基于改进混合遗传算法参数辩识的数控火焰切割机PID调节器的优化设计
2010-08-23黄金花刘继清
黄金花,刘继清
HUANG Jin-hua, LIU Ji-qing
(武汉船舶职业技术学院,武汉 430050)
0 引言
世界上第一台数控火焰切割机是由英国氧气公司1961年研制成功的。从此,数控火焰切割机作为金属型材加工的重要设备之一,被广泛用于现代机械产品加工生产现场,其使用范围几乎覆盖了机械、造船、军工、石油化工、冶金矿业、能源、车辆制造、航空航天等各个领域。通过数控系统的控制,使火焰割炬按要求的速度和轨迹移动,从而在板材上切割出所需要的零件,以代替落后的手工下料已成为机械加工业的一项重要的技术进步。但是在切割工程中,由于待加工的板材可能高低不平、厚度不一,为了提高切割断口质量,减少废料的产生,需要保持割炬到板材的高度恒定[1],因此数控火焰切割机必须辅以良好的自动调高系统,才能发挥最大的效率,而自动调高系统运行的精度、快速性和可靠性,直接影响着被加工产品的质量。
常用数控火焰切割机的自动调高系统一般含多个PID调节器对受控电机的电流、速度和位置进行跟踪校正,其中PID环节的参数优化是确保运行精度的重要保证。以前,PID调解器参数的确定通常采用传统的辨识方法,如边界稳定法或误差积分指标最优法。这些方法往往仅能取得局部最优参数,而且实际工业生产过程往往具有非线性、时变不确定性,如自动调高系统中常常会出现热变形、传统刚性变形等诸多非线性因素,因此常规的PID调解器参数往往整定不良,对运行工矿适应性差。遗传算法是一种宏观意义下的仿生算法,模仿生命与智能的产生与进化过程,按照达尔文“优胜劣汰、适者生存”的原理,以设定的待辨识参数作为搜索对象,对调节器参数进行全局寻优[2]。本文首先引入结构自适应与参数自适应的双重效应对遗传算法进行了改进,然后将遗传算法与模式搜索法相结合应用于数控火焰切割机自动调高系统的PID调节器参数辨识,给出了参数辨识的基本原理和辨识的基本过程。结果表明,该方法是有效的,且算法具有计算速度快,精度高,程序通用性强等优点,为自动调高系统的参数辨识提供了一种新的途径,具有重要的工程实用价值。
1 自动调高系统的结构框图
数控火焰切割机自动调高系统的基本外形结构如图1所示[3],其中受控电机是核心部分。电机为伺服直流电机,参数如下:
额定电压U=24V;额定电流I=6A;额定功率P=92W;额定转速n=6000r/min;电枢回路总电阻R=1.420;电枢回路总电感L=O.00142H;转动惯量J=0.007mNm;PWM装置放大倍数Ks=2。

图1 自动调高系统的外形结构
电机的控制系统结构框图如图2所示[4]。该控制系统本质上是一个位置随动系统,由三个反馈控制环组成,内环是电流环,中间是速度环,外层是位置环。对自动调高系统分析,首先建立起被控对象的数学模型,分析影响系统指标的各种因素,再逐一对各环进行调节器参数整定。电流环ACR的控制对象是双惯性型的,显然电流调节器应采用PI型校正成典型I型系统。由于要求转速对负载扰动无静差,则在转速调节器ASR中必须含有积分环节,因此转速环开环传递函数共有两个积分环节,所以也应该采用PI调节器设计成典型II型系统,这样的系统同时也能满足动态抗扰性能的要求。位置环是整个自动调高系统的外环,其调节器APR的选择和参数整定是至关重要的,它直接影响系统动态性能的优良程度,并可以补偿两个内环动态性能的不足。根据系统的特点和动态性能要求,我们选用PID调解器,并采用改进的混合遗传算法对PID调节器进行全局寻优参数辨识,以期达到最佳控制效果。

图2 电机控制系统结构框图
2 基于改进混合遗传算法的自动调高系统PID调节器参数寻优
2.1 基于遗传算法的PID参数寻优基本操作
1)群体规模的设置
群体规模是遗传算法的重要参数之一。群体规模越大,算法陷入局部最优解的可能性越小,但计算量将大大增加,影响优化的速度;群体规模越小,遗传搜索空间越窄,容易出现未成熟收敛现象。在目前应用遗传算法对电机进行优化的大多数文献中,一般把规模设定在60-120之间[6]。在本案中,我们设置遗传算法的群体规模参数为80。
2)目标函数的确定
为了获取满意的过渡过程动态特性,采用误差绝对值时间积分性能指标作为参数选择的最小目标函数,为了防止控制能量过大,在目标函数中又加入了控制输入的平方项,最后确定下式作为参数选取的最优指标:

式中,e(t)为系统误差,u(t)为控制器输出,tu为上升时间,w1,w2,w3为权值.取w1=0.999,w2=0.001, w3=2.0。
3)交叉概率和变异概率的选择
交叉概率控制着交叉操作使用的频率, Pc大则有利于遗传算子开辟新的搜索区域,但具有优良性能的基因串被破坏的可能性也同时增大; Pc太小,则会使更多的父体直接进入下一代,使遗传计算出现早熟。而为了增强搜索能力并保持遗传基因的多样性,必须引入一定概率的变异操作,经过反复比较和运算,本案的交叉概率和变异概率分别为:Pc=0.9,Pm=0.008。
4)优化参数取值范围的初始设定
根据经验和试验比较,参数Kp的取值范围为[0,0.1], Ki的取值范围为[0,0.01], Kd的取值范围为[0,0.001]。
2.2 引入结构自适应调整思想对遗传算法进行改进
为了避免遗传算法出现“早熟”问题,笔者在算法过程中不仅引入了参数自适应调整思想,即在算法运行过程中,交叉、变异概率随个体适应度变化自适应调整;同时还引入了结构自适应思想来改变交叉、变异的顺序,动态地改变算法结构,以维持算法种群的多样性,从而有效地避免了“早熟”问题。
准确地判断种群早熟,是对遗传算法进行改进的关键。在此,笔者引入了种群熵的概念作为判断早熟的依据。其定义为[7]:
从式(3)可以看出:若种群个体适应度值都不同,熵取最小值E=0; 若种群个体适应度值都相同,熵取最大值E=1。可见,种群熵能很好地反映个体适应度分布的离散化程度,因而也表征了种群的多样性程度。文献表明,当种群熵达到0.9时种群收敛[7]。
2.3 利用模式搜索法(爬山法)进行局部逼近
模式搜索法俗称爬山法。它利用搜索点的局部测试信息来寻找目标函数的下降方向,使用两种移动模式,即探索移动和模式移动。从初始点出发,按这两种模式,以事先规定好的步长进行搜索。先是探索移动,向四周(指n个坐标方向)探索出一个使增广目标函数值F(X)下降的方向,当确定好该方向后,就沿着这个方向加速爬山,这称为模式移动。交替进行探索移动和模式移动,反复地进行探索->爬山->搜索->爬山,逐渐向最优解靠近,最后逼迫最优解[8]。
使用改进混合遗传算法进行PID参数优化的基本流程如图3所示。使用仿真软件Matlab编程,实现上述基于改进混合遗传算法的PID参数整定过程。
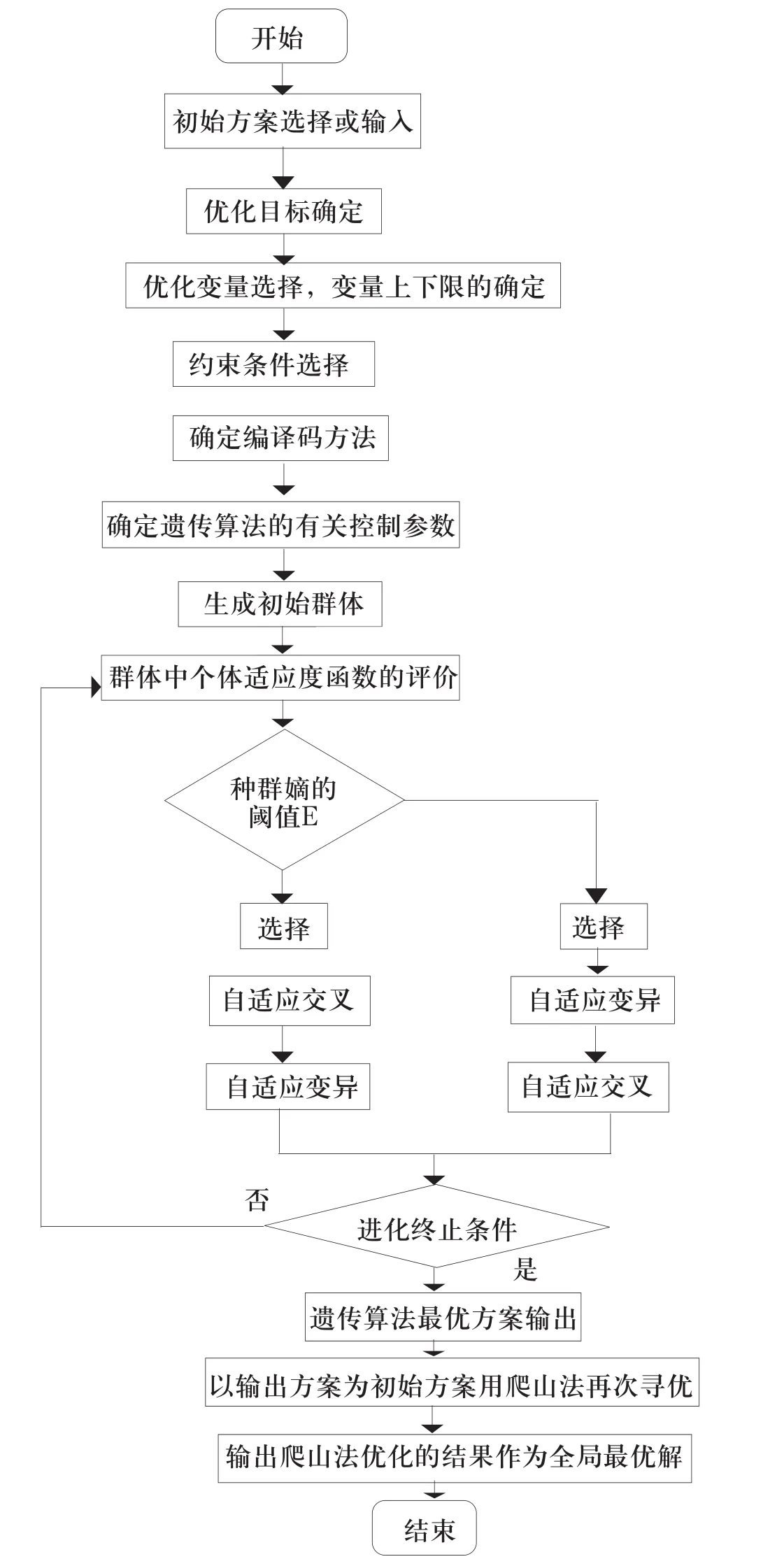
图3 基于改进混合遗传算法的PID优化程序流程图
2.4 仿真结果
据研究发现,遗传算法所优化的结果只能达到最优解的90%左右,因此笔者首先采用具有参数和结构自适应的改进遗传算法得到优化的初始解,然后再利用爬山法收敛速度快的优势,继续对PID控制器的参数进行局部优化逼近,最后得到全局最优解。系统的阶跃响应如图4所示(1、2分别为基于标准遗传算法和改进混合遗传算法的系统阶跃响应图形),结果表明,经爬山法逼近后,调节器的全局优化参数变为Kp=0.0286, Ki=0.00255,Kd=0.00037,超调量减小且响应调节时间仅为0.213秒。
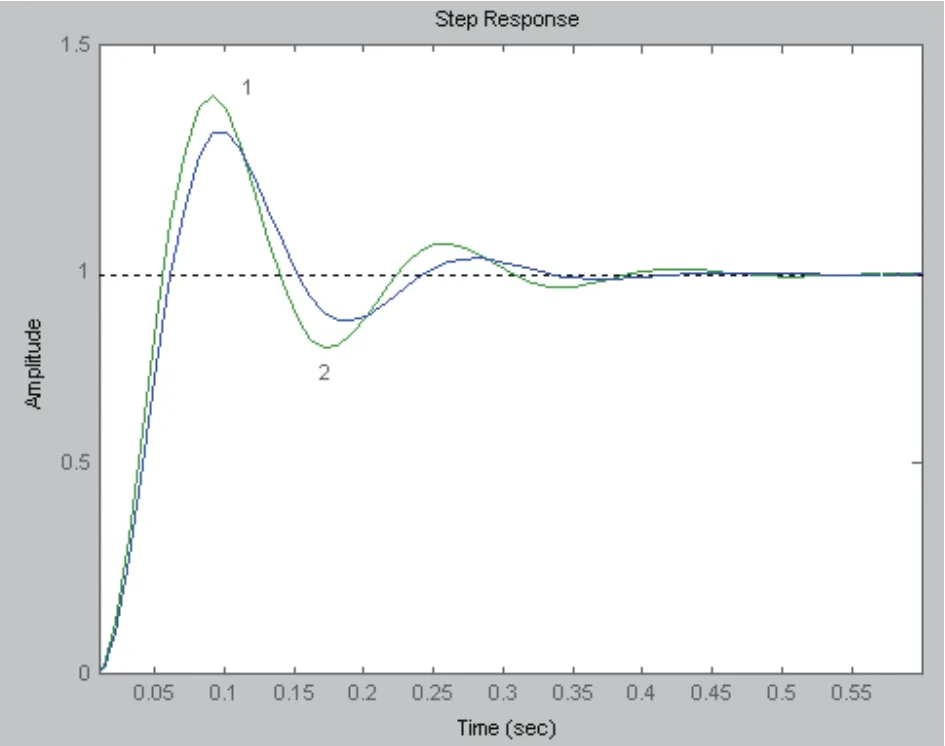
图4 基于改进混合遗传算法的系统阶跃响应
3 结论
仿真结果表明,采用改进混合遗传算法对火焰切割机自动调高系统的位置调节器进行参数辨识,与采用标准遗传算法的参数辨识相比,系统响应快、精度高,鲁棒性好,系统的动静态品质得到了大大改善。但实验表明系统仍然存在一定的超调,因此,可在遗传算法中加入惩罚功能,减小或消除超调因子,进一步增强系统的动态性能。
[1]蒋翔俊,等.模糊控制在数控火焰切割机自动调高系统中的应用[J].制造技术与机床,2008(6):87-89.
[2]杨小东,等.基于遗传算法的水轮发电机组调速系统参数辨识[J].继电器,2006,34(1):27-30.
[3]宋凯云,等.基于微电容的数控火焰切割机自动调高系统[J].机械设计与制造,2008(4):153-155.
[4]陈春丽.火焰切割机自动调高系统[D].武汉;武汉理工大学,2008.
[5]刘金琨.先进PID控制Matlab仿真[M].北京:电子工业出版社,2004:210-246.
[6]周东华.非线性系统的自适应控制导论[M].北京:清华大学出版社,2002:158.
[7]万定生,余长海,徐立中.基于位变异防止遗传算法过早收敛的算法[J].微电子学与计算机,2005,22(8):117-120.
[8]龙永文.基于遗传算法的永磁无刷直流电机优化设计研究[D].南京:东南大学,2005.
