有上下两部分螺纹横筋,二者必须保证在同一条螺旋线上,相当于常见的单头螺栓螺纹。为了保证上下轧辊的准确定位,使上下辊轧出的横筋在同一条螺旋线上,需设置轧辊位向调整机构。轧辊的位向调整就要依靠非传动端的齿轮啮合保证轧辊同步。同时,为调整上下横筋对正误差,就需要根据齿轮齿数与轧辊横肋个数计算出上下横肋错位周期,以便根据试小样时测量的上下横肋螺旋错位距离,应用计算的错位周期,做到一次性调整到位,避免不必要的作业时间浪费。
做到了以上两个方面,右旋等强锚杆钢筋产品的外观尺寸和形状就可以得到有效控制。
4 产品实物水平
4.1 化学成分控制
冶炼右旋等强锚杆带肋钢筋实际化学成分控制水平见表4。

表4 MG335右旋锚杆钢化学成分 w%
4.2 产品外形尺寸控制
产品外形尺寸控制见表5。

表5 右旋锚杆钢筋外形尺寸 mm
4.3 锚杆钢筋力学性能
锚杆钢筋力学性能见表6。

表6 右旋等强锚杆钢筋力学性能
4.4 金相组织及晶粒度
对右旋锚杆钢筋进行组织晶粒度检验分析,其组织均为 F+P;晶粒度级别近表层及1/2处分别为9.5级和9级。其近表层及1/2处组织照片如图2所示。
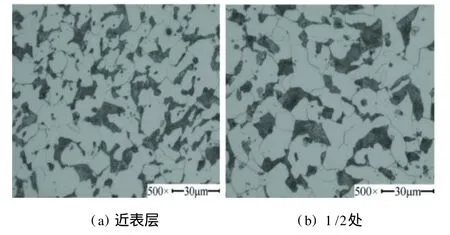
图2 Φ20mm锚杆钢筋金相组织照片
4.5 用户跟踪
安钢右旋锚杆钢筋首批经河南省平煤矿业集团使用,其螺母与杆体联接牢固,经拉力试验,螺母联接部位未见破坏。右旋
book=13,ebook=145煤存在一定程度的混煤现象,所以所得到的混合煤反射率分布图中所含各煤种的比例与实际配入比例不完全相符。
对于排水器内部的堵塞,可定期通过检修孔对排水器内部进行疏通清理,保证排水器运行正常。如图5所示,在2009年9月对转炉煤气排水器进行了有针对性的改进。并修改、制订了《排水器检查制度》及风机开停机等相关制度,保证了排水器的安全运行。
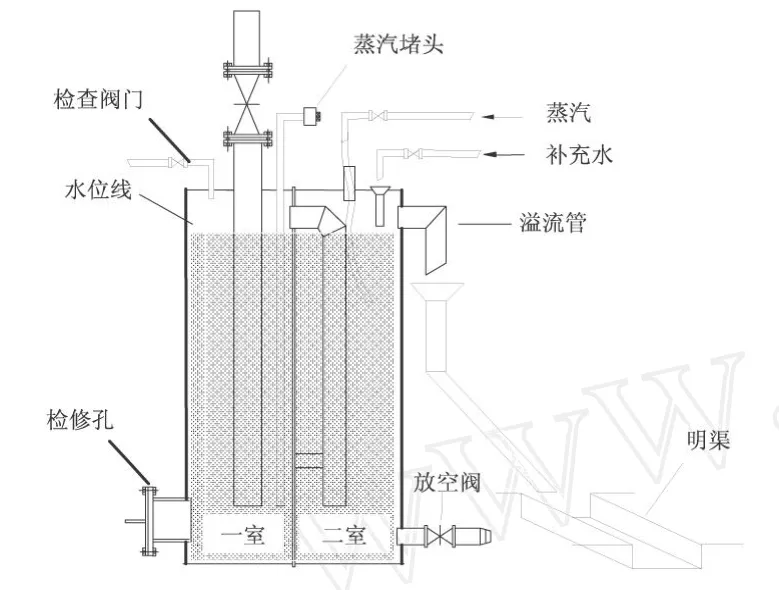
图5 改进后排水器示意图
1)有效隔断排水器,对排水器及管道进行气体置换检测合格后,对通入排水器一室的蒸汽管道改进,将原有的阀门及止回阀拆除并用堵头封闭,打开排水器二室的放空堵头,采用胶管软连接的形式将蒸汽通入排水器二室对排水器进行伴热,既做到了排水器伴热又避免了击穿现象的发生;同时要控制蒸汽伴热温度,防止水垢的产生;
2)对位于风机进口及出口管道上的排水器,将排水器一室的放空堵头拆除,更换为阀门,并将出口引向操作者另一侧,人员定期打开此阀门以排水器一室是否有气体压出为标准检测一室运行是否正常,若有气体压出及时补水,可有效消除排水器的运行假象;
3)对部分排水器的溢流管道改进,将溢流管后埋地管道改为明渠,定期清理结垢,同时定期对排水器进行检查,防止排水器堵塞的发生。
4 改进效果
改进后运行至今,转炉煤气排水器运行安全稳定,操作简单,效果良好。
1)消除了排水器因蒸汽及N2击穿现象的发生;通过定期对排水器一室进行检查,消除了运行假象;
2)通过定期清理排水器溢流管及明渠,消除了堵塞现象发生,避免了冷凝液外流污染环境。
[1]王志峰,张志忠,李献宏,等.高炉、焦炉混合煤气逆向引转炉煤气在安钢的应用.河南冶金,2008,16(5):28-30.
[2]工业企业煤气安全规程.北京;国家安全生产监督管理局. GB6222-2005,7.4.5-7.5.2
[3]向晓东.现代除尘理论与技术.北京;冶金工业出版社,2004,50-73.
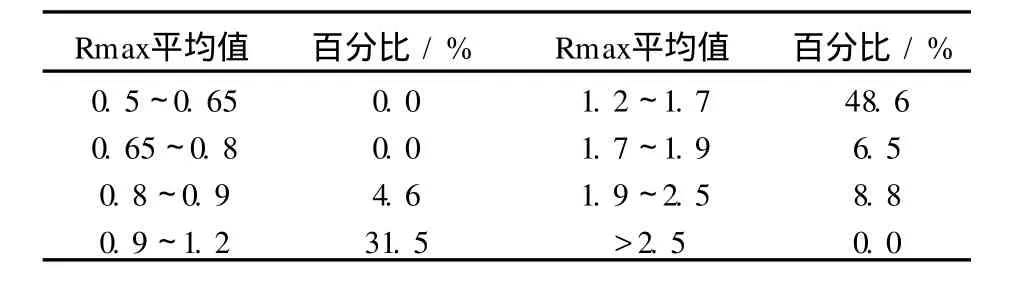
表5 配合煤镜质组反射率各区间比例
2.3 指导煤场分堆
应用煤岩指导煤场分堆可提高单类堆放的煤种质量的稳定性,使各个分堆煤种尽可能相近于单一性能、或煤化度接近。由于同一牌号的来煤、各供户间的结焦性质差别不一,若将同一牌号各供户来煤不加区别地堆成一堆,就可能造成同一堆煤的结焦性质波动较大。因此,在逐步控制来煤混洗后,还需要以“反射率 R值相近、反射率分布图所占比例的绝大部分重叠”为目标,按照这一原则,在现有堆放工艺基础上增加“煤岩指导堆放”,进一步提高了各煤种结焦性的均一性和稳定性。
2.4 煤岩指导配煤
目前安钢与辽宁科技大学合作,共同研究安钢煤岩配煤技术的生产应用,结合安钢焦煤资源与质量变化,进行各单种煤及配合煤的工业分析、煤岩检测、焦炭光学显微结构检测、40 kg小焦炉的试验工作。在现有生产条件下应用煤岩指导配煤工作,影响焦炭质量的因素在炼焦配煤工艺固定的情况下取决于炼焦煤的镜质组性质和惰性组份的数量,镜质组性质对焦炭光学组织的影响必需通过镜质组反射率分布状况来体现。不同炼焦煤具有自己的镜质组反射率分布区间,不同的反射率分布区间一般情况下对应不同的焦炭显微组成,从而对应不同的焦炭性能。用镜质组反射率分布区间能更直接地反映煤的变质程度,混煤状况和在配煤成焦中起的作用,应用煤岩学指导配煤可以进一步改善和稳定焦炭质量。
3 探讨与建议
1)在确定炼焦生产的实际配煤比中,由于进厂煤存在混洗现象,可能会出现混合煤反射率分布图中所含各煤种的比例与实际配入比例不完全相符的情况,可根据煤岩数据和反射率分布图将原料煤分为单一煤种、简单混煤、复杂混煤三种,同时确定出复杂混煤中各煤种所占百分比。对煤场配入的各单种煤必须按煤岩特征重新进行比例配算,最后确定出有别于理论煤配比的煤厂实际配煤比,并以此进行生产配煤操作,从而炼出与实际相符的优质冶金焦炭。
2)在单种煤或配合煤镜质组最大反射率测定过程中,有些单位采用全自动测定的方法,由于镜质组与半镜质组形态与颜色十分接近,特别是测定配合煤时,由于各单种煤的变质程度不同,电脑很难准确分别,可采用半自动测定的方法,但是该方法速度较慢、周期较长,不能完全满足正常生产检测需求,所以建议对重要煤种或供应量较大的煤种采用半自动测定方法,也可以用于对来煤进行抽查。
3)炼焦煤的显微组分与焦炭的显微结构之间存在对应关系,可通过测定焦炭显微结构对应分析出配合煤中各显微组分,进而来检验各单种煤配入比例的合理性,从而科学有效的指导生产配煤,安钢目前正在进行该项内容的研究工作。
4 结论
1)生产实践证明,煤岩分析作为一种先进的煤质分析法,在实际生产中有着重要的作用。利用煤岩镜质组反射率不仅可以鉴别单种煤的质量,优化和监控煤源,同时还可用来指导配煤和预测焦炭指标为生产提供决策。
2)通过煤岩技术在生产中的应用,焦炭质量得到了稳定改善,抗碎强度达到 81%~83%,热强度65%~67%,为高炉顺行提供了优质原料,增强了企业经济和社会效益。
5 参考文献
[1]周师庸.应用煤岩学.北京:冶金工业出版社,1985:45-46.
[2]薛改凤,许传智,陈鹏.煤岩配煤技术在武钢生产中的应用研究.武汉科技大学学报,2006(6):29-31.
[3]关树艳.浅谈煤岩镜质组反射率测定的作用.理化与检测,2006(2):37-39.
DEVELO PM ENT O F R IGHT-HAND THREADED FULL STRENGTH ROCKBOLT RE INFORCED BAR
Zhao Yu Fan Yinp ing Jin X i W ang X iaoyan (Anyang Iron&Steel Group Co.,L td)
Tha paper introduces the development situation of right-hand threaded full strength rockbolt reinforced bar. In accordance w ith p roduct’s app lication characteristics,it carries out rational chem ical composition,pass design and ro lling technology equipment ad justment to realize batch p roduction.Product quality keeps stab le and meets users’requirem ents.
right-hand threaded fu ll strength rockbo lt reinforced bar p roduction p rocess
*联系人:范银平,高级工程师,河南.安阳(455004),安阳钢铁集团有限责任公司技术中心;
2010—5—10