基于UG的碗头挂板参数化设计研究与实现
2010-08-23朱春东张满春信昆峰
朱春东,张满春,信昆峰
ZHU Chun-dong, ZHANG Man-chun, XIN Kun-feng
(武汉理工大学 材料科学与工程学院,武汉 430070)
0 引言
虽然,在当前的中小型模锻企业中,轴对称零件占据了模锻件生产的主流,但是异形件的生产在模锻件的使用和发展中,同样不可或缺。目前,在中小型模锻企业中,CAPP系统的开发和应用已取得快速发展,并为企业创造了良好的经济效益。但是,其研究主要集中在轴对称模锻件的CAPP系统开发,对异型模锻件CAPP系统的开发却很少见。如果继续使用传统工艺的设计方法编制工艺文件的话,则存在如下缺点[1]:
1)对工艺人员的经验和熟练程度要求较高;
2)编制工艺文件劳动强度高,重复劳动量大,效率低;
3)难以实现工艺文件的最优化和信息共享;
4)不能将工艺专家的经验和知识集中起来加以充分地利用。
这对企业的技术能力、工艺能力无疑是个严峻的挑战,所以,手工编制工艺很难适应市场。另外,弯头刮板类模锻件结构较为复杂,已有的CAPP系统不能满足其使用要求。所以,建立此类模锻件的CAPP系统已经成为当前社会的中小型企业发展的迫切需要。
1 基于UG的CAPP系统概述
系统利用UG、VC++6.0等软件实现了碗头挂板模锻件的三维模型参数化设计,包括碗头挂板建模参数的提取、表达式的应用、三维模型的建立、尺寸约束,以及应用程序工程的建立、程序的编写、程序的编译和程序的测试,并结合UG电子表格、VC++6.0编程和Excel VBA功能,建立了报价单模块。实现了碗头挂板的三维模型的参数化设计,同时也实现了碗头挂板体积、重量和复杂系数的自动计算和输出,以及报价单的快速生成。
另外,利用在UG环境下对UG/Open API、UG/Open GRIP、UG/Open MenuScript、UG/Open UIStyler的合理使用,同时借助VC++编程以及其它一些辅助软件(EXCEL电子表格、PDF出图等)的操作[2],通过模具图自动生成和报价模块的建立,实现对该系统的优化,通过对挂板类零件CAPP系统的开发,拓展了CAPP系统在异形模锻件的应用,技术路线框图如图1所示。

图1 技术路线图
2 系统模块设计
2.1 参数化建模模块设计
在此系统中,采用三维模型与程序控制相互结合的方式,三维模型通过UG的交互界面来创建,而不是由程序来创建。在创建好的三维模型基础上,根据部件的设计要求建立一组可以完全控制三维模型形状和大小的设计参数。参数化程序针对该部件的设计参数进行编程,实现设计参数的查询、修改,根据新的参数值更新模型从而实现设计变更。
首先,从碗头挂板类零件的三视图中提取建模的主要参数,以此建立尺寸表达式,然后,应用UG的建模模块进行碗头挂板的三维模型设计,按照普通零件的建模方法即可,但是在输入草图参数和特征参数时,必须输入之前建立的表达式参数,实现尺寸约束。再应用UG MenuScript菜单技术编写菜单文件,并进入UIStyler可视化界面模式,设计用户界面对话框,最后通过一系列编程,就可以在UG界面下实现碗头挂板三维模型的参数化设计[3,4]。下图2为更新表达式值后的碗头挂板:
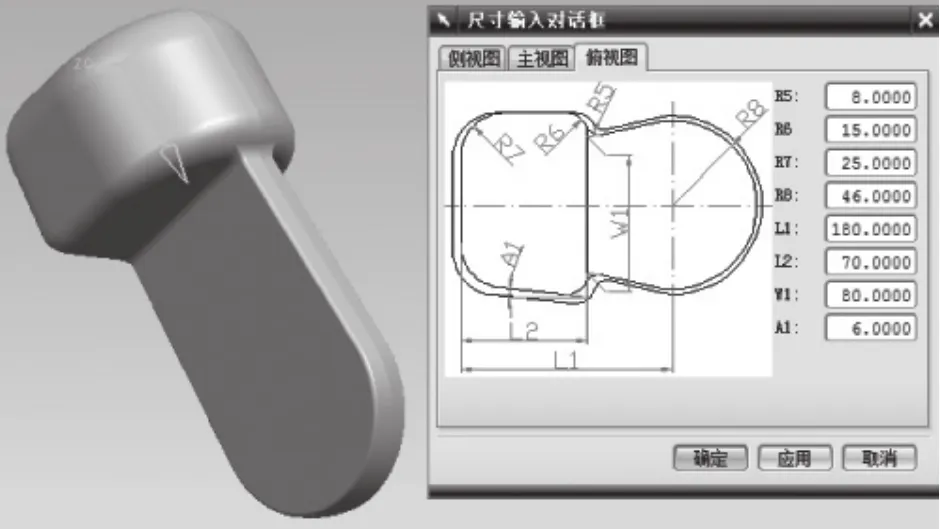
图2 更新表达式值后的碗头挂板
2.2 工程图模块设计
在整个工程图模块中,研究重心在于实现锻件图、模锻工艺卡片和热处理工艺卡片的自动生成。因为在实现工程图自动生成的设计中,锻件图、模锻件工艺卡片和热处理工艺卡片的基本原理是相同的,所以,本文将着重介绍碗头挂板锻件图自动生成模块的设计。
设计的关键在于充分利用AutoCAD软件在二维图创建方面的优势,和UG软件在工程图控制方面的优势,实现工程图模板的dwg格式和prt格式的转换。在创建工程图模板过程中,需要首先根据锻件图、模锻工艺卡片和热处理工艺卡片的图纸布局和标题栏设计,创建出空白工程图模板。将之前保存的prt格式的碗头挂板锻件图图纸模板导入,通过修改其字体、线条、尺寸等,便可完成碗头挂板锻件图模板的设计。再将创建的三个工程图模板导入为UG的默认模板。所得模板如图4所示。最后,将图2所示的碗头挂板三维模型导入上述所创建的工程图模板中,通过尺寸标注和对象属性的填写后,即可做完碗头挂板锻件图的模板,再辅以用户界面和程序设计,就可以实现工程图的自动生成。图3、4所示的分别是UG默认工程图模板缩略图和碗头挂板锻件图模板。

图3 UG默认工程图模板缩略图
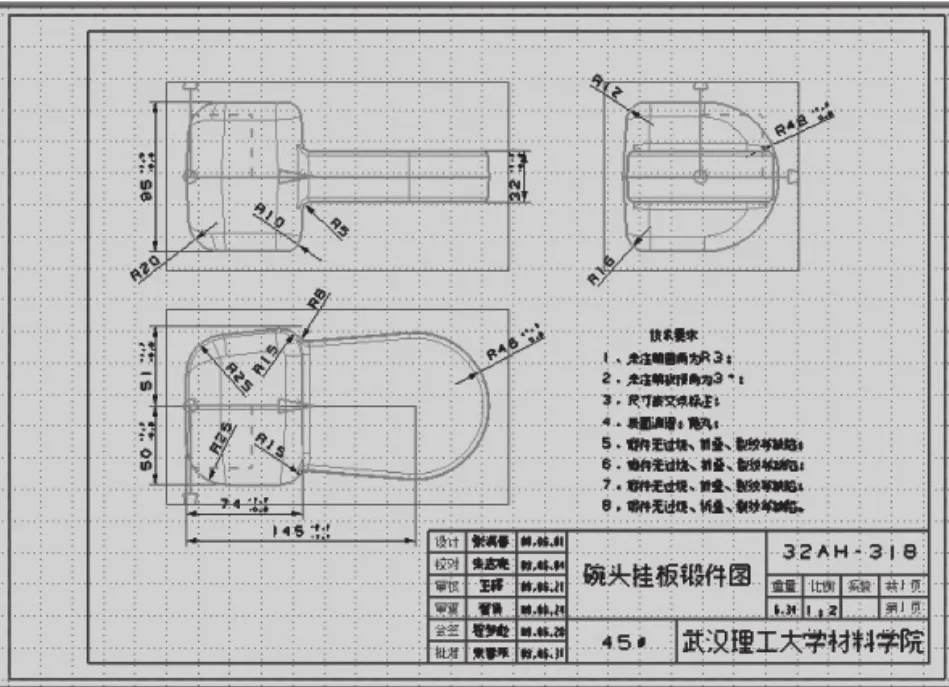
图4 碗头挂板锻件图模板
2.3 报价单模块设计
该报价模块,使用Excel VBA创建报价单样板,并通过VC程序设计实现报价单样板与UG软件的链接,通过UG中的按钮操作就可以进入报价单的设计,并能实现数据的传送。
首先,进入UG软件提供的Excel电子表格,并制作报价单模板。然后,新建一个一个工作表,并进入报价模块用户界面,建立材料工作表,包括材料牌号与材料单价;同时创建询价单位工作表,包括单位名称、电话、传真、单位地址和邮编等信息。利用Excel VBA功能,为报价模块中所用到的控件,编配程序代码,将其与数据库建立链接,同时将数据输出到报价单模块中相应的表格处,这样就完成了报价单的设计。
如图5所示为报价模块用户界面:

图5 报价模块用户界面
3 实例检验
以WS—32S碗头(如图6)挂板的模锻设计为例,检验过程如下:
1)参数化设计模块检验。从WS—32S碗头挂板三视图中,提取出与UG界面对话框中对应的尺寸参数,输入对话框,即可获得新的碗头挂板零件的三维模型。
2)报价模块检验。进入电子表格编辑窗口,在报价单模块中填写零件图号、锻件重量并检验填写是否正确。然后点击报价单工作表,此时报价单已经填写完成。
3)工程图模块检验。本文以模锻工艺卡片为例来验证工程图模块设计的正确性,在碗头挂板三维模型界面下打开已创建的碗头挂板模锻工艺卡片模板,将碗头挂板导入,即可得到碗头挂板的模锻工艺卡片。
如图6、7所示:
4 结束语
1)本文借助UG二次开发工具,对碗头挂板类模锻件的CAPP系统展开研究,有效的节省了工人的劳动时间,为企业创造更多的经济效益,在中小型模锻件企业中已经得到应用[5]。
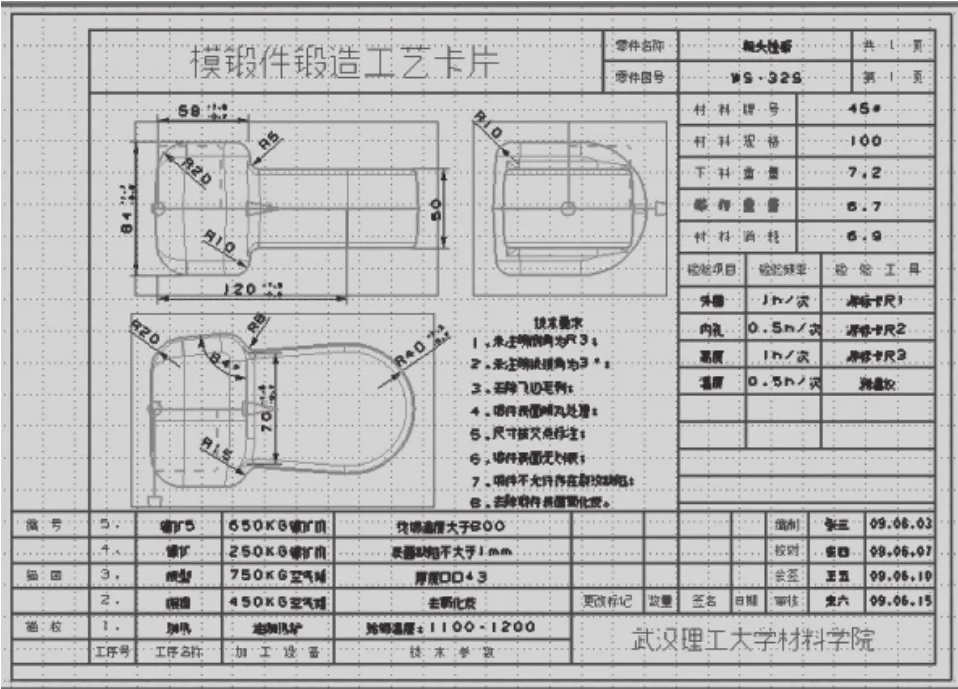
图6 WS—32S碗头挂板模锻工艺卡片

图7 报价单打印版
2)碗头挂板作为异型模锻件的一种,具有很好的代表性,希望碗头挂板CAPP系统的建立,作为一种开发经验和研究导向,能促进更多更复杂异形件CAPP系统的开发。并展望能够结合CAE/CAM软件,实现异型模锻件设计、分析、制造的一体化。
[1]李宏,董长双.CAPP的应用分析及发展趋势[J].山西冶金,2005,97(1),42.
[2]朱春东,张在阳,刘宇峰.基于UG二次开发模锻CAPP系统研究[J].制造业自动化,2009,(31),52.
[3]刘新宇,王高潮,窦蓉,等.基于UG的模具CAD/CAPP/CAM集成系统的研究[J].模具制造,2003,11(8),6-9.
[4]魏峥,江洪.UG NX3基础教程[M].北京:机械工业出版社,2006.
[5]魏敏,马云,葛云,等.中小型企业CAPP技术应用研究[J].机械研究与应用,2005,18(2),8.
